You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- CDM816DⅢ配件图册 (2015第1版第1次)Document188 pagesCDM816DⅢ配件图册 (2015第1版第1次)Mohammadazmy Sobursyakur0% (1)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- MECHANICAL SEALS FAILURE CAUSESDocument26 pagesMECHANICAL SEALS FAILURE CAUSESFaruque Khan Yumkhaibam100% (6)
- Matlab TutorialDocument243 pagesMatlab TutorialPinaki Mishra100% (4)
- Genuine: Choose Every Time!Document40 pagesGenuine: Choose Every Time!DinamikaMarine50% (2)
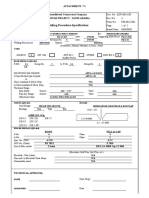
- Consolidated Contractors Welding Procedure SpecificationDocument3 pagesConsolidated Contractors Welding Procedure Specificationsiva8000100% (1)
- QSL9 Series PDFDocument4 pagesQSL9 Series PDFAnonymous 3RS6JNcNo ratings yet
- Mechatronics IntegratedDocument1 pageMechatronics IntegratedSwapvaib0% (1)
- PDE - Graduate Level Problems and SolutionsDocument396 pagesPDE - Graduate Level Problems and SolutionsBernard Sutopo100% (1)
- Buckling Analysis: The Theory of BucklingDocument6 pagesBuckling Analysis: The Theory of BucklingKing Everest100% (2)
- Cryogenic Vacuum Insulated Piping System DesignDocument55 pagesCryogenic Vacuum Insulated Piping System DesignRajesh ReghuNo ratings yet
- PLC Programming for Mechatronics Control SystemsDocument63 pagesPLC Programming for Mechatronics Control SystemsSwapvaibNo ratings yet
- Volvo 242 244 245 Owners Manual 1976Document105 pagesVolvo 242 244 245 Owners Manual 1976Leif AndersonNo ratings yet
- Chap - 15Document50 pagesChap - 15Arup Das100% (1)
- Exploded View of The Suntour Duro DJ E Suspension ForkDocument1 pageExploded View of The Suntour Duro DJ E Suspension Forksdjanus0% (1)
- युगंधर - शिवाजी सावंत PDFDocument702 pagesयुगंधर - शिवाजी सावंत PDFSwapvaib75% (4)
- Engineering Graphics Manual Final PDFDocument98 pagesEngineering Graphics Manual Final PDFPradeep AppuNo ratings yet
- Introduction To Strength of MaterialsDocument16 pagesIntroduction To Strength of MaterialsHoda HosnyNo ratings yet
- Te Mech Credit System 2015 Pattern Course SyllabusDocument62 pagesTe Mech Credit System 2015 Pattern Course SyllabusSwapvaibNo ratings yet
- Wheatstone BridgeDocument3 pagesWheatstone BridgeSwapvaibNo ratings yet
- Mechatronics by Nihar RanjanDocument123 pagesMechatronics by Nihar Ranjannavabnavab786No ratings yet
- BME Question PaperDocument3 pagesBME Question PaperSwapvaibNo ratings yet
- Mechatronics Lab ManualDocument73 pagesMechatronics Lab ManualSwapvaibNo ratings yet
- MP QUESTION BANK CastingDocument12 pagesMP QUESTION BANK CastingSwapvaibNo ratings yet
- (23005319 - Acta Mechanica Et Automatica) JOINING THE COMBINATION OF AHSS STEEL AND HSLA STEEL BY RESISTANCE SPOT WELDINGDocument4 pages(23005319 - Acta Mechanica Et Automatica) JOINING THE COMBINATION OF AHSS STEEL AND HSLA STEEL BY RESISTANCE SPOT WELDINGSwapvaibNo ratings yet
- Page No.2 SynopsiasDocument2 pagesPage No.2 SynopsiasSwapvaibNo ratings yet
- Ball ValveDocument3 pagesBall ValveSwapvaibNo ratings yet
- Mechatronics - 302050: Lecture Notes / PPT Unit IDocument66 pagesMechatronics - 302050: Lecture Notes / PPT Unit ISwapvaibNo ratings yet
- 1Document1 page1SwapvaibNo ratings yet
- BME Question PaperDocument3 pagesBME Question PaperSwapvaibNo ratings yet
