You might also like
- Spline Program Ver 1.1Document7 pagesSpline Program Ver 1.1Ozeias CardosoNo ratings yet
- Typical Piping DeliverablesDocument4 pagesTypical Piping DeliverablesShyam Prasad K S100% (1)
- Body Language 1Document61 pagesBody Language 1sumeetsaini88No ratings yet
- Blueprint Reading For The Machine Trades, Sixth Edition Unit 11: Metric DrawingsDocument125 pagesBlueprint Reading For The Machine Trades, Sixth Edition Unit 11: Metric DrawingsPrakash SundaramNo ratings yet
- Threads and Thread CuttingDocument56 pagesThreads and Thread CuttingkoshkadaNo ratings yet
- Welding Stainless Steel - Questions and Answers A Guide For Troubleshooting Stainless Steel Welding-Related Problems - AWS (2013)Document266 pagesWelding Stainless Steel - Questions and Answers A Guide For Troubleshooting Stainless Steel Welding-Related Problems - AWS (2013)arnoldbatista55100% (1)
- Geometric Dimensioning and TolerancingDocument6 pagesGeometric Dimensioning and TolerancingPedro LeosNo ratings yet
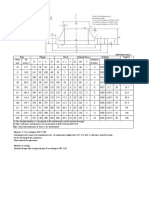
- ANSI ASME B16.5 Flange Dimensions and SpecificationsDocument8 pagesANSI ASME B16.5 Flange Dimensions and SpecificationsSimbu ArasanNo ratings yet
- NEW - I Can Offer FRF / SGO 2 BIN Conversion and BIN 2 SGO / FRF For Almost ALL VAG DSG Gearboxes !! PRICES Between 50 and 100 EurDocument1 pageNEW - I Can Offer FRF / SGO 2 BIN Conversion and BIN 2 SGO / FRF For Almost ALL VAG DSG Gearboxes !! PRICES Between 50 and 100 Euralmia tronicsNo ratings yet
- Screw ThreadsDocument21 pagesScrew ThreadsziadatzNo ratings yet
- Tube and Pipe Inventor PDFDocument15 pagesTube and Pipe Inventor PDFLucky ChinnaNo ratings yet
- Engineering Drawing Notes BDocument50 pagesEngineering Drawing Notes BAchinNo ratings yet
- Numerical Analysis - I. Jacques and C. Judd PDFDocument109 pagesNumerical Analysis - I. Jacques and C. Judd PDFMaria AquiseNo ratings yet
- Materials Engineering: Proceedings of the First International Symposium, University of the Witwatersrand, Johannesburg, South Africa, November 1985From EverandMaterials Engineering: Proceedings of the First International Symposium, University of the Witwatersrand, Johannesburg, South Africa, November 1985J. V. BeeNo ratings yet
- Tolerances FitsDocument25 pagesTolerances FitsAnonymous E2oSW7No ratings yet
- Bolts TheoryDocument30 pagesBolts TheoryIbrahim Mesfin100% (1)
- SIE1010 Lesson 5.2 - Dimensioning and Tolerancing (Part 2)Document56 pagesSIE1010 Lesson 5.2 - Dimensioning and Tolerancing (Part 2)lightsoul91No ratings yet
- AA V6 I2 Modeling Threaded Bolted Joints in ANSYS Workbench PDFDocument3 pagesAA V6 I2 Modeling Threaded Bolted Joints in ANSYS Workbench PDFdanaosajoNo ratings yet
- Shafts and BearingsDocument43 pagesShafts and BearingsMario AndrewNo ratings yet
- Cutting With BroachDocument5 pagesCutting With BroachJori Kristian RidayatNo ratings yet
- Chapter 9 Geometric Dimensioning & Tolerancing (GD&T) : FPOLR-52332Document12 pagesChapter 9 Geometric Dimensioning & Tolerancing (GD&T) : FPOLR-52332Jackie HwangNo ratings yet
- Quality Assurance PlanDocument3 pagesQuality Assurance PlanNESTOR YUMULNo ratings yet
- Inventor - Large Assembly Deep DiveDocument41 pagesInventor - Large Assembly Deep Diveandrea bastiNo ratings yet
