You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Broad X Chiller Model Selection Design Manual C PDFDocument56 pagesBroad X Chiller Model Selection Design Manual C PDFpionitroNo ratings yet
- Penguin Energy ProjectDocument11 pagesPenguin Energy Projectamy_k_spearsNo ratings yet
- Ciat NA08592B - Powerciat LX R134a 3Document1 pageCiat NA08592B - Powerciat LX R134a 3Lama JTNo ratings yet
- P13-Analysis of Burning CandleDocument5 pagesP13-Analysis of Burning CandleRingo042No ratings yet
- Rubber Chemicals-Melting Range: Standard Test Method ForDocument4 pagesRubber Chemicals-Melting Range: Standard Test Method ForEric FernandesNo ratings yet
- Technip Separations PDFDocument60 pagesTechnip Separations PDFProcess EngineerNo ratings yet
- Thermal Efficiency of Stoves - Math Clarification Request - ACM0012 - SKonthamDocument5 pagesThermal Efficiency of Stoves - Math Clarification Request - ACM0012 - SKonthamSamanway DasNo ratings yet
- Gibbs free energy sample problemsDocument3 pagesGibbs free energy sample problemsLeticia CarandangNo ratings yet
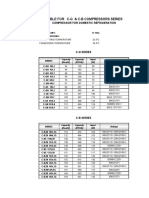
- Table For C-Q & C-B Compressors Series: Compressor For Domestic RefrigerationDocument1 pageTable For C-Q & C-B Compressors Series: Compressor For Domestic RefrigerationRefridi Ca Refrigeracion Industrial40% (5)
- Fisa Tehnica PEAD-MDocument3 pagesFisa Tehnica PEAD-MStefan StanciuNo ratings yet
- IP: Potential Diagram WorksheetDocument5 pagesIP: Potential Diagram WorksheetAryan PatelNo ratings yet
- Thermodynamic Lab 7 (Group7) (Formal)Document11 pagesThermodynamic Lab 7 (Group7) (Formal)Remmey KiraNo ratings yet
- MTV 410 Exam June 2012Document2 pagesMTV 410 Exam June 2012Wesley BothaNo ratings yet
- LLT Brochure Rev01 Digital 1Document4 pagesLLT Brochure Rev01 Digital 1Luis MuñozNo ratings yet
- Lesson Basic Air Conditioner SystemsDocument7 pagesLesson Basic Air Conditioner Systemsmister pogiNo ratings yet
- Dmet13 Robles L06Document17 pagesDmet13 Robles L06John Marc E. TameraNo ratings yet
- Socony Mobil Oil Co., Inc., Research Department, Paulsboro, New JerseyDocument51 pagesSocony Mobil Oil Co., Inc., Research Department, Paulsboro, New JerseyMaquiman KiyamaNo ratings yet
- Solving Heat Exchanger ProblemsDocument3 pagesSolving Heat Exchanger ProblemsThirukkumaranBalasubramanianNo ratings yet
- Soft-Optimization Test of R410A Alternative Reffrigerant R32 in Split System Heat PumpDocument31 pagesSoft-Optimization Test of R410A Alternative Reffrigerant R32 in Split System Heat PumpYang LeechinNo ratings yet
- DaikinDocument117 pagesDaikinAbdo RezagNo ratings yet
- Volatile Oil Production TechniquesDocument45 pagesVolatile Oil Production TechniquesMega Silvia HasugianNo ratings yet
- Header DesignDocument12 pagesHeader DesignGun SmithNo ratings yet
- Cryocooler Technical Instruction, RDK-305DDocument12 pagesCryocooler Technical Instruction, RDK-305DTanyaradzwa MoyoNo ratings yet
- Therminol 55 TechDatasheetDocument2 pagesTherminol 55 TechDatasheetnghiaNo ratings yet
- Distillation Technology and Modelling Techniques: Part 1: Concepts in DistillationDocument4 pagesDistillation Technology and Modelling Techniques: Part 1: Concepts in DistillationcsandrasNo ratings yet
- Calculation of U - Value: 14.01.2020 Profilco / GR Ul / SroDocument4 pagesCalculation of U - Value: 14.01.2020 Profilco / GR Ul / SroОлегNo ratings yet
- R 1028 50 R 3 - 978 50 T TDocument8 pagesR 1028 50 R 3 - 978 50 T TJorgeCarlosNo ratings yet
- Homogeneous Nucleation NotesDocument4 pagesHomogeneous Nucleation NotesLiam ClinkNo ratings yet
- Kinetic Theory of GasesDocument8 pagesKinetic Theory of Gasesmr_anilpawarNo ratings yet
- 1 States of Matter (Kinetic Particle Theory)Document56 pages1 States of Matter (Kinetic Particle Theory)YoviNo ratings yet