You might also like
- Believe Coloring BookDocument63 pagesBelieve Coloring BookZondervan75% (4)
- Funeral Mass of Andrew BauDocument8 pagesFuneral Mass of Andrew BauJohn BareNo ratings yet
- Welcome To Spoken Telugu Learning CornerDocument18 pagesWelcome To Spoken Telugu Learning CornerRama Krishna BNo ratings yet
- "HOOTING LIKE AN OWL": Integrated Unit Erica Priscella RDG 530: Curriculum Constructs-Reading and Language Arts July 16, 2012 Dr. Toni VrdoljakDocument18 pages"HOOTING LIKE AN OWL": Integrated Unit Erica Priscella RDG 530: Curriculum Constructs-Reading and Language Arts July 16, 2012 Dr. Toni VrdoljakErica PriscellaNo ratings yet
- Mazak Integrex MK-IV Alignment NotesDocument22 pagesMazak Integrex MK-IV Alignment NotesjaniNo ratings yet
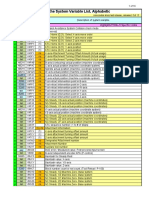
- SystemVarsAlpha List OkumaDocument16 pagesSystemVarsAlpha List Okumaseb_dominique100% (2)
- Mazak t2 v70Document3 pagesMazak t2 v70Luis JaramilloNo ratings yet
- Survival Creole: Bryant C. Freeman, PH.DDocument36 pagesSurvival Creole: Bryant C. Freeman, PH.DEnrique Miguel Gonzalez Collado100% (1)
- Fadal Zero Memory ProcedureDocument2 pagesFadal Zero Memory Procedureavalente112No ratings yet
- Fanuc OiMC RS232 PIN DiagramDocument3 pagesFanuc OiMC RS232 PIN Diagramamdobedb100% (1)
- Mazak MplusDocument3 pagesMazak MplusAdmir VukovicNo ratings yet
- Mitsubishi Manuals 924 PDFDocument46 pagesMitsubishi Manuals 924 PDFPablo M. Estrada Aguilar0% (1)
- Service Manual: SV01-NHX40AX03-01E NHX4000 MSX-853 Axis Adjustment Procedure of Z-Axis Zero Return PositionDocument5 pagesService Manual: SV01-NHX40AX03-01E NHX4000 MSX-853 Axis Adjustment Procedure of Z-Axis Zero Return Positionmahdi elmay100% (3)
- Mazak FX27 FX727 Blanking With Hyperterminal On Windows 7 ProcedureDocument6 pagesMazak FX27 FX727 Blanking With Hyperterminal On Windows 7 ProcedureBobby BradburyNo ratings yet
- Datasheet Monitor Mazak ControlDocument1 pageDatasheet Monitor Mazak Controlzotya54No ratings yet
- Service Manual: SV01-NHX40AT03-01E NHX4000 NHX5000 ATC Adjustment of Spindle Orientation PositionDocument1 pageService Manual: SV01-NHX40AT03-01E NHX4000 NHX5000 ATC Adjustment of Spindle Orientation Positionmahdi elmay100% (1)
- Ma Zak Manuals 1064Document12 pagesMa Zak Manuals 1064tranhoachbn100% (1)
- Mazak m32Document3 pagesMazak m32Adélio Miranda100% (1)
- 6-1. How To Adjust Spindle Orientation For Mitsubishi M520 - 140501Document4 pages6-1. How To Adjust Spindle Orientation For Mitsubishi M520 - 140501323ciNo ratings yet
- Mazak m2Document3 pagesMazak m2hungNo ratings yet
- Mazak m2Document3 pagesMazak m2hungNo ratings yet
- SKT Series Set-Up Parameter (V08 - 20100826)Document32 pagesSKT Series Set-Up Parameter (V08 - 20100826)medmedNo ratings yet
- Mazak M32B Reinitialization (002) - 1Document2 pagesMazak M32B Reinitialization (002) - 1EdgarNo ratings yet
- Cable of Data Communication 181Document12 pagesCable of Data Communication 181hungNo ratings yet
- Cable of Data Communication 181Document12 pagesCable of Data Communication 181hungNo ratings yet
- Al-12 Spindle AlarmDocument20 pagesAl-12 Spindle AlarmPhong HuynhNo ratings yet
- Servo Adjustment Manual 640mDocument37 pagesServo Adjustment Manual 640malexandre100% (1)
- M64 RS 232 Setup PDFDocument9 pagesM64 RS 232 Setup PDFLuthfi Naufal WaliyyudienNo ratings yet
- MR j2 CT m6 Setup - WDocument56 pagesMR j2 CT m6 Setup - WMauro S CabralNo ratings yet
- DDB 54090008 ADocument126 pagesDDB 54090008 AMilton Righetto NassNo ratings yet
- Re Initialise t32 mc116Document5 pagesRe Initialise t32 mc116GopiNo ratings yet
