You might also like
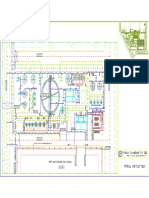
- Typical Unit Plot Plan PDFDocument1 pageTypical Unit Plot Plan PDFArun KumarNo ratings yet
- Consumable LasDocument35 pagesConsumable LasAfifYantoMutuHNo ratings yet
- GTAW Chapter 1Document4 pagesGTAW Chapter 1Renold ElsenNo ratings yet
- Microborganisms Role in Industrial Microbiology and BiotechnologyDocument36 pagesMicroborganisms Role in Industrial Microbiology and BiotechnologyManu InnocentNo ratings yet
- Rfi Request FormDocument1 pageRfi Request Formvishnu300022No ratings yet
- ASME P Material Numbers ExplainedDocument4 pagesASME P Material Numbers ExplainedFaisal MbmNo ratings yet
- Air Reciver Vessel-1 (Compressor Unit-2)Document5 pagesAir Reciver Vessel-1 (Compressor Unit-2)MD Shadikul Huq ShezanNo ratings yet
- Summer TrainingDocument15 pagesSummer Trainingpulkit agarwalNo ratings yet
- Alaa Kamel Abd El-Hakm Kamel Abo Zeina: 4, El-Gameia ST, El-Mansoria, Embaba, Giza, EgyptDocument17 pagesAlaa Kamel Abd El-Hakm Kamel Abo Zeina: 4, El-Gameia ST, El-Mansoria, Embaba, Giza, EgyptAshraf SalamaNo ratings yet
- ASME P Material Numbers ExplainedDocument6 pagesASME P Material Numbers Explainedsagar1503100% (1)
- Pressure Vessel ComponentsDocument24 pagesPressure Vessel Componentsrpr013279100% (1)
- PFI Document DatabaseDocument1 pagePFI Document DatabaseedwinramonNo ratings yet
- Bio GasDocument4 pagesBio GasSaroj Kumar0% (1)
- Asme B16.36 Int PDFDocument3 pagesAsme B16.36 Int PDFRuben Dario Mamani ArellanoNo ratings yet
- Consideraciones Tie inDocument7 pagesConsideraciones Tie inarcelitasNo ratings yet
- CV - Sagar Sharma Mechanical EngineerDocument5 pagesCV - Sagar Sharma Mechanical Engineersagar sharmaNo ratings yet
- Laser Modelling Interface 01Document2 pagesLaser Modelling Interface 01Jacky WengNo ratings yet
- PQR Group V-Asme (WI74)Document7 pagesPQR Group V-Asme (WI74)Gusrizam DanelNo ratings yet
- Intro Valve ActuatorsDocument8 pagesIntro Valve Actuatorss_hassan_167419100% (1)
- Process Analysis of Refinery Crude Charge HeaterDocument21 pagesProcess Analysis of Refinery Crude Charge HeaterNicholas RiveraNo ratings yet
- Satorp/Tr Interview Questionnare (Welding) : 1) What Is The Package Number and Explain?Document21 pagesSatorp/Tr Interview Questionnare (Welding) : 1) What Is The Package Number and Explain?RishiNo ratings yet
- Astm B 633Document41 pagesAstm B 633JOSENo ratings yet
- Austenitic Stainless SteelDocument33 pagesAustenitic Stainless SteelParameswaran GanesanNo ratings yet
- Piping Presentation1Document104 pagesPiping Presentation1Mohan Varkey100% (2)
- Seplat Petroleum ProspectusDocument635 pagesSeplat Petroleum ProspectusAF Dowell MirinNo ratings yet
- Piping QuestionnaireDocument33 pagesPiping QuestionnaireNitin Shinde100% (3)
- Cathodic ProtectionDocument6 pagesCathodic ProtectionOmar DhiebNo ratings yet
- IIT Piping EnggDocument7 pagesIIT Piping EnggSikander GirgoukarNo ratings yet
- Presented By: Anup Chakraborty #9811222713Document82 pagesPresented By: Anup Chakraborty #9811222713muna cliffNo ratings yet
- Check List - Basic Engineering Package (BEP) Information Input/ ReviewDocument4 pagesCheck List - Basic Engineering Package (BEP) Information Input/ ReviewssgentisNo ratings yet
- Reliance Industries Limited Line History Sheet For Low Alloy Steel PipingDocument2 pagesReliance Industries Limited Line History Sheet For Low Alloy Steel PipingRavi ShankarNo ratings yet
- PmsDocument3 pagesPmsKurian JoseNo ratings yet