- Mod1 Mechatronics and Manufacturing Automation PDFDocument17 pagesMod1 Mechatronics and Manufacturing Automation PDFthebetterman0511No ratings yet
- Leave Entry ApplicationDocument1 pageLeave Entry ApplicationSwapvaibNo ratings yet
- शिवचरित्र PDFDocument1,676 pagesशिवचरित्र PDFAnand78% (18)
- Road Safety ChaptersDocument32 pagesRoad Safety ChaptersSwapvaibNo ratings yet
- InverseDocument146 pagesInverseSwapvaibNo ratings yet
- Question Bank NMODocument4 pagesQuestion Bank NMOSwapvaibNo ratings yet
- GD&T Guide Symbols TermsDocument6 pagesGD&T Guide Symbols TermsvasantNo ratings yet
- 121Document3 pages121SwapvaibNo ratings yet
- Analysis of Process Parameters in Hobbing UsingDocument13 pagesAnalysis of Process Parameters in Hobbing UsingSwapvaibNo ratings yet
- Load Distribution Between Hob Teeth: G. G. Skrebnev and A. S. Anan'evDocument7 pagesLoad Distribution Between Hob Teeth: G. G. Skrebnev and A. S. Anan'evSwapvaibNo ratings yet
- Three point bending fatigue test for gearsDocument5 pagesThree point bending fatigue test for gearsSwapvaibNo ratings yet
- WAHLER Imagebroschuere SERIE enDocument16 pagesWAHLER Imagebroschuere SERIE ensagarpatel337No ratings yet
- Filtro Hidraulico 12 atDocument8 pagesFiltro Hidraulico 12 atLankaster Flórez ChNo ratings yet
- DT - Hardness TestDocument30 pagesDT - Hardness TestSamuel Christian GiovanniNo ratings yet
- Kinze 3700 ASDDocument284 pagesKinze 3700 ASDАндрей СмирновNo ratings yet
- Terminal Blocks ABBDocument36 pagesTerminal Blocks ABBalishaikh12No ratings yet
- Section 8 Maintenance & SpecificationsDocument30 pagesSection 8 Maintenance & SpecificationsTaha RdmanNo ratings yet
- Treybal DistDocument5 pagesTreybal DistJay CeeNo ratings yet
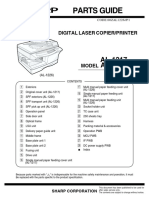
- Parts Guide: AL-1217 AL-1226Document38 pagesParts Guide: AL-1217 AL-1226AAAMARONo ratings yet
- Generator Diesel Chicago Pneumatic CPSG 9Document2 pagesGenerator Diesel Chicago Pneumatic CPSG 9diconNo ratings yet
- Kirloskar SP 3HH Leaflet (A)Document2 pagesKirloskar SP 3HH Leaflet (A)Imran_firdousiNo ratings yet
- ASTM A615 Grade 70 PDFDocument2 pagesASTM A615 Grade 70 PDFAnonymous vRtCW4hszNo ratings yet
- Modern Bulk Storage Tanks Design & ManufacturingDocument2 pagesModern Bulk Storage Tanks Design & ManufacturingSCALE Ingeniería y ConstrucciónNo ratings yet
- EPS TestDocument8 pagesEPS TestGhilea GeorgeNo ratings yet
- QF Qa 42 Physical Test ReportDocument73 pagesQF Qa 42 Physical Test ReportVikas Mani TripathiNo ratings yet
- Porosity or PermeabilityDocument30 pagesPorosity or PermeabilitytabibkarimNo ratings yet
- Chapter 2 Rankine Cycle in EnglishDocument26 pagesChapter 2 Rankine Cycle in EnglishRahmandan HafidNo ratings yet
- (Morton M Denn) Polymer Melt Processing FoundatiDocument262 pages(Morton M Denn) Polymer Melt Processing FoundatiProbabilidad EstadísticaNo ratings yet
- Industrial Project Report (WPS)Document79 pagesIndustrial Project Report (WPS)Khairil Anwar MuhajirNo ratings yet
- 101 FA08 HE2SolvedDocument12 pages101 FA08 HE2SolvedJulio César Macías ZamoraNo ratings yet
- Inspection DT Scania 21633Document8 pagesInspection DT Scania 21633Sarohman RohmanNo ratings yet