- BS 970 En8dDocument1 pageBS 970 En8dsumeetsaini88No ratings yet
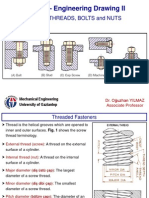
- SCREW THREADS, BOLTS and NUTS PDFDocument10 pagesSCREW THREADS, BOLTS and NUTS PDFhrhgk50% (2)
- Tesi Poligono P3GDocument172 pagesTesi Poligono P3Ger_sor_magaraNo ratings yet
- Checking of Collar Bolts in Shear & Bearing: Client: India Eqpt.: Job No. DR No. Rev. Document NumberDocument1 pageChecking of Collar Bolts in Shear & Bearing: Client: India Eqpt.: Job No. DR No. Rev. Document NumbershazanNo ratings yet
- En 10084 DIN Case Hardening Steels Technical Delivery ConditionsDocument39 pagesEn 10084 DIN Case Hardening Steels Technical Delivery ConditionsAlessandroAleotti100% (1)
- Transmission Line Tower DesignDocument70 pagesTransmission Line Tower DesignArgaw Tadi100% (2)
- Hole and Shaft Basis Limits and Fits, Hole Limits and Fits, Hole and Shaft, ToleranceDocument2 pagesHole and Shaft Basis Limits and Fits, Hole Limits and Fits, Hole and Shaft, ToleranceNagendra PrasadNo ratings yet
- Blower Power CalculationsDocument7 pagesBlower Power CalculationsMuzzamilNo ratings yet
- Dimensioning Practice: Threaded FastenersDocument27 pagesDimensioning Practice: Threaded FastenersAfaq AslamNo ratings yet
- Aldc-12 Die Casting Mold DesignDocument6 pagesAldc-12 Die Casting Mold DesignHellClown1982No ratings yet
- Chapter - 3 L-1 Bolt DesignDocument34 pagesChapter - 3 L-1 Bolt DesignBerihunNo ratings yet
- 2.CH890.02 - IMA - S 223.1422-02.enDocument63 pages2.CH890.02 - IMA - S 223.1422-02.enJoe Vargas JulcaNo ratings yet
- Stamping (Metalworking)Document5 pagesStamping (Metalworking)Odebiyi StephenNo ratings yet
- Tolerances and FitsDocument12 pagesTolerances and FitsnikitaNo ratings yet
- Microsoft Word - Module 4-Steam Power Plant PDFDocument51 pagesMicrosoft Word - Module 4-Steam Power Plant PDFJames Tnecniv AlborteNo ratings yet
- True Position TheoryDocument28 pagesTrue Position TheoryOrville Sutari100% (1)
- C 45Document10 pagesC 45mohsen_267No ratings yet
- Design of Isolated Footing with Moment CalculationsDocument28 pagesDesign of Isolated Footing with Moment CalculationsmeenuNo ratings yet
- F BSW-Thread-ChartDocument3 pagesF BSW-Thread-Chartsergio_daq100% (2)
- Measure screw thread pitch diameter using 3-wire methodDocument1 pageMeasure screw thread pitch diameter using 3-wire methodkgkganesh8116No ratings yet
- Machine Design Lec3Document75 pagesMachine Design Lec3sam0415No ratings yet
- Engineering Graphics: Course No. 6Document12 pagesEngineering Graphics: Course No. 6vic70r9No ratings yet
- Bolted Joint Analysis - MechaniCalcDocument22 pagesBolted Joint Analysis - MechaniCalcHasan BoxkiNo ratings yet
- Bosch20182019 Catalog - Taps and DiesDocument8 pagesBosch20182019 Catalog - Taps and Diesrasim_m1146No ratings yet
- Drawing Guide Weld SymbolsDocument3 pagesDrawing Guide Weld SymbolsspaljeniNo ratings yet
- Inch Series Dowel Pins: Mechanical PropertiesDocument2 pagesInch Series Dowel Pins: Mechanical PropertieswilliaqNo ratings yet
- Engineering Graphics: Course No. 5Document13 pagesEngineering Graphics: Course No. 5vic70r9No ratings yet
- Flange EN1092-1 TYPE 01 Flange PDFDocument4 pagesFlange EN1092-1 TYPE 01 Flange PDFVishal MistryNo ratings yet
