You might also like
- A Case Study On Hydrogen Damage in A CFBC BoilerDocument38 pagesA Case Study On Hydrogen Damage in A CFBC Boilerparthi20065768100% (1)
- Erection Guidelines For 500 MW Boiler Pressure PartsDocument150 pagesErection Guidelines For 500 MW Boiler Pressure Partsyanloyan80% (5)
- Failure of Boiler Tubes Due To EROSIONDocument9 pagesFailure of Boiler Tubes Due To EROSIONShiVa20155244No ratings yet
- Tube Repair and Protection For DamageDocument112 pagesTube Repair and Protection For Damagesandipwarbhe1234100% (1)
- Alkali BoiloutDocument31 pagesAlkali BoiloutDuggineni Ramakrishna0% (1)
- Heat Recovery Steam GeneratorDocument69 pagesHeat Recovery Steam GeneratorAayushi Agarwal100% (5)
- Ernest Hemingway's Life Experiences Shaped His WritingDocument18 pagesErnest Hemingway's Life Experiences Shaped His WritingfelramNo ratings yet
- Ernest Hemingway's Life Experiences Shaped His WritingDocument18 pagesErnest Hemingway's Life Experiences Shaped His WritingfelramNo ratings yet
- Magnetite Layering ProcedureDocument8 pagesMagnetite Layering ProcedureAdrian Seng100% (2)
- Reformer Tube Metal Insp MonitoringDocument63 pagesReformer Tube Metal Insp MonitoringAbdul Rehman100% (1)
- Water Circulation SystemDocument31 pagesWater Circulation SystemSaurav Kumar0% (1)
- Welding Handbook Maritime UnitorDocument552 pagesWelding Handbook Maritime UnitorPeter BournelisNo ratings yet
- Duplex Stainless SteelDocument24 pagesDuplex Stainless SteeljeffreymacaseroNo ratings yet
- Boiler Tube Facts BookDocument29 pagesBoiler Tube Facts BookEn CsakNo ratings yet
- Superheater and Reheater Outlet Header Inspections FailuresDocument65 pagesSuperheater and Reheater Outlet Header Inspections Failureskaruna346No ratings yet
- Boiler MaterialsDocument47 pagesBoiler MaterialsSaptarshi SenguptaNo ratings yet
- Dissimilar Welds in Refinery Services - B JackDocument18 pagesDissimilar Welds in Refinery Services - B JackSayiram GovindasamyNo ratings yet
- Boiler Water Chemistry - Cause & EffectDocument46 pagesBoiler Water Chemistry - Cause & EffectBhavesh PatelNo ratings yet
- Ammonia DosingDocument11 pagesAmmonia DosingAnubhav Kumar JainNo ratings yet
- Boiler Pressure Parts & Tube FailureDocument76 pagesBoiler Pressure Parts & Tube Failurekvsagar100% (4)
- Alkali Boil OutDocument5 pagesAlkali Boil OutprithwichandraNo ratings yet
- Case studies on preventing boiler tube erosionDocument13 pagesCase studies on preventing boiler tube erosionpankajbtc007100% (1)
- Boiler Tube Leakage: Analysis, Symptoms, CausesDocument33 pagesBoiler Tube Leakage: Analysis, Symptoms, Causeshmaza shakeel100% (1)
- Tube Temperature Distribution in Water Tube Boiler - A - 2 PDFDocument14 pagesTube Temperature Distribution in Water Tube Boiler - A - 2 PDFYanuar KrisnahadiNo ratings yet
- B183-79 (2014) Standard Practice For Preparation of Low-Carbon Steel For Electroplating PDFDocument3 pagesB183-79 (2014) Standard Practice For Preparation of Low-Carbon Steel For Electroplating PDFdiego rodriguezNo ratings yet
- Atmospheric Fluidised Bed Combustion BoilerDocument10 pagesAtmospheric Fluidised Bed Combustion BoilersushantNo ratings yet
- Boiler Tube Failures Causes and ControlsDocument20 pagesBoiler Tube Failures Causes and ControlsParmeshwar Nath Tripathi100% (1)
- Dew Point Od Acid GasDocument4 pagesDew Point Od Acid GassrshahNo ratings yet
- Flow Accelerated Corrosion and Its Prevention Through AVT (O) and OTDocument10 pagesFlow Accelerated Corrosion and Its Prevention Through AVT (O) and OTthanhhuyenNo ratings yet
- Boiler MaterialsDocument5 pagesBoiler MaterialsRavi ShankarNo ratings yet
