You might also like
- Determine Material Property (PSG Data Book Page No 1.9 & 1.5)Document28 pagesDetermine Material Property (PSG Data Book Page No 1.9 & 1.5)Sagarias Albus100% (1)
- Bolts, NutsDocument20 pagesBolts, Nutshlsimon100% (2)
- FastenersDocument28 pagesFastenersthulasi_krishnaNo ratings yet
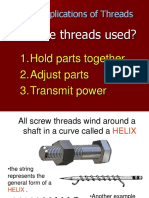
- ThreadsDocument62 pagesThreadsAyush SinghNo ratings yet
- Bolts & NutsDocument15 pagesBolts & NutsVenkat DoraNo ratings yet
- Broaching BasicsDocument5 pagesBroaching Basicssaritha0003No ratings yet
- Bore and Keyway TolerancesDocument8 pagesBore and Keyway TolerancesIgor San Martín PeñalozaNo ratings yet
- Design of Clamps Chapter SummaryDocument54 pagesDesign of Clamps Chapter SummaryKhaled HamdyNo ratings yet
- Bearing ArrangementDocument5 pagesBearing ArrangementSubbarayan SaravanakumarNo ratings yet
- Determining Clearance and Interference Fits for CouplingsDocument4 pagesDetermining Clearance and Interference Fits for Couplingsvilaschinke123No ratings yet
- Design Guide - O-Ring, Quad-Ring, ERIKSDocument13 pagesDesign Guide - O-Ring, Quad-Ring, ERIKSDerekNo ratings yet
- Locating and clamping principlesDocument15 pagesLocating and clamping principlesMECHANICAL DESIGNSNo ratings yet
- Unit 4Document135 pagesUnit 4Akeju AyodeleNo ratings yet
- Design and Analysis of PROTECTED FLANGE COUPLING Solidworks 2016 and ANSYS WorkbenchDocument27 pagesDesign and Analysis of PROTECTED FLANGE COUPLING Solidworks 2016 and ANSYS Workbenchamu100% (1)
- .250 .031 R Collar, An876 (Proper Dash No.) Silver Solder To TubeDocument3 pages.250 .031 R Collar, An876 (Proper Dash No.) Silver Solder To TubeAnonymous 1CBdStCXUNo ratings yet
- Worm Wheel Design ProcessDocument28 pagesWorm Wheel Design ProcessMuhammadTayyabNo ratings yet
- Codes, Standards & SpecificationsDocument34 pagesCodes, Standards & SpecificationsJay ShahNo ratings yet
- Broaching PDFDocument7 pagesBroaching PDFBalaji Karunakaran100% (1)
- 11.shafting and Associated Parts - V002Document64 pages11.shafting and Associated Parts - V002Policarpo AlmeidaNo ratings yet
- Butterfly Valve PrincipleDocument2 pagesButterfly Valve PrincipleDevendra Bangar100% (1)
- Stud Bolt ChartDocument2 pagesStud Bolt ChartlilbieNo ratings yet
- Meshing of GearsDocument19 pagesMeshing of GearsGovind RajputNo ratings yet
- Thread Identification and Drill Chart: MetricDocument1 pageThread Identification and Drill Chart: MetricMOHANNo ratings yet
- Basic Principle of Grinding MachineDocument10 pagesBasic Principle of Grinding Machinecrank88100% (1)
- Minimum Thread Engagement With Respect To Material StrengthDocument10 pagesMinimum Thread Engagement With Respect To Material StrengthDarío CostasNo ratings yet
- Autoclave DimensionsDocument1 pageAutoclave DimensionsAttila SolyomNo ratings yet
- Case Study Anti Spatter AMPCOLOY® MylarDocument3 pagesCase Study Anti Spatter AMPCOLOY® MylarashwanidusadhNo ratings yet
- A Seminar Report ON Grinding: Submitted by Rajshree B. Tech (Mechanical Engineering) Third Year Roll No: 160180104039Document21 pagesA Seminar Report ON Grinding: Submitted by Rajshree B. Tech (Mechanical Engineering) Third Year Roll No: 160180104039Raj ShreeNo ratings yet
- Manganese 12 14%Document3 pagesManganese 12 14%Sreedhar Rakesh VellankiNo ratings yet
- TorqueDocument2 pagesTorquestaedtlerpNo ratings yet
- Belleville Disk Washer FormulaDocument2 pagesBelleville Disk Washer FormulajarnebergNo ratings yet