- LESON 3.4 Forces & PressureDocument5 pagesLESON 3.4 Forces & PressureRais RahimiNo ratings yet
- GD&T Hole Basis vs Shaft Basis Tolerance SystemsDocument1 pageGD&T Hole Basis vs Shaft Basis Tolerance SystemsNagendra PrasadNo ratings yet
- Federal Specification Chains GuideDocument64 pagesFederal Specification Chains Guiderfuentes73No ratings yet
- Tube and Pipe Inventor PDFDocument15 pagesTube and Pipe Inventor PDFBemvilac BritoNo ratings yet
- ASME Y14.1-2005, Drawing Sheet Size and FormatDocument5 pagesASME Y14.1-2005, Drawing Sheet Size and FormatpalaniNo ratings yet
- Welding SymbolsDocument78 pagesWelding Symbolsuttamtm100% (1)
- TUBE Bending Formulas PDFDocument3 pagesTUBE Bending Formulas PDFFernandoNo ratings yet
- Inventor TubeDocument41 pagesInventor TuberelampioNo ratings yet
- Engineering Steels 1018 Product GuideDocument2 pagesEngineering Steels 1018 Product GuidejangaswathiNo ratings yet
- Notice of Cancellation and Replacement of Tee, Bulkhead and Universal Flared Tube StandardDocument36 pagesNotice of Cancellation and Replacement of Tee, Bulkhead and Universal Flared Tube StandardMAI_QualityNo ratings yet
- CNCDocument32 pagesCNCa k singhNo ratings yet
- Din Flange Din 2627: (Dimensions in MM.)Document12 pagesDin Flange Din 2627: (Dimensions in MM.)Wisüttisäk PeäröönNo ratings yet
- Din 743 E-AssisstDocument24 pagesDin 743 E-AssisstSezgin BayrakNo ratings yet
- Proceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987From EverandProceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987W. R. TysonNo ratings yet
- Thread & FastenerDocument35 pagesThread & Fastenermani317No ratings yet
- Threads and FastenersDocument11 pagesThreads and FastenersEtHical EmoTionNo ratings yet
- Types of ThreadDocument25 pagesTypes of ThreadJKKNo ratings yet
- Bolts, Nuts and Keys: Threaded Joints GuideDocument32 pagesBolts, Nuts and Keys: Threaded Joints GuideAmalkrishna KrishnaNo ratings yet
- Fastener Handouts (Screw)Document34 pagesFastener Handouts (Screw)cluchavezNo ratings yet
- sl_BRS2013_food_inflDocument69 pagessl_BRS2013_food_inflsumeetsaini88No ratings yet
- Class 2Document1 pageClass 2sumeetsaini88No ratings yet
- Murthy, volatilityDocument18 pagesMurthy, volatilitysumeetsaini88No ratings yet
- thesis-presentation-anupDocument44 pagesthesis-presentation-anupsumeetsaini88No ratings yet
- Subtraction-727-QCSDocument2 pagesSubtraction-727-QCSsumeetsaini88No ratings yet
- FST_Technical_Manual_2015_Sec09_Vibration_ControlDocument85 pagesFST_Technical_Manual_2015_Sec09_Vibration_Controlsumeetsaini88No ratings yet
- PnomatikkatalogDocument71 pagesPnomatikkatalogManova JNo ratings yet
- Murthy, volatilityDocument18 pagesMurthy, volatilitysumeetsaini88No ratings yet
- Quality EngineeringDocument12 pagesQuality EngineeringRamonaNo ratings yet
- Od 327731054320782100Document1 pageOd 327731054320782100sumeetsaini88No ratings yet
- FST_Technical_Manual_2015_Sec05_Elastomer_Composite_Parts_and_Precision_MouldingsDocument105 pagesFST_Technical_Manual_2015_Sec05_Elastomer_Composite_Parts_and_Precision_Mouldingssumeetsaini88No ratings yet
- saej533v002Document6 pagessaej533v002sumeetsaini88No ratings yet