- SQL - Full NotesDocument71 pagesSQL - Full NotesHarshith thanushNo ratings yet
- SailDocument79 pagesSailAshish Sinha0% (1)
- 1.1 Welding Technology - Introduction 2022Document61 pages1.1 Welding Technology - Introduction 2022sathishvpNo ratings yet
- Stainless Steel - Grade 304 PDFDocument4 pagesStainless Steel - Grade 304 PDFRekta DEPNo ratings yet
- What Is A QR Code, and How Does A QR Code Generator Works?Document7 pagesWhat Is A QR Code, and How Does A QR Code Generator Works?magasgr82No ratings yet
- Welding Joint Design & Welding Symbols - Chapter #5Document21 pagesWelding Joint Design & Welding Symbols - Chapter #5JACKMAAAANo ratings yet
- Picom User Guide (1st Issue) - 28!11!07Document36 pagesPicom User Guide (1st Issue) - 28!11!07hariharanoilgasNo ratings yet
- Hose & Fittings SPECIFICATIONDocument3 pagesHose & Fittings SPECIFICATIONPonnivalavanNo ratings yet
- InstrumentationFittingsCat PDFDocument48 pagesInstrumentationFittingsCat PDFChowdhury FatemaNo ratings yet
- PipingDocument54 pagesPipingakhilsyam21No ratings yet
- General Q and ADocument10 pagesGeneral Q and AmohamedqcNo ratings yet
- Buttweld Fittings Accesorios SoldadosDocument5 pagesButtweld Fittings Accesorios SoldadosJuan CadenaNo ratings yet
- Elbow Component For Piping Direction ChangeDocument16 pagesElbow Component For Piping Direction ChangeKyaw Kyaw AungNo ratings yet
- Expediting Report MIL-18AugDocument3 pagesExpediting Report MIL-18AugjasmineammaNo ratings yet
- Manage Structural Steel Production Using BarcodesDocument10 pagesManage Structural Steel Production Using BarcodesajaymrNo ratings yet
- Tie in Joint Welding Gold Weld SpecDocument1 pageTie in Joint Welding Gold Weld SpecMuhammedHafisNo ratings yet
- Welding in Pipelines - PV - StructureDocument6 pagesWelding in Pipelines - PV - StructureanshumanNo ratings yet
- Test Your Knowledge On Pumps - Online Quiz - Chemical Engineering SiteDocument10 pagesTest Your Knowledge On Pumps - Online Quiz - Chemical Engineering Sitemyself_riteshNo ratings yet
- Distortions WeldingDocument34 pagesDistortions Welding^passwordNo ratings yet
- Pressure Regulator PrinciplesDocument7 pagesPressure Regulator Principlesjrz850% (1)
- BOLTRIGHT Tightening Procedure 6Document2 pagesBOLTRIGHT Tightening Procedure 6Saad Abou-ZeidNo ratings yet
- GailDocument15 pagesGailKapil PurohitNo ratings yet
- Summer InternshipDocument28 pagesSummer InternshipZASXANo ratings yet
- Service Marketing AssignmentDocument26 pagesService Marketing Assignmentnicole butlerNo ratings yet
- Gail - Company ProfileDocument20 pagesGail - Company ProfilesrinNo ratings yet
- A Summer Training Project Report On "Employee Engagement & Ssatisfaction" at GAIL (INDIA) LimitedDocument72 pagesA Summer Training Project Report On "Employee Engagement & Ssatisfaction" at GAIL (INDIA) LimitedAnonymous V9E1ZJtwoENo ratings yet
- Current Affairs 2017Document297 pagesCurrent Affairs 2017VishalTripathiNo ratings yet
- HCL Placement Papers - Click Here!!Document6 pagesHCL Placement Papers - Click Here!!VishalTripathiNo ratings yet
- Introduction of W-CDMA PDFDocument80 pagesIntroduction of W-CDMA PDFVishalTripathiNo ratings yet
- Jaypee University of Engineering and Technology: CAD Model of and Its Fabrication Using EOSINT P 395Document5 pagesJaypee University of Engineering and Technology: CAD Model of and Its Fabrication Using EOSINT P 395VishalTripathiNo ratings yet
- Waste Water TreatmentDocument3 pagesWaste Water TreatmentSana Saleem100% (1)
