You might also like
- Sinumerik840D Turn en GDocument260 pagesSinumerik840D Turn en GKrsmanovic ZoranNo ratings yet
- 8-Surface Milling PDFDocument71 pages8-Surface Milling PDFsonmdcNo ratings yet
- M 52 Goi Do ModelDocument1 pageM 52 Goi Do ModelsonmdcNo ratings yet
- Body Part PDFDocument3 pagesBody Part PDFsonmdcNo ratings yet
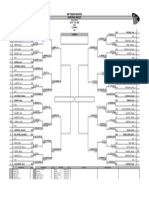
- BNP Paribas Masters Main Draw Singles: Lucky LosersDocument1 pageBNP Paribas Masters Main Draw Singles: Lucky LoserssonmdcNo ratings yet
- M 43 CANG ModelDocument1 pageM 43 CANG ModelsonmdcNo ratings yet
- M 27 Cang Gat ModelDocument1 pageM 27 Cang Gat ModelsonmdcNo ratings yet
- ANSYS TUTORIAL - 2-D Frame AnalysisDocument16 pagesANSYS TUTORIAL - 2-D Frame AnalysisRaja AeroNo ratings yet
- 1application of A Simple Method of Cell DesignDocument12 pages1application of A Simple Method of Cell DesignSon TranNo ratings yet
- ANSYS-3D Space Frame ExampleDocument4 pagesANSYS-3D Space Frame Examplejeeva_maestroNo ratings yet
- MatLab Toan TapDocument207 pagesMatLab Toan Tapfaraway123456No ratings yet
- Exercise2 110400Document52 pagesExercise2 110400Saurabh MishraNo ratings yet
- Exercise2 110400Document52 pagesExercise2 110400Saurabh MishraNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5783)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- MK84SUSDocument2 pagesMK84SUSali mortezaNo ratings yet
- Catalogue: See Colour in A Whole New LightDocument17 pagesCatalogue: See Colour in A Whole New LightManuel AguilarNo ratings yet
- Construction Management System Final Year ReportDocument53 pagesConstruction Management System Final Year ReportMebiratu BeyeneNo ratings yet
- Apc Materials PropertiesDocument15 pagesApc Materials PropertiesnamyefNo ratings yet
- Mr. Gopikrishna - CH: Career ObjectiveDocument3 pagesMr. Gopikrishna - CH: Career ObjectiveGopi KrishnaNo ratings yet
- Smartviewer 4.9.6: User ManualDocument71 pagesSmartviewer 4.9.6: User ManualPaginas Web AdministrablesNo ratings yet
- Minimize audit risk with pre-engagement activitiesDocument2 pagesMinimize audit risk with pre-engagement activitiesAnonymityNo ratings yet
- Informal Communication in OrganizationsDocument3 pagesInformal Communication in OrganizationsAbdullah Ashik AdnanNo ratings yet
- Kimwa Compound, Baloy 04/01/2023 03/27/2023 LYL Development Corporation 006430292000Document1 pageKimwa Compound, Baloy 04/01/2023 03/27/2023 LYL Development Corporation 006430292000Maricel IpanagNo ratings yet
- Work-Experience-Sheet CSC Form 212Document5 pagesWork-Experience-Sheet CSC Form 212Marc AbadNo ratings yet
- Osisense XX Xx518a3pam12Document6 pagesOsisense XX Xx518a3pam12Paulinho CezarNo ratings yet
- Stare DecisisDocument7 pagesStare DecisisBirolal Jamatia100% (1)
- Chemical ProcessDocument43 pagesChemical ProcesstavolenNo ratings yet
- International Journal of Computer Science and Innovation - Vol 2015-n1 - Paper1Document6 pagesInternational Journal of Computer Science and Innovation - Vol 2015-n1 - Paper1sophiaNo ratings yet
- DRS User ManualDocument52 pagesDRS User Manualwmp8611024213100% (1)
- Calgary Police Employee Survey ResultsDocument118 pagesCalgary Police Employee Survey ResultsDarren KrauseNo ratings yet
- Secretary Leila De Lima vs Magtanggol GatdulaDocument2 pagesSecretary Leila De Lima vs Magtanggol GatdulaShane Fulgueras100% (1)
- Dleg0170 Manual PDFDocument20 pagesDleg0170 Manual PDFEmmanuel Lucas TrobbianiNo ratings yet
- Comparator: Differential VoltageDocument8 pagesComparator: Differential VoltageTanvir Ahmed MunnaNo ratings yet
- Subcontractor Payment FormDocument2 pagesSubcontractor Payment FormMarcelino SanicoNo ratings yet
- Smartaisle Containment Brochure EnglishDocument32 pagesSmartaisle Containment Brochure EnglishAsad NizamNo ratings yet
- NGT 1021 8 17 - 2Document10 pagesNGT 1021 8 17 - 2markpestell68No ratings yet
- Eftalia Marin Eng 2018 1948Document2 pagesEftalia Marin Eng 2018 1948Alina Mariana NicaNo ratings yet
- 21 B 53679 Cdae 251 D 88 AeDocument2 pages21 B 53679 Cdae 251 D 88 Aeapi-439429931No ratings yet
- Appraising and Managing PerformanceDocument20 pagesAppraising and Managing PerformanceAnushkar ChauhanNo ratings yet
- CIA Interview GuideDocument14 pagesCIA Interview GuideCody ToebbickeNo ratings yet
- Intro To HCI and UsabilityDocument25 pagesIntro To HCI and UsabilityHasnain AhmadNo ratings yet
- Facebook Declaration 1Document69 pagesFacebook Declaration 1wanderlust823No ratings yet
- An Internship Report on Customer Service of Prabhu BankDocument48 pagesAn Internship Report on Customer Service of Prabhu BankKaran PandeyNo ratings yet
- Grasshopper VB Scripting Primer IntroductionDocument28 pagesGrasshopper VB Scripting Primer Introductionfagus67No ratings yet