- FST Technical Manual 2015 Sec02 HydraulicsDocument313 pagesFST Technical Manual 2015 Sec02 Hydraulicssumeetsaini88No ratings yet
- FST_Technical_Manual_2015_Sec11_List_of_Design_Types_and_Contact_AdressesDocument7 pagesFST_Technical_Manual_2015_Sec11_List_of_Design_Types_and_Contact_Adressessumeetsaini88No ratings yet
- H.W 26.09.22Document1 pageH.W 26.09.22sumeetsaini88No ratings yet
- C-I R.W -II EVSDocument3 pagesC-I R.W -II EVSsumeetsaini88No ratings yet
- C-I R.W -II EnglsihDocument3 pagesC-I R.W -II Englsihsumeetsaini88No ratings yet
- Involute Gear and Spline SoftwareDocument9 pagesInvolute Gear and Spline Softwaresumeetsaini88No ratings yet
- Calculation of A Helical Gear Pair: 1. Tooth Geometry and MaterialDocument14 pagesCalculation of A Helical Gear Pair: 1. Tooth Geometry and Materialsumeetsaini88No ratings yet
- Module Gear DataDocument2 pagesModule Gear DataMuhammad HaiderNo ratings yet
- SipocDocument2 pagesSipocsumeetsaini88No ratings yet
- PPMDocument2 pagesPPMsumeetsaini88No ratings yet
- QFDDocument13 pagesQFDSumeet SainiNo ratings yet
- 7 QC ToolsDocument13 pages7 QC ToolsWagner SouzaNo ratings yet
- Is 3403 1981Document10 pagesIs 3403 1981sumeetsaini88100% (1)
- Read This FirstDocument6 pagesRead This Firstavabhyankar9393No ratings yet
- Experiment 3: Critical Radius of Insulating MaterialDocument5 pagesExperiment 3: Critical Radius of Insulating Materialmehul deshpande100% (1)
- Numerical Methods HW2Document6 pagesNumerical Methods HW2Shaisone Shoop100% (2)
- 1018Document1 page1018Alonso ReynaNo ratings yet
- Chapter 2Document4 pagesChapter 2Manoj SpNo ratings yet
- Fluid Mixing Experiment ResultsDocument13 pagesFluid Mixing Experiment ResultsSanjeev ManutdNo ratings yet
- Lista de Peças Compressores SchultzDocument6 pagesLista de Peças Compressores SchultzWanderson FIALHONo ratings yet
- 2.hisense VRF-Key Features - Installation ReferencesDocument84 pages2.hisense VRF-Key Features - Installation ReferencesridNo ratings yet
- Choosing the Right Sanitary Rupture DiskDocument35 pagesChoosing the Right Sanitary Rupture DiskAnonymous bHh1L1No ratings yet
- Characteristics (Typical Figures) Eni CLADIUM 50 SAE Grade 30Document1 pageCharacteristics (Typical Figures) Eni CLADIUM 50 SAE Grade 30ranjanguptNo ratings yet
- Kayaba MedidasDocument24 pagesKayaba MedidasPilar TorquemadaNo ratings yet
- Severe Plastic Deformation SPD Process For MetalsDocument21 pagesSevere Plastic Deformation SPD Process For MetalsMarian SuciuNo ratings yet
- Techno-Commercial Proposal - Slitting Machine - Rev 01Document9 pagesTechno-Commercial Proposal - Slitting Machine - Rev 01Chandru ChristurajNo ratings yet
- 23 Wind TurbineDocument3 pages23 Wind TurbineHarishNo ratings yet
- Closed Conduit Flow EquationsDocument44 pagesClosed Conduit Flow EquationsAJ SaNo ratings yet
- Setting Up and Adjusting a Sewing MachineDocument14 pagesSetting Up and Adjusting a Sewing MachinestansracingNo ratings yet
- Meniu Skoda PDFDocument5 pagesMeniu Skoda PDFCoso MotoNo ratings yet
- Sample Calculation-BDocument14 pagesSample Calculation-BEdrielleNo ratings yet
- June 2008 QP - M1 EdexcelDocument13 pagesJune 2008 QP - M1 EdexcelKollol KolllolNo ratings yet
- Ultimate Clean FlyerDocument4 pagesUltimate Clean FlyerMorris MorrisonNo ratings yet