- サービスマニュアル Service Manual: APC ݪௐखॱॻ / SH-400 Procedue Of Adjusting Apc / Sh-400Document6 pagesサービスマニュアル Service Manual: APC ݪௐखॱॻ / SH-400 Procedue Of Adjusting Apc / Sh-400carlos0% (1)
- M800S - M80 - E80 Series Connection and Setup ManualDocument6 pagesM800S - M80 - E80 Series Connection and Setup ManualTensaigaNo ratings yet
- A-53866E-387 - 02 - 050120 Startup SpindleDocument44 pagesA-53866E-387 - 02 - 050120 Startup SpindleAntonio LucasNo ratings yet
- Zusak Markus The Book Thief Teacher's NotesDocument18 pagesZusak Markus The Book Thief Teacher's NotesDandelion440% (1)
- Mori Seiki ZLM Codes ListDocument3 pagesMori Seiki ZLM Codes ListDragosNo ratings yet
- Fanuc: Spindle ControlDocument8 pagesFanuc: Spindle ControlTony AntonyNo ratings yet
- Fanuc Model C Serial RS232 Connection GuideDocument6 pagesFanuc Model C Serial RS232 Connection GuideSanchai ProgaeewNo ratings yet
- Encoder AbsolutoDocument12 pagesEncoder AbsolutoFredy CabrejoNo ratings yet
- FH6000 Alarm ListDocument90 pagesFH6000 Alarm ListAbdul Leon100% (1)
- Option Ordering Information (5-21-08) PDFDocument6 pagesOption Ordering Information (5-21-08) PDFVicshannNo ratings yet
- M70-700 4th or 5th Axis Install ProcedureDocument5 pagesM70-700 4th or 5th Axis Install ProcedureNickNo ratings yet
- Electrico Vtc200cDocument140 pagesElectrico Vtc200cJefferson TeixeiraNo ratings yet
- Mazak Int MarkIV ATC Operation Menu and Recovery Procedures PDFDocument11 pagesMazak Int MarkIV ATC Operation Menu and Recovery Procedures PDFzotya54No ratings yet
- How To Use AICC PDFDocument1 pageHow To Use AICC PDFNyoto SuswotoNo ratings yet
- Km-Nlx-A0en 1 L42165a01Document420 pagesKm-Nlx-A0en 1 L42165a01JoeNo ratings yet
- Fanuc 31i-BM Standard Features and Options PDFDocument10 pagesFanuc 31i-BM Standard Features and Options PDFdanielstancu883296No ratings yet
- Genos-En CNC OkumaDocument13 pagesGenos-En CNC Okumahggil380250% (2)
- Dd322091013a PDFDocument593 pagesDd322091013a PDFEdimilson RodriguesNo ratings yet
- G54.4 Workpiece Setup Error CorrectionDocument10 pagesG54.4 Workpiece Setup Error Correctionhung0% (1)
- HANDY-ROM User's ManualDocument10 pagesHANDY-ROM User's ManualJamilNo ratings yet
- 3760 PC FAPT Ladder SetupDocument2 pages3760 PC FAPT Ladder SetupQuy QuyNo ratings yet
- Tool Center Point Control For 5-Axis Machining SpecificationsDocument47 pagesTool Center Point Control For 5-Axis Machining SpecificationsmikeNo ratings yet
- M700 Series - Manual de Setup PDFDocument20 pagesM700 Series - Manual de Setup PDFLuis Fabiano MoreiraNo ratings yet
- Gauging Manual PDFDocument311 pagesGauging Manual PDFsekhon875115No ratings yet
- Makino Milling Machine Libraries (MML) Mcprocomm - Ocx Reference ManualDocument10 pagesMakino Milling Machine Libraries (MML) Mcprocomm - Ocx Reference ManualErich KreisederNo ratings yet
- Hanfi SoporiDocument2 pagesHanfi Soporiافتخار وانىNo ratings yet
- Cyclone Fanuc OTADocument68 pagesCyclone Fanuc OTAPham LongNo ratings yet
- Okuma Osp5000Document2 pagesOkuma Osp5000Zoran VujadinovicNo ratings yet
- LH-630 服務手冊Document378 pagesLH-630 服務手冊LndIngenieria50% (2)
- Easy Guide Programming Manual For Mc.Document55 pagesEasy Guide Programming Manual For Mc.JohnPaulSmith1No ratings yet
- RS232 DNCDocument21 pagesRS232 DNChungNo ratings yet
- RS232 DNCDocument21 pagesRS232 DNChungNo ratings yet
- Future Forms ExercisesDocument3 pagesFuture Forms ExercisesNatasa Beso.100% (1)
- The Haiyan Dead: Merlie M. Alunan LeyteDocument5 pagesThe Haiyan Dead: Merlie M. Alunan Leytejhomalyn38% (8)
