You might also like
- Technical Writing A-Z: A Commonsense Guide to Engineering Reports and Theses, Second Edition, British English: A Commonsense Guide to Engineering Reports and Theses, U.S. English Second EditionFrom EverandTechnical Writing A-Z: A Commonsense Guide to Engineering Reports and Theses, Second Edition, British English: A Commonsense Guide to Engineering Reports and Theses, U.S. English Second EditionNo ratings yet
- EN POS150 180 Ro PDFDocument100 pagesEN POS150 180 Ro PDFMinyo Iosif100% (1)
- Critical Dimensions TolerancingDocument3 pagesCritical Dimensions TolerancingSelvaraj BalasundramNo ratings yet
- Carrier Booklet High AmbDocument36 pagesCarrier Booklet High AmbhitosnapNo ratings yet
- Delay AnalysisDocument9 pagesDelay AnalysisAchraf AbdelmaksoudNo ratings yet
- Building Information Modelling (BIM) How It Improves Building PerformanceDocument13 pagesBuilding Information Modelling (BIM) How It Improves Building PerformancedyegoaryanNo ratings yet
- Delay Analysis 1Document8 pagesDelay Analysis 1Eslam AshourNo ratings yet
- Runge, Jude M. - Enhancing Anodic Aluminum Oxide For Bonding ApplicationsDocument13 pagesRunge, Jude M. - Enhancing Anodic Aluminum Oxide For Bonding ApplicationsLuis Gustavo PachecoNo ratings yet
- Ias Ac172-0719Document18 pagesIas Ac172-0719이혁재No ratings yet
- The Ultimate GD&T Pocket Guide: 2nd EditionDocument2 pagesThe Ultimate GD&T Pocket Guide: 2nd EditionsrinivignaNo ratings yet
- ASM Heat Treating Society (Aluminum and Its Alloys)Document6 pagesASM Heat Treating Society (Aluminum and Its Alloys)Finney JacobNo ratings yet
- Building Facility Management and Services AgreementDocument25 pagesBuilding Facility Management and Services AgreementAnonymous mNQq7ojNo ratings yet
- Anodizing Aluminum and How It WorksDocument3 pagesAnodizing Aluminum and How It WorksImran ShuaibNo ratings yet
- Press Tooling Extrusion's Main Support: Prepared For AEC Presentation November 2005Document39 pagesPress Tooling Extrusion's Main Support: Prepared For AEC Presentation November 2005Axel Letona100% (2)
- Advanced Aluminum Anodizing TechnologyDocument7 pagesAdvanced Aluminum Anodizing TechnologyPuguh Cahpordjo Bae100% (1)
- HKA Sample Portfolio 2017Document44 pagesHKA Sample Portfolio 2017Faby HadleyNo ratings yet
- Aluminum AnodizationDocument19 pagesAluminum AnodizationDally Esperanza GafaroNo ratings yet
- FirstTimeQuality Inspection Test Plan Form V2Document1 pageFirstTimeQuality Inspection Test Plan Form V2Kerwin Britton100% (1)
- Pocs. Also Please Contact The Pocs WithDocument65 pagesPocs. Also Please Contact The Pocs Withrize1159100% (1)
- Structural Steel LessonsDocument7 pagesStructural Steel LessonsIngeniero EstructuralNo ratings yet
- E290 PDFDocument7 pagesE290 PDFZamir Danilo Morera ForeroNo ratings yet
- Prolongation Cost Claims - The Basic PrinciplesDocument6 pagesProlongation Cost Claims - The Basic PrinciplesMuhammad ZaimmuddinNo ratings yet
- Estimating Steel Building Installation PDFDocument2 pagesEstimating Steel Building Installation PDFJurie_sk3608No ratings yet
- Design-Build Instructions For Military ConstructionDocument88 pagesDesign-Build Instructions For Military ConstructionSheryl Briones-GoNo ratings yet
- Ma 02-2010Document58 pagesMa 02-2010Shahriman AzizNo ratings yet