- Effect of PH On Corrosion RateDocument8 pagesEffect of PH On Corrosion RateياسرشلالالحسنيNo ratings yet
- Efficient Industrial Heat Exchangers - Seminar ReportDocument67 pagesEfficient Industrial Heat Exchangers - Seminar ReportdaemonohNo ratings yet
- Boiler Cleaning Services: Ammoniated Citric Acid for Chemical CleaningDocument34 pagesBoiler Cleaning Services: Ammoniated Citric Acid for Chemical CleaningrakeshkjNo ratings yet
- Failure Analysis of Heat Resistant Alloy in Process GasDocument16 pagesFailure Analysis of Heat Resistant Alloy in Process GasBubai111No ratings yet
- Experiment No. 3 Elements, Compounds, MixturesDocument4 pagesExperiment No. 3 Elements, Compounds, MixturesHans Bugarin100% (1)
- Fallas Boiler (Babcock and Wilcox)Document8 pagesFallas Boiler (Babcock and Wilcox)scofiel1No ratings yet
- Super Heater Trouble Shooting Report at A Hi Plant by KKPDocument68 pagesSuper Heater Trouble Shooting Report at A Hi Plant by KKPparthi20065768100% (2)
- Report on boiler tube failures and remedial measures for Kothagudem Thermal Power StationDocument4 pagesReport on boiler tube failures and remedial measures for Kothagudem Thermal Power StationNaveen ChodagiriNo ratings yet
- Steve Mcintyre, Boiler Tube Failures-Nace 2006 Read-OnlyDocument83 pagesSteve Mcintyre, Boiler Tube Failures-Nace 2006 Read-OnlyLeire MeigaNo ratings yet
- Boiler Water TreatmentDocument7 pagesBoiler Water TreatmentJAY PARIKH100% (1)
- 1 - Boiler Tube FailuresDocument54 pages1 - Boiler Tube FailuresMohamad EshraNo ratings yet
- Bed tube failure analysis reportDocument65 pagesBed tube failure analysis reportparthi20065768No ratings yet
- Safety Valve NoiseDocument7 pagesSafety Valve NoisefelramNo ratings yet
- Boiler tube welding maintenance presentationDocument39 pagesBoiler tube welding maintenance presentationAjay Chauhan100% (3)
- Stator Water Chemistry R0Document6 pagesStator Water Chemistry R0vel muruganNo ratings yet
- Boiler Tube Facts BookDocument29 pagesBoiler Tube Facts Bookinsult2injury100% (3)
- Boiler Pr. PartsDocument74 pagesBoiler Pr. Partsapi-19986783100% (5)
- Alkali Boil Out Procedure Rev1Document11 pagesAlkali Boil Out Procedure Rev1Soumitra Gupta67% (3)
- Chapter 1 BoilerDocument293 pagesChapter 1 BoilerTifanny FlorentinaNo ratings yet
- Terathane: Properties, Uses, Storage and Handling of Dupont GlycolsDocument12 pagesTerathane: Properties, Uses, Storage and Handling of Dupont GlycolsA MahmoodNo ratings yet
- Heat Recovery Steam Generators Optimized For Any ApplicationDocument7 pagesHeat Recovery Steam Generators Optimized For Any ApplicationKVVNo ratings yet
- Recommended Procedure For Alkali Boil OutDocument3 pagesRecommended Procedure For Alkali Boil OutretrogradesNo ratings yet
- Boiler Tube InvestigationDocument6 pagesBoiler Tube InvestigationWaleed EmaraNo ratings yet
- Boiler Water Chemistry Analysis (PB QBook)Document8 pagesBoiler Water Chemistry Analysis (PB QBook)Ehsan Pappu100% (1)
- Chemistry and Metallurgy: Second Revised and Enlarged EditionFrom EverandChemistry and Metallurgy: Second Revised and Enlarged EditionA. SherryNo ratings yet
- Description of Damage: 4.2.11 Steam Blanketing 4.2.11.1Document2 pagesDescription of Damage: 4.2.11 Steam Blanketing 4.2.11.1Ajmi HmidaNo ratings yet
- Boiler Material and Typical ApplicationsDocument1 pageBoiler Material and Typical Applicationsmtbecerrap100% (1)
- Materials: Pressure Parts and Applicable Service TemperaturesDocument14 pagesMaterials: Pressure Parts and Applicable Service Temperaturesmohan babuNo ratings yet
- Cold-Start Up of Coal Fired PowerplantsDocument6 pagesCold-Start Up of Coal Fired PowerplantsAbdulyunus AmirNo ratings yet
