You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
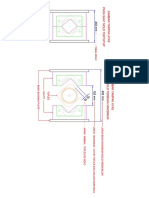
- Cutting OulineDocument1 pageCutting OulineAnonymous kYcX3YENNo ratings yet
- AssyDocument1 pageAssyAnonymous kYcX3YENNo ratings yet
- Katalog Produk AlamicoidDocument32 pagesKatalog Produk AlamicoidAnonymous kYcX3YENNo ratings yet
- IHT Process Design Sheet RGBDocument2 pagesIHT Process Design Sheet RGBAnonymous kYcX3YENNo ratings yet
- Pricelist Produk AlamicoidDocument7 pagesPricelist Produk AlamicoidAnonymous kYcX3YENNo ratings yet
- Moldmaking Guide: 1.the Fixed Side EjectionDocument5 pagesMoldmaking Guide: 1.the Fixed Side EjectionAnonymous kYcX3YENNo ratings yet
- Mold SimulationDocument1 pageMold SimulationAnonymous kYcX3YENNo ratings yet
- CuttingDocument1 pageCuttingAnonymous kYcX3YENNo ratings yet
- Katalog Produk AlamicoidDocument32 pagesKatalog Produk AlamicoidAnonymous kYcX3YENNo ratings yet
- Pricelist Produk AlamicoidDocument7 pagesPricelist Produk AlamicoidAnonymous kYcX3YENNo ratings yet
- Lesson 5 Making Design Changes: SolidworksDocument19 pagesLesson 5 Making Design Changes: Solidworkskijimoshi_777No ratings yet
- Biznet Inspire Edisi July 2014Document29 pagesBiznet Inspire Edisi July 2014silver8700No ratings yet
- 29Document6 pages29Anonymous kYcX3YENNo ratings yet
- 24Document4 pages24Anonymous kYcX3YENNo ratings yet
- 24Document4 pages24Anonymous kYcX3YENNo ratings yet
- 24Document4 pages24Anonymous kYcX3YENNo ratings yet
- 23Document6 pages23Anonymous kYcX3YENNo ratings yet
- 24Document4 pages24Anonymous kYcX3YENNo ratings yet
- Moldmaking Guide: Used For Maintaining The Mold Temperature and A Faster Molding Cycle. 2. Basic GuidelineDocument13 pagesMoldmaking Guide: Used For Maintaining The Mold Temperature and A Faster Molding Cycle. 2. Basic GuidelineAnonymous kYcX3YENNo ratings yet
- 19Document20 pages19Anonymous kYcX3YENNo ratings yet
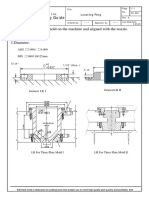
- Moldmaking GuideDocument2 pagesMoldmaking GuideAnonymous kYcX3YENNo ratings yet
- Moldmaking GuideDocument1 pageMoldmaking GuideAnonymous kYcX3YENNo ratings yet
- Moldmaking GuideDocument1 pageMoldmaking GuideAnonymous kYcX3YENNo ratings yet
- Moldmaking GuideDocument1 pageMoldmaking GuideAnonymous kYcX3YENNo ratings yet
- Moldmaking Guide: 1.used For Attaching Mold To The Plate of Injection MachineDocument1 pageMoldmaking Guide: 1.used For Attaching Mold To The Plate of Injection MachineAnonymous kYcX3YENNo ratings yet
- CNC ProgrammingDocument49 pagesCNC Programmingasil_turk100% (6)
- Moldmaking Guide: 1.screw SupplierDocument2 pagesMoldmaking Guide: 1.screw SupplierAnonymous kYcX3YENNo ratings yet
- Moldmaking Guide: 1.used As The Clearance Holes For K.O. Retainer. 2.the Location and Size of Knockout HolesDocument1 pageMoldmaking Guide: 1.used As The Clearance Holes For K.O. Retainer. 2.the Location and Size of Knockout HolesAnonymous kYcX3YENNo ratings yet
- 01Document12 pages01Anonymous kYcX3YENNo ratings yet
- Chemistry Jun 2010 Mark Scheme Unit 4Document22 pagesChemistry Jun 2010 Mark Scheme Unit 4dylandonNo ratings yet
- TGN-M-04 Weld Procedure Comparison Struc SteelDocument5 pagesTGN-M-04 Weld Procedure Comparison Struc Steelmanoj983@gmail.comNo ratings yet
- Pipes, Tubes, Fittings, FlangesDocument121 pagesPipes, Tubes, Fittings, FlangesCarl Jones100% (2)
- Volumetric Analysis 7Document3 pagesVolumetric Analysis 7vijay kumarNo ratings yet
- Superlon1 PDFDocument4 pagesSuperlon1 PDFmohd aliffNo ratings yet