- Failures - Lamellar Tearing Overview and Failures CasesDocument4 pagesFailures - Lamellar Tearing Overview and Failures Cases^passwordNo ratings yet
- 12R-89 - Master in Cost EngeneeringDocument8 pages12R-89 - Master in Cost Engeneeringstefan_iacob72No ratings yet
- Orwell Steel (Erection and Fabrication) LTDDocument5 pagesOrwell Steel (Erection and Fabrication) LTDRenuka JeyabalanNo ratings yet
- Week 11 - Fundamentals of Distribution SystemsDocument39 pagesWeek 11 - Fundamentals of Distribution SystemsEstika Vriscilla GintingNo ratings yet
- OneSteel Aluminium Price List Effective June 2006Document29 pagesOneSteel Aluminium Price List Effective June 2006stanNo ratings yet
- Gas FurnaceDocument8 pagesGas FurnaceCoco GalindoNo ratings yet
- M2 U7 Plasma Arc CuttingDocument29 pagesM2 U7 Plasma Arc CuttingKenan MuhamedagicNo ratings yet
- The Correlation of Fracture Toughness With PDFDocument76 pagesThe Correlation of Fracture Toughness With PDFSimulation CAENo ratings yet
- 66-165 - A804 - Fire Penetration Details (Version)Document1 page66-165 - A804 - Fire Penetration Details (Version)Parth DaxiniNo ratings yet
- Norguard Eagle - Horizontal and Vertical Lifeline SystemsDocument4 pagesNorguard Eagle - Horizontal and Vertical Lifeline SystemsnorguardNo ratings yet
- 2012 National Construction EstimatorDocument765 pages2012 National Construction EstimatorMiguel DeLa Cruz SilveraNo ratings yet
- Steel, Sheet, Hot Rolled, Carbon, Commercial, Structural, and High-Strength Low-Alloy, Produced by Twin-Roll Casting ProcessDocument9 pagesSteel, Sheet, Hot Rolled, Carbon, Commercial, Structural, and High-Strength Low-Alloy, Produced by Twin-Roll Casting ProcessDarwin DarmawanNo ratings yet
- Pitting Corrosion of AluminumDocument25 pagesPitting Corrosion of AluminumBeatriz BrachettiNo ratings yet
- Constructing The Gold Standard FinalDocument135 pagesConstructing The Gold Standard FinalGMA16No ratings yet
- Ferralium 2594 Mod Weld Matl Brochure A4Document22 pagesFerralium 2594 Mod Weld Matl Brochure A4Devan ShanmughaNo ratings yet
- Uang and Bruneau - 2018 - State-of-the-Art Review On Seismic Design of Steel StructuresDocument24 pagesUang and Bruneau - 2018 - State-of-the-Art Review On Seismic Design of Steel StructuresKarim AljawhariNo ratings yet
- The 2018 International Existing Building Code®: A Compilation of Wind Resistant ProvisionsDocument16 pagesThe 2018 International Existing Building Code®: A Compilation of Wind Resistant ProvisionsTommyCasillas-GerenaNo ratings yet
- Weld Finishes PDFDocument3 pagesWeld Finishes PDFMr032781No ratings yet
- Welding Cost Managment Layout ModifiedDocument13 pagesWelding Cost Managment Layout ModifiedmrNo ratings yet
- Hilti North American Product Technical Guide 813255 PDFDocument147 pagesHilti North American Product Technical Guide 813255 PDFMUHAMMAD UMAR RIAZNo ratings yet
- Editing 3D Equipment in SynchroDocument8 pagesEditing 3D Equipment in SynchroSlamat Parulian SimamoraNo ratings yet
- Performing and Reporting Cost Analysis During The Design Phase of A ProjectDocument4 pagesPerforming and Reporting Cost Analysis During The Design Phase of A ProjectAhmad Zubair RasulyNo ratings yet
- Naamm Stair Manual FinalDocument126 pagesNaamm Stair Manual FinalAhmed BdairNo ratings yet
- Sdi 117 PDFDocument9 pagesSdi 117 PDFAriel De GuzmanNo ratings yet