- Tube and Pipe Material Comparison ChartDocument2 pagesTube and Pipe Material Comparison Chartvalli rajuNo ratings yet
- Alkali Boil Out Chemical RequirementDocument1 pageAlkali Boil Out Chemical RequirementdinuNo ratings yet
- Material BoilerDocument4 pagesMaterial BoilerAdi SeptiawanNo ratings yet
- 1. The National Board of Boiler and Pressure Vessel InspectorsDocument3 pages1. The National Board of Boiler and Pressure Vessel Inspectorsmiguel arandaNo ratings yet
- Welding of Austenitic Stainless Steel - Part 2 - TWIDocument6 pagesWelding of Austenitic Stainless Steel - Part 2 - TWISumantaNo ratings yet
- Austenitic Stainless SteelDocument3 pagesAustenitic Stainless SteelGeorge MarkasNo ratings yet
- The Metallurgy of Power BoilersDocument2 pagesThe Metallurgy of Power Boilersdineshkbunker08No ratings yet
- Bower Boiler SteelsDocument3 pagesBower Boiler Steelsraut_1234100% (1)
- Machining Titanium AlloysDocument22 pagesMachining Titanium AlloysSarswati SuryawanshiNo ratings yet
- Materials Selection Guide for Sulfuric Acid PlantsDocument6 pagesMaterials Selection Guide for Sulfuric Acid PlantsrivrsideNo ratings yet
- Anchor Selection Guide for Monolithic Refractory LiningsDocument11 pagesAnchor Selection Guide for Monolithic Refractory LiningsrizalNo ratings yet
- Pipe Flange BoltingDocument8 pagesPipe Flange BoltingayoungaNo ratings yet
- 3 3 1 LC Desuperheater SolutionsDocument4 pages3 3 1 LC Desuperheater SolutionsfelramNo ratings yet
- Cv-113-Us Ma1 Desup CopesDocument8 pagesCv-113-Us Ma1 Desup CopesPat AuffretNo ratings yet
- CV 1164 Us Sa 35 Desup CopesDocument4 pagesCV 1164 Us Sa 35 Desup CopesfelramNo ratings yet
- Broad Portfolio of Desuperheating SolutionsDocument8 pagesBroad Portfolio of Desuperheating Solutionshrh_pogcNo ratings yet
- Material Properties For DesignersDocument124 pagesMaterial Properties For Designersৰিতুপর্ণ HazarikaNo ratings yet
- She La PersimmonsDocument6 pagesShe La PersimmonsfelramNo ratings yet
- Biomass Principles DPalmer 170310Document58 pagesBiomass Principles DPalmer 170310felramNo ratings yet
- Bulk Solids Handling BrochureDocument20 pagesBulk Solids Handling BrochurefelramNo ratings yet
- Moor - Air Pollution ControlDocument4 pagesMoor - Air Pollution ControlfelramNo ratings yet
- Condition and Life Assessment of a Power Station BoilerDocument2 pagesCondition and Life Assessment of a Power Station BoilerfelramNo ratings yet
- Persimmon Tannin Composition and Function: Tianying Zhang, Gang Li and Haizhen Mo Chunxiang ZhiDocument4 pagesPersimmon Tannin Composition and Function: Tianying Zhang, Gang Li and Haizhen Mo Chunxiang ZhifelramNo ratings yet
- 1962 - Van Hengel - The Occurrence of InversionDocument5 pages1962 - Van Hengel - The Occurrence of InversionfelramNo ratings yet
- Silencer ApplicationDocument196 pagesSilencer ApplicationMisaghNo ratings yet
- Boiler Study GuideDocument27 pagesBoiler Study GuideAjish Rajan TNo ratings yet
- Flow Considerations in Industrial Silencer DesignDocument8 pagesFlow Considerations in Industrial Silencer DesignktsnlNo ratings yet
- Topic - Connections - Typical Joints PDFDocument56 pagesTopic - Connections - Typical Joints PDFKanako NozawaNo ratings yet
- C00226 ModelDocument1 pageC00226 ModelfelramNo ratings yet
- Removal of Color in Cane Juice ClarificationDocument8 pagesRemoval of Color in Cane Juice ClarificationFederico LeonNo ratings yet
- Wed 0800 NarendranathDocument23 pagesWed 0800 NarendranathMarita RamirezNo ratings yet
- ATACA Recent Developments - 0410110659Document20 pagesATACA Recent Developments - 0410110659felramNo ratings yet