- Advanced High Temperature AlloysDocument123 pagesAdvanced High Temperature Alloysalvaedison00100% (1)
- EXPERIMENT A2: Determination of The Formula of A HydrateDocument5 pagesEXPERIMENT A2: Determination of The Formula of A HydrateTessi SeokoloNo ratings yet
- Bacteriological Properties and Health Related Biochemical Components of Fermented Fish Sauce - An Overview.Document29 pagesBacteriological Properties and Health Related Biochemical Components of Fermented Fish Sauce - An Overview.dizzydahlia97No ratings yet
- Diverter Valve Wam BrochureDocument4 pagesDiverter Valve Wam BrochureEzequiel Guillermo Trejo NavasNo ratings yet
- WWW - Ncbi.nlm - Nih.gov Pubmed 15151274Document2 pagesWWW - Ncbi.nlm - Nih.gov Pubmed 15151274Ethan MorganNo ratings yet
- Peng Antar Minyak Bum IDocument13 pagesPeng Antar Minyak Bum ITara VergitaNo ratings yet
- Basic Mechanical Engineering MCQ PDF Part 3Document10 pagesBasic Mechanical Engineering MCQ PDF Part 3kibrom atsbhaNo ratings yet
- International Abbreviations For Polymers and Polymer ProcessingDocument226 pagesInternational Abbreviations For Polymers and Polymer ProcessingTrevor J. HutleyNo ratings yet
- Newman Projections (Acyclic - 01)Document3 pagesNewman Projections (Acyclic - 01)Muhammad AliNo ratings yet
- Partial replacement of discarded rubber tyres with coarse aggregate in concreteDocument18 pagesPartial replacement of discarded rubber tyres with coarse aggregate in concretePrasanna Gayathri VinnakotaNo ratings yet
- Zak SystemDocument10 pagesZak SystemSlavisa BjelicNo ratings yet
- 10.1016 J.jallCOM.2005.10.048 Extraction of Titanium From Different Titania Precursors by The FFC Cambridge ProcessDocument9 pages10.1016 J.jallCOM.2005.10.048 Extraction of Titanium From Different Titania Precursors by The FFC Cambridge ProcessHooman BaghbanNo ratings yet
- Physiology Exam 1Document16 pagesPhysiology Exam 1sa'di OsmanNo ratings yet
- Questions & Solutions Chemistry... (NEET REPEATERS) 13-01-2020Document45 pagesQuestions & Solutions Chemistry... (NEET REPEATERS) 13-01-2020iram ferozNo ratings yet
- INTRODUCTION To FINOLEX Finolex Group Was EstablishedDocument24 pagesINTRODUCTION To FINOLEX Finolex Group Was EstablishedpraveennakkinaNo ratings yet
- Tài liệu ôn tập tiếng anh 4Document7 pagesTài liệu ôn tập tiếng anh 4Ngọc AmiiNo ratings yet
- Shelf Life Vs Expiry Date of A Chemical StandardDocument3 pagesShelf Life Vs Expiry Date of A Chemical Standardsl1828No ratings yet
- Water Supply Design and Distribution SystemsDocument26 pagesWater Supply Design and Distribution SystemsAlchea Aldeguer100% (1)
- 6 7 Group RabuDocument102 pages6 7 Group Rabuvita yantiNo ratings yet
- Practical 3 Amylase Activity in Germinating Barley: (347 Words)Document4 pagesPractical 3 Amylase Activity in Germinating Barley: (347 Words)Carynl LeeNo ratings yet
- Coating Procedure - Shuqaiq Desalination PJT - Rev.2Document19 pagesCoating Procedure - Shuqaiq Desalination PJT - Rev.2ABAID ULLAHNo ratings yet
- Reactivity Series Worksheet - 8B and 8CDocument6 pagesReactivity Series Worksheet - 8B and 8CHighlightNo ratings yet
- Manufacture of The Ceramic Tiles and Sanitary: Produced By: Framed byDocument21 pagesManufacture of The Ceramic Tiles and Sanitary: Produced By: Framed byAmina CHAHBOUNINo ratings yet
- Metal DetectorDocument7 pagesMetal DetectorAlexNo ratings yet
- Introduction To GFRCDocument3 pagesIntroduction To GFRCFred VictorNo ratings yet