- Conceptual Estimating: Steel Fabricator's Key to Early Project InvolvementDocument4 pagesConceptual Estimating: Steel Fabricator's Key to Early Project InvolvementΈνκινουαν Κόγκ ΑδάμουNo ratings yet
- Aluminum Alloys PresentationDocument15 pagesAluminum Alloys PresentationNarongrit SosaNo ratings yet
- Architectural - Sheet Metal - CollieDocument42 pagesArchitectural - Sheet Metal - CollieWissam AlameddineNo ratings yet
- ASTM A 47 M Ferritic Malleable Iron Castings PDFDocument5 pagesASTM A 47 M Ferritic Malleable Iron Castings PDFAhmad ZaidNo ratings yet
- Age-Hardening Alloy Steel Forgings For Pressure Vessel ComponentsDocument4 pagesAge-Hardening Alloy Steel Forgings For Pressure Vessel ComponentsGustavo SuarezNo ratings yet
- Architectural Precast JointsDocument28 pagesArchitectural Precast JointsFalgun HindochaNo ratings yet
- Building Code 2019 SummaryDocument9 pagesBuilding Code 2019 Summaryapi-236315161No ratings yet
- Military Doc - Cannon Brittle FractureDocument46 pagesMilitary Doc - Cannon Brittle FractureGrafton MontgomeryNo ratings yet
- Astm AnodizingDocument4 pagesAstm AnodizingStephany RojasNo ratings yet
- Advanced Gas Metal Arc Welding ProcDocument20 pagesAdvanced Gas Metal Arc Welding ProcjavadmohammadiNo ratings yet
- C1 ENGINEERING PRINCIPLES AND PRACTICES for Retrofitting Flood-Prone HomesDocument37 pagesC1 ENGINEERING PRINCIPLES AND PRACTICES for Retrofitting Flood-Prone HomesAnonymous mcHqIfbnV1No ratings yet
- Stee Structure ManualDocument6 pagesStee Structure Manualy_fakoriNo ratings yet
- Column Design PPPDocument4 pagesColumn Design PPPy_fakoriNo ratings yet
- Foundation Analysis and Design: Michael Valley, S.EDocument52 pagesFoundation Analysis and Design: Michael Valley, S.Esalahaddinsharif100% (3)
- Stee Structure ManualDocument6 pagesStee Structure Manualy_fakoriNo ratings yet
- Nist GCR 15-917-34 TB 11 FinalDocument34 pagesNist GCR 15-917-34 TB 11 Finalhyungo kwonNo ratings yet
- Cantilevered Hung FramesDocument43 pagesCantilevered Hung FramesG-off Robson100% (1)
- Q4 2020 Shareholder Letter Highlights Metromile Growth and ProfitabilityDocument24 pagesQ4 2020 Shareholder Letter Highlights Metromile Growth and Profitabilityy_fakoriNo ratings yet
- Dynamic Behavior of Flexible Rectangular Liquid Storage TanksDocument10 pagesDynamic Behavior of Flexible Rectangular Liquid Storage Tanksy_fakoriNo ratings yet
- Civil Engineering ApplicationDocument6 pagesCivil Engineering Applicationy_fakoriNo ratings yet
- Evaluation of Seismic Response of A Building With Soft StoryDocument6 pagesEvaluation of Seismic Response of A Building With Soft Storyy_fakori100% (1)
- Soil&RafterDocument5 pagesSoil&Raftery_fakoriNo ratings yet
- Malamud Rembrandt ReviewDocument1 pageMalamud Rembrandt Reviewy_fakoriNo ratings yet
- New Structure AnalysisDocument13 pagesNew Structure Analysisy_fakoriNo ratings yet
- SteelDocument5 pagesSteely_fakoriNo ratings yet
- Steel Structure ManualDocument6 pagesSteel Structure Manualy_fakoriNo ratings yet
- InflationDocument1 pageInflationy_fakoriNo ratings yet
- GreetingDocument5 pagesGreetingy_fakoriNo ratings yet
- DDDDDDDDDDDocument1 pageDDDDDDDDDDy_fakoriNo ratings yet
- Report 2Document2 pagesReport 2y_fakoriNo ratings yet
- Vancouver Response SpectraDocument2 pagesVancouver Response Spectray_fakoriNo ratings yet