- Gear ManufacturingDocument31 pagesGear Manufacturingvinu1175No ratings yet
- SwingClamp BottomFlangeDocument4 pagesSwingClamp BottomFlangePeter CusimanoNo ratings yet
- Galling InformationDocument3 pagesGalling Informationvp989No ratings yet
- Torques Con Lubricante y UpgradeDocument17 pagesTorques Con Lubricante y UpgradeJed MayNo ratings yet
- Gear FormulaeDocument13 pagesGear Formulaeian_newNo ratings yet
- ASTM Structural Steel Specifications GuideDocument2 pagesASTM Structural Steel Specifications GuideCARLOS ACOSTANo ratings yet
- V Groove WheelDocument3 pagesV Groove Wheelthirumalg1981No ratings yet
- Report - Hydraulic Pipe Bending MachineDocument2 pagesReport - Hydraulic Pipe Bending MachinedhirajNo ratings yet
- Compression Spring Design InfoDocument4 pagesCompression Spring Design Infomprabhu4youNo ratings yet
- Selection of Material and Hardware Used in Press ToolDocument22 pagesSelection of Material and Hardware Used in Press ToolVipul MetaNo ratings yet
- Renold Wheels SprocketsDocument36 pagesRenold Wheels Sprocketssumanthkulkarni07No ratings yet
- Gear Coupling 2014Document4 pagesGear Coupling 2014Dado Maja ArseninNo ratings yet
- Sheet No. 1 Design of GearsDocument3 pagesSheet No. 1 Design of GearssallyNo ratings yet
- Ball Screw CalculatorDocument60 pagesBall Screw Calculatorمنير بوزيدNo ratings yet
- 18 - FastenersDocument25 pages18 - FastenersSameOldHat100% (1)
- Spline BroachingDocument28 pagesSpline BroachingFaraz IshaniNo ratings yet
- Steel-Smith PDF CatalogueDocument93 pagesSteel-Smith PDF CatalogueneetadaeroNo ratings yet
- Free Hand Skech Book - 579Document22 pagesFree Hand Skech Book - 579mpatilboy25No ratings yet
- Radial o Ring ApplicationDocument1 pageRadial o Ring Applicationsantosh100% (1)
- BLASTING TECHNICAL GUIDEDocument16 pagesBLASTING TECHNICAL GUIDESivaratnam Navatharan100% (1)
- Operating Manual For Bevel Gear Boxes: DrehmoDocument16 pagesOperating Manual For Bevel Gear Boxes: DrehmohamzaNo ratings yet
- Design and Fabrication of Abbtasive Belt Grinding Attachment For LatheDocument3 pagesDesign and Fabrication of Abbtasive Belt Grinding Attachment For LathePrashant BachhavNo ratings yet
- Sintered Metal Bush ProductionDocument5 pagesSintered Metal Bush Production124swadeshiNo ratings yet
- Radial Drilling Machine and PartsDocument8 pagesRadial Drilling Machine and PartsMukul Bishwas100% (4)
- A-313 - 98Document7 pagesA-313 - 98José Ramón GutierrezNo ratings yet
- Thread Rolling Machine GuideDocument2 pagesThread Rolling Machine GuideBaldev SinghNo ratings yet
- U.S. Quarter Coin Fastener Helical Nut: ScrewDocument6 pagesU.S. Quarter Coin Fastener Helical Nut: ScrewRonalyn FloresNo ratings yet
- Stress Analysis of Prestressed Bolt and Nut JointDocument29 pagesStress Analysis of Prestressed Bolt and Nut JointTîwäRî RãJêêvNo ratings yet
- Bolted Connections For Steel StructuresDocument11 pagesBolted Connections For Steel Structuresramu karriNo ratings yet
- D 7264 - D 7264M - 15Document10 pagesD 7264 - D 7264M - 15AMAR SAI PRABHUNo ratings yet
- Different Types of Load and Fatigue FailureDocument53 pagesDifferent Types of Load and Fatigue Failureprasaad0833% (3)
- TN 10 PT 2 FinalDocument72 pagesTN 10 PT 2 FinalTee Klong RungNo ratings yet
- FE file formats and supported versionsDocument430 pagesFE file formats and supported versionsbalijajagadish100% (1)