- WRD Ot Clarifier Calculations 445211 7Document118 pagesWRD Ot Clarifier Calculations 445211 7felramNo ratings yet
- Alkane: General Methods of Preparation: (1) by Catalytic Reduction of Alkenes and AlkynesDocument11 pagesAlkane: General Methods of Preparation: (1) by Catalytic Reduction of Alkenes and AlkynesaashishNo ratings yet
- EN-standardi Za AluminijDocument31 pagesEN-standardi Za AluminijRenato PericNo ratings yet
- Assignment No.1Document2 pagesAssignment No.1Ayesha MahnoorNo ratings yet
- Polypropylene RecycleDocument1 pagePolypropylene RecyclealaneeeedNo ratings yet
- Effect of Different Disinfecting Procedures On The Hardness and Color Stability of Two Maxillofacial Elastomers Over TimeDocument6 pagesEffect of Different Disinfecting Procedures On The Hardness and Color Stability of Two Maxillofacial Elastomers Over TimepalliNo ratings yet
- Is 2932 2003 PDFDocument22 pagesIs 2932 2003 PDFSuyambu100% (1)
- Emulsified Acid Systems For Oil Well Stimulation A ReviewDocument12 pagesEmulsified Acid Systems For Oil Well Stimulation A ReviewVivek FinoricNo ratings yet
- Alloys & Strengthening: Lecture 10. Introduction & The Equilibrium Phase DiagramDocument23 pagesAlloys & Strengthening: Lecture 10. Introduction & The Equilibrium Phase DiagramHenry HarrodNo ratings yet
- JM11 (PT 66) PP 386-392Document7 pagesJM11 (PT 66) PP 386-392Satish KumarNo ratings yet
- Form 1 Science - Unit 3.3: The Concept of DensityDocument1 pageForm 1 Science - Unit 3.3: The Concept of DensitySuhaila SaniNo ratings yet
- Use of N2 Gas For Purging in GTAW of SSDocument4 pagesUse of N2 Gas For Purging in GTAW of SSrondulf goNo ratings yet
- PhysicalDocument70 pagesPhysicalGadde Gopala KrishnaNo ratings yet
- ASTM D6224 Eksploataciono Praćenje UljaDocument14 pagesASTM D6224 Eksploataciono Praćenje UljaDejan DejanovicNo ratings yet
- Withdrawn latestHMlistDocument588 pagesWithdrawn latestHMlistjibran khanNo ratings yet
- Effects of Silicon Surfactant in Rigid Polyurethane FoamsDocument7 pagesEffects of Silicon Surfactant in Rigid Polyurethane Foamsธนพล กัตติยบุตรNo ratings yet
- The Future of Composites in Gas Turbine EnginesDocument4 pagesThe Future of Composites in Gas Turbine EnginessenthilNo ratings yet
- Technoeconomic Analysis of Alternative Pathways of Isopropanol ProductionDocument13 pagesTechnoeconomic Analysis of Alternative Pathways of Isopropanol ProductionSUTHIWAT YIMYAMNo ratings yet
- Zinc in PlanteDocument4 pagesZinc in PlanteDaniela MarinescuNo ratings yet
- Questions - Homework - 10th - Science - 2021-11-21T08 - 31Document6 pagesQuestions - Homework - 10th - Science - 2021-11-21T08 - 31Nisha SinghNo ratings yet
- Subject: Chemistry Student Name: Grade: 9 Date: Worksheet-2: Atoms, Elements, and Compounds. MarksDocument25 pagesSubject: Chemistry Student Name: Grade: 9 Date: Worksheet-2: Atoms, Elements, and Compounds. Markssaeeda shoaibNo ratings yet
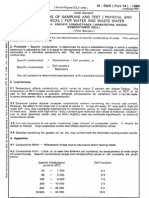
- UDC IS: 3025 (Part 14) - 1984,: Reprint JULY 1998) (IDocument4 pagesUDC IS: 3025 (Part 14) - 1984,: Reprint JULY 1998) (IrambinodNo ratings yet
- Vocabulary Practice: Chapter 2 - Chemistry of LifeDocument5 pagesVocabulary Practice: Chapter 2 - Chemistry of LifeJordyNo ratings yet
- Orgo2 Lab Report1Document2 pagesOrgo2 Lab Report1api-382264943No ratings yet
- Solutions Suspensions and ColloidsDocument10 pagesSolutions Suspensions and ColloidsAfesha DanielNo ratings yet
- Polyester Fiber Production Flow ChartDocument2 pagesPolyester Fiber Production Flow ChartMuhammad Jafor IqbalNo ratings yet
- Chemolube H - Product DescriptionDocument6 pagesChemolube H - Product DescriptionJulio VargasNo ratings yet