- ID SCE67 LibreDocument8 pagesID SCE67 Librey_fakoriNo ratings yet
- Vancouver Response SpectraDocument2 pagesVancouver Response Spectray_fakoriNo ratings yet
- 3D Detailing of Reinforced Concrete and Steel Connections With AutoCAD Revit Structure2Document16 pages3D Detailing of Reinforced Concrete and Steel Connections With AutoCAD Revit Structure2tmssorinNo ratings yet
- Resume 10201Document14 pagesResume 10201nicko.arya.dharmaNo ratings yet
- Structural Notes for General Building ConstructionDocument1 pageStructural Notes for General Building ConstructionErika Faye CalzetaNo ratings yet
- Structural Steel Specification GuideDocument21 pagesStructural Steel Specification GuidePoorti JainNo ratings yet
- Rapidshare Structural Engineering BooksDocument20 pagesRapidshare Structural Engineering BooksdopakNo ratings yet
- Specification For Low-Alloy Steel Electrodes and Rods For Gas Shielded Arc WeldingDocument48 pagesSpecification For Low-Alloy Steel Electrodes and Rods For Gas Shielded Arc WeldingAnonymous SLI4aG100% (1)
- TSLAB V3.0 User GuidanceDocument68 pagesTSLAB V3.0 User GuidanceJohn R100% (1)
- Irs Welded Bridge CodeDocument32 pagesIrs Welded Bridge Codeamawauce67% (3)
- Is-11384 - (Only For Classroom Usage)Document87 pagesIs-11384 - (Only For Classroom Usage)santoshNo ratings yet
- EWC Short Profile.1Document12 pagesEWC Short Profile.1Sharookhan ShajahanNo ratings yet
- Gsa PDFDocument119 pagesGsa PDFUsmanRandhawa31No ratings yet
- Pin Fuse JointsDocument7 pagesPin Fuse JointsMatthew McFetridge100% (1)
- API Grade at HadeedDocument9 pagesAPI Grade at HadeedathersdNo ratings yet
- Astm B557Document16 pagesAstm B557unknown17110% (1)
- EtdDocument274 pagesEtdRory Cristian Cordero RojoNo ratings yet
- Is 1730-1989 PDFDocument9 pagesIs 1730-1989 PDFJawa MechanikkNo ratings yet
- Introduction to Common Building Materials PVC, Aluminum, Steel, and GypsumDocument46 pagesIntroduction to Common Building Materials PVC, Aluminum, Steel, and GypsumSashwat GhaiNo ratings yet
- Field Survey ReportDocument10 pagesField Survey ReportPavan PatchigollaNo ratings yet
- Design CalculationDocument11 pagesDesign CalculationShaikh Muhammad AteeqNo ratings yet
- Tower Information 3. Design Parameters and SpecificationsDocument14 pagesTower Information 3. Design Parameters and SpecificationsHenj MirasolNo ratings yet
- Staad Definition of TermsDocument23 pagesStaad Definition of TermsLaurence Lee RelaoNo ratings yet
- Modern SteelDocument70 pagesModern Steelohundper100% (4)
- Norsk Staal 2009 Engels K 141209Document54 pagesNorsk Staal 2009 Engels K 141209rejestrownikkNo ratings yet
- Astm A792 PDFDocument6 pagesAstm A792 PDFOswaldo Enrique Adame67% (3)
- Nail Plates GuideDocument14 pagesNail Plates Guidejohn.aboodNo ratings yet
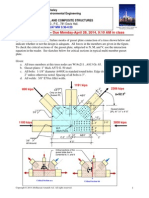
- 2014-CE247-HW8 Assignment-Due-Ap-28-2014Document3 pages2014-CE247-HW8 Assignment-Due-Ap-28-2014raghu0404No ratings yet
- 4014 03Document7 pages4014 03Carlos Romero Muñoz100% (2)
- Astm A792Document7 pagesAstm A792MJ100% (2)
- ASME Section II Part A - Ferrous Material SpecificationsDocument8 pagesASME Section II Part A - Ferrous Material SpecificationsGato Sesa100% (1)
- Master Foam Tote-Trailer: Data/SpecificationsDocument2 pagesMaster Foam Tote-Trailer: Data/Specificationsdeca89No ratings yet