- Mazak Mazatech v-515 en v1Document8 pagesMazak Mazatech v-515 en v1Mauricio A. Tamayo RamirezNo ratings yet
- 20ab - Operation Manual PDFDocument103 pages20ab - Operation Manual PDFNormaudettegmailcomNo ratings yet
- Oprawki - Mazak Schite DeseneDocument32 pagesOprawki - Mazak Schite DeseneStoian Valentin50% (2)
- 1 Program Errors Alarms On Program and OperationDocument78 pages1 Program Errors Alarms On Program and Operationsssf-doboj100% (2)
- Fanuc 10 Fanuc 11 Memory Backup ProceduresDocument1 pageFanuc 10 Fanuc 11 Memory Backup ProceduresLeonardusNo ratings yet
- ROBOSHOT a-SiA-Series Data SheetsDocument22 pagesROBOSHOT a-SiA-Series Data SheetsHernan LopezNo ratings yet
- Qx522 Mitsubishi ManualDocument81 pagesQx522 Mitsubishi ManualRicardo100% (1)
- Sanyo Denki TapeReader Model 2702 Instruction ManualDocument18 pagesSanyo Denki TapeReader Model 2702 Instruction ManualcoronaqcNo ratings yet
- Rebel V65E LE Servo ManualDocument86 pagesRebel V65E LE Servo Manualhung100% (1)
- Chuck SPANNTOP Nova Pull BackDocument8 pagesChuck SPANNTOP Nova Pull BackhungNo ratings yet
- Add Info B-65325EN 01Document1 pageAdd Info B-65325EN 01Denis Villanueva PerezNo ratings yet
- Media Release: Australian Engineer Wins S$1,000,000 at Changi Airport's Millionaire Grand DrawDocument5 pagesMedia Release: Australian Engineer Wins S$1,000,000 at Changi Airport's Millionaire Grand DrawhungNo ratings yet
- Countable Nouns: These Shoes Look Old NowDocument6 pagesCountable Nouns: These Shoes Look Old NowTaseco TumocoNo ratings yet
- Holiday TripDocument2 pagesHoliday TripAnka AnkaNo ratings yet
- Change Statements Into Questions Ex 2Document2 pagesChange Statements Into Questions Ex 2Nur Adzrini100% (1)
- Brilliant Footsteps Int' Teacher Abdulrahim Ibrahim Lesson Plan & NotesDocument3 pagesBrilliant Footsteps Int' Teacher Abdulrahim Ibrahim Lesson Plan & NotesAbdulRahimNo ratings yet
- The Prize Poem - Full Text - CompressedDocument6 pagesThe Prize Poem - Full Text - CompressedINFINTRIC BEATSNo ratings yet
- Lesson Plan I Was So Mad 2Document4 pagesLesson Plan I Was So Mad 2api-356474704100% (2)
- SKR4400 135 E Bosch PLC V4Document72 pagesSKR4400 135 E Bosch PLC V4M4C88No ratings yet
- Railway Reservation System DocumentationDocument19 pagesRailway Reservation System DocumentationSaroj Cipher80% (5)
- D 2 Class SPP 2201 2l eDocument76 pagesD 2 Class SPP 2201 2l eLuis Solana UreñaNo ratings yet
- Pages From Sarf - 8546Document1 pagePages From Sarf - 8546sayed meenazNo ratings yet
- Full Download International Economics 11th Edition Salvatore Test BankDocument35 pagesFull Download International Economics 11th Edition Salvatore Test Bankyakarzhehaot100% (36)
- Random Inn and Tavern Name GeneratorDocument1 pageRandom Inn and Tavern Name Generatorblackwind1kazeNo ratings yet
- Azhagi Unicode KB Oriya Transliteration SchemeDocument5 pagesAzhagi Unicode KB Oriya Transliteration Schemegksahu000No ratings yet
- Eec 161 ch04Document82 pagesEec 161 ch04Hanna ShuiNo ratings yet
- Soal UTS Paragraph WritingDocument1 pageSoal UTS Paragraph WritingZaitun RahmatNo ratings yet
- Introduction Medical TerminologyDocument9 pagesIntroduction Medical TerminologyGlaiza Mae MasaoyNo ratings yet
- STTPDocument28 pagesSTTPDarpan GroverNo ratings yet
- SSRN Id3929583Document40 pagesSSRN Id3929583dotarNo ratings yet
- Ug PM Master v40 EngDocument219 pagesUg PM Master v40 Engredoctober24No ratings yet
- Hopkins - The WindhoverDocument3 pagesHopkins - The WindhoverCarmen VoicuNo ratings yet
- Els-19.1.2 OnlineDocument112 pagesEls-19.1.2 OnlineJoão MilhoNo ratings yet