- Behaviour of Reinforced Earth Behind Quay Walls PDFDocument9 pagesBehaviour of Reinforced Earth Behind Quay Walls PDFdndudcNo ratings yet
- E.M.C. QuestionsDocument38 pagesE.M.C. QuestionsJoshnewfound67% (3)
- Fracture - Material TechnologyDocument18 pagesFracture - Material TechnologyayushdbcNo ratings yet
- Finite Element Analysis of Butterfly Valve Disc IJERTV2IS70790Document6 pagesFinite Element Analysis of Butterfly Valve Disc IJERTV2IS70790Aswaja313No ratings yet
- Metallography PDFDocument185 pagesMetallography PDFTunjung Harry MuktiNo ratings yet
- Cambridge International AS & A Level: Physics 9702/12Document24 pagesCambridge International AS & A Level: Physics 9702/12Hamza ImranNo ratings yet
- Transverse Creep of Nickel-Base Superalloy BicrystalsDocument15 pagesTransverse Creep of Nickel-Base Superalloy BicrystalsJJNo ratings yet
- Addis Ababa University Lecture NoteDocument65 pagesAddis Ababa University Lecture NoteTADY TUBE OWNER100% (9)
- University of Queensland PHYS1171 Chapter Notes/STUDY Notes Based On Introduction To Biological Physics For The Health and Life SciencesDocument114 pagesUniversity of Queensland PHYS1171 Chapter Notes/STUDY Notes Based On Introduction To Biological Physics For The Health and Life SciencesThomas100% (1)
- College of Engineering Education Bce 222 - Course SyllabusDocument12 pagesCollege of Engineering Education Bce 222 - Course SyllabusfrancessichNo ratings yet
- AISC Seismic Design Module1 Introduction V2Document103 pagesAISC Seismic Design Module1 Introduction V2Shantonu DeyNo ratings yet
- TVET Program (Property of Metals)Document76 pagesTVET Program (Property of Metals)solomon tsehayeNo ratings yet
- Machine Design and Drawing: Material Properties and SelectionDocument67 pagesMachine Design and Drawing: Material Properties and SelectionSaurabh RaiNo ratings yet
- M - Tech Model QuestionsDocument124 pagesM - Tech Model QuestionsKeisher DmeNo ratings yet
- CAE OverviewDocument18 pagesCAE OverviewRitesh SinghNo ratings yet
- C 1018 - 97 - Qzewmtg - PDFDocument8 pagesC 1018 - 97 - Qzewmtg - PDFRich100% (1)
- 1 s2.0 S1359028620300917 MainDocument13 pages1 s2.0 S1359028620300917 MainJake tianNo ratings yet
- Virtual Environments and Numerical InterpolationDocument34 pagesVirtual Environments and Numerical InterpolationSiddharth GuptaNo ratings yet
- Finite Element Method: Project ReportDocument15 pagesFinite Element Method: Project ReportAtikant BaliNo ratings yet
- Pressure Vessel Inspection Procedure Rev.2Document24 pagesPressure Vessel Inspection Procedure Rev.2Ariq Fauzan100% (7)
- Ce6306 Strength of Materials L T P CDocument1 pageCe6306 Strength of Materials L T P CmunijackNo ratings yet
- Low Cycle Fatigue Evaluation of Welded Structures With Arbitrary Stress-Strain Curve Considering Stress Triaxiality EffectDocument14 pagesLow Cycle Fatigue Evaluation of Welded Structures With Arbitrary Stress-Strain Curve Considering Stress Triaxiality EffectsscNo ratings yet
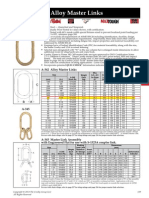
- Crosby Alloy MasterlinkDocument1 pageCrosby Alloy MasterlinkjakashNo ratings yet
- Van-Beest Catalogue Complete EN PDFDocument175 pagesVan-Beest Catalogue Complete EN PDFRuồi TrâuNo ratings yet
- Learn More About Charpy Impact TestingDocument25 pagesLearn More About Charpy Impact TestingGodwin A.udo-akanNo ratings yet
- MEM333 Course Details, Winter - 2017Document4 pagesMEM333 Course Details, Winter - 2017sads33No ratings yet