- Metallurgical Defects of Cast Steel: SeminarDocument26 pagesMetallurgical Defects of Cast Steel: SeminarFacebookNo ratings yet
- Plasmid Curing in BacteriaDocument3 pagesPlasmid Curing in BacteriaPayel BoseNo ratings yet
- Expansion Process of A Perfect Gas PDFDocument11 pagesExpansion Process of A Perfect Gas PDFRaza MutahirNo ratings yet
- p095 Re Struct 07 PCDocument12 pagesp095 Re Struct 07 PCmidhungbabu88No ratings yet
- Syllabus 30A Fall 2014Document4 pagesSyllabus 30A Fall 2014Gabby TanakaNo ratings yet
- Klbersynth - UH1 - 6-460Document6 pagesKlbersynth - UH1 - 6-460Chiranjeevi VijayaraghavanNo ratings yet
- Powder Metallurgy: Crushing and Milling Method To Form PowderDocument12 pagesPowder Metallurgy: Crushing and Milling Method To Form Powder050678No ratings yet
- Wastewater Treatment Concepts and PracticesDocument212 pagesWastewater Treatment Concepts and Practicesfajar waskito100% (5)
- Selective Bromination With Copper (I1) Bromide - King - JOC 29 (1964)Document3 pagesSelective Bromination With Copper (I1) Bromide - King - JOC 29 (1964)dextroenantiomerNo ratings yet
- Mazahar Publication PDFDocument18 pagesMazahar Publication PDFNur Aini IktikhafsariNo ratings yet
- CHM 1321 Assignment 1 Answers: CN H H H H HDocument10 pagesCHM 1321 Assignment 1 Answers: CN H H H H HSara YuenNo ratings yet
- Project Carburizing Lupu Stefan EnglezaDocument5 pagesProject Carburizing Lupu Stefan EnglezaStefan LupuNo ratings yet
- Summary KH2134 Fluid MechanicsDocument4 pagesSummary KH2134 Fluid MechanicsAzman SamerNo ratings yet
- Contrac BloxDocument4 pagesContrac Bloxwahyu99No ratings yet
- Characteristics - Requirements of Fibre Forming Polymers - Online Textile AcademyDocument1 pageCharacteristics - Requirements of Fibre Forming Polymers - Online Textile AcademyRAFIAHAMMEDNo ratings yet
- Shell Momentum Balance 1Document16 pagesShell Momentum Balance 1Kevwe Macaulay -GbogidiNo ratings yet
- CHEM 1A03 Equilibrium Review and Chapter 7 SolutionsDocument2 pagesCHEM 1A03 Equilibrium Review and Chapter 7 SolutionsAvani RavalNo ratings yet
- 1229.1 Steam Sterilization by Direct ContactDocument3 pages1229.1 Steam Sterilization by Direct ContactWasimNo ratings yet
- UntitledDocument15 pagesUntitledsahseatranNo ratings yet
- Epogen Safety Data Sheet 20130213 Rev 4Document8 pagesEpogen Safety Data Sheet 20130213 Rev 4Michael Marc Andico DeleonNo ratings yet
- Dental Materials: Metals (Alloys) Non-MetalsDocument32 pagesDental Materials: Metals (Alloys) Non-MetalsShahriar honarmandNo ratings yet
- Gas Dynamics-Rayleigh FlowDocument26 pagesGas Dynamics-Rayleigh FlowRahul100% (4)
- Fiitjee Rit 2Document11 pagesFiitjee Rit 2Baljeet SinghNo ratings yet
- Revision Kimia f4Document6 pagesRevision Kimia f4Abdul ManafNo ratings yet
- Silver Clusters in Zeolites: Structure, Stability and PhotoactivityDocument1 pageSilver Clusters in Zeolites: Structure, Stability and PhotoactivityJan HermannNo ratings yet
- Water Pollution: By: Elya Noer Aini Justitia Cahyani Salma Auliya Fatimah Salma Cristy Syahidahalla Salma SakinatunnisaDocument30 pagesWater Pollution: By: Elya Noer Aini Justitia Cahyani Salma Auliya Fatimah Salma Cristy Syahidahalla Salma SakinatunnisasalmaauliyaNo ratings yet
- ROCKWOOL© Technical InsulationDocument36 pagesROCKWOOL© Technical InsulationHaytham ElsayedNo ratings yet
- Lab 6-The Silver GroupDocument6 pagesLab 6-The Silver Groupsteph002100% (1)
- Safety Data Sheet For ProductDocument5 pagesSafety Data Sheet For ProductAndrey HristovNo ratings yet