You might also like
- A Guide to Vintage Audio Equipment for the Hobbyist and AudiophileFrom EverandA Guide to Vintage Audio Equipment for the Hobbyist and AudiophileNo ratings yet
- Fleet ManagementDocument8 pagesFleet ManagementDiana LorenaNo ratings yet
- 33 11 KV Substation Training Report PDFDocument41 pages33 11 KV Substation Training Report PDFPraveen Kumar Kilaparthi75% (4)
- Loading Coils and Bridge TapsDocument6 pagesLoading Coils and Bridge Tapstariq500100% (1)
- Hoarding Guide 2020Document46 pagesHoarding Guide 2020Mohammed HafizNo ratings yet
- Boiler Handbook GuideDocument287 pagesBoiler Handbook Guidevenus energy94% (18)
- 6.11 Electrical Cables and Connectors (Konspekts)Document10 pages6.11 Electrical Cables and Connectors (Konspekts)Rūdis SavickisNo ratings yet
- Electrical Wires and Cables TypesDocument10 pagesElectrical Wires and Cables TypesMarlo AristorenasNo ratings yet
- Lightning Protection System Testing & Commissioning Method StatementDocument3 pagesLightning Protection System Testing & Commissioning Method Statementvin ssNo ratings yet
- 1170 Imagerunner Advance DX 4700 Series PC r0 200228Document180 pages1170 Imagerunner Advance DX 4700 Series PC r0 200228Marco Antonio Valverde MarinNo ratings yet
- Steam Trap - DrawingDocument17 pagesSteam Trap - DrawingSeindahNya100% (1)
- Transmission Media - Project ReportDocument15 pagesTransmission Media - Project ReportShahin Sha Z0% (1)
- T 2 FDDocument6 pagesT 2 FDtavitoroNo ratings yet
- CISA Exam - Testing Concept-Network Physical Media (Fiber Optic/ UTP/STP/Co-axial) (Domain-4)From EverandCISA Exam - Testing Concept-Network Physical Media (Fiber Optic/ UTP/STP/Co-axial) (Domain-4)No ratings yet
- ABB Power EMS Configuration and FunctionalityDocument35 pagesABB Power EMS Configuration and FunctionalitySeindahNya100% (1)
- Lateral Earth Pressure TheoryDocument45 pagesLateral Earth Pressure TheoryAdel JamalNo ratings yet
- Construction Companies in IndiaDocument11 pagesConstruction Companies in Indiashobhit.goel33% (3)
- Module 4 - The Telephone Circuit PDFDocument83 pagesModule 4 - The Telephone Circuit PDFKobe MartinezNo ratings yet
- Instrumentation CablesDocument10 pagesInstrumentation CablesAndavilli Srihari KumarNo ratings yet
- Talk On Overview of Ms1462-2012 Cidb Seminar 01-03-16Document64 pagesTalk On Overview of Ms1462-2012 Cidb Seminar 01-03-16SeindahNya100% (1)
- Industrial Insulation Applications: Green Engineering-1 Insulation Spreadsheets - ContentDocument55 pagesIndustrial Insulation Applications: Green Engineering-1 Insulation Spreadsheets - ContentRashel HasanNo ratings yet
- Boiler CalculationsDocument16 pagesBoiler CalculationsBilly Moerdani100% (1)
- Standard For Safety UL ADocument49 pagesStandard For Safety UL ANhất NgônNo ratings yet
- Subscriber Loop Design RequirementsDocument79 pagesSubscriber Loop Design RequirementsReynald BorjaNo ratings yet
- ICE Akta1Document40 pagesICE Akta1SeindahNyaNo ratings yet
- Twisted Pair CablesDocument26 pagesTwisted Pair CablesnaleengtNo ratings yet
- Twisted Pair Cable: ExplanationDocument14 pagesTwisted Pair Cable: Explanationarslangul7No ratings yet
- Coaxial Cable GuideDocument7 pagesCoaxial Cable Guidesundars_sriNo ratings yet
- Characteristic Impedance of Coaxial Cables ExplainedDocument4 pagesCharacteristic Impedance of Coaxial Cables ExplainedkarthikselvanrNo ratings yet
- Cables: Dr. Mohamed Gamal H.AshmawyDocument29 pagesCables: Dr. Mohamed Gamal H.AshmawyMohamed Khalid R. JubaraNo ratings yet
- Introduction to coaxial cables: Coaxial Cables, For Rf - Μwave - Various pag J1Document27 pagesIntroduction to coaxial cables: Coaxial Cables, For Rf - Μwave - Various pag J1AmithNo ratings yet
- Questions: 1) Write A Short Research Paper On The FollowingDocument13 pagesQuestions: 1) Write A Short Research Paper On The FollowingClifford Eli AfedohNo ratings yet
- Coax StubsDocument13 pagesCoax Stubscarlos_gomes_31No ratings yet
- Introduction to Transmission Mediums TypesDocument9 pagesIntroduction to Transmission Mediums TypesSandeep ChaudharyNo ratings yet
- The Effects of Cable On Signal QualityDocument8 pagesThe Effects of Cable On Signal Qualityrichard anishNo ratings yet
- Understanding Instrument CablesDocument7 pagesUnderstanding Instrument CablesrjeceNo ratings yet
- Antennas and Transmission LİnesDocument40 pagesAntennas and Transmission LİnesSelvi ÖnkoyunNo ratings yet
- Joannacel A. Paraiso: - Is A Type ofDocument6 pagesJoannacel A. Paraiso: - Is A Type ofJazzel Avila ParadiseNo ratings yet
- Bounded or Guided Transmission Media: Twisted Pair CableDocument15 pagesBounded or Guided Transmission Media: Twisted Pair Cablevany tagNo ratings yet
- Transmission Mediums in Computer Networks: Factors To Be Considered While Selecting A Transmission MediumDocument24 pagesTransmission Mediums in Computer Networks: Factors To Be Considered While Selecting A Transmission MediumRaj SriNo ratings yet
- TASK-7: Oral CommunicationDocument20 pagesTASK-7: Oral CommunicationnavecgNo ratings yet
- Balanced Vs Unbalanced YamahaDocument5 pagesBalanced Vs Unbalanced YamahaDawn Zielinski TraceyNo ratings yet
- Wire, Cable, and Fiber Optics: SBE Ennes Workshop ST Louis, Missouri June 17, 2000Document21 pagesWire, Cable, and Fiber Optics: SBE Ennes Workshop ST Louis, Missouri June 17, 2000Shahzad Khalid ChNo ratings yet
- Signal Transmission SystemsDocument19 pagesSignal Transmission SystemsNipu EkanayakeNo ratings yet
- Twisted Pair - Wikipedia, The Free EncyclopediaDocument7 pagesTwisted Pair - Wikipedia, The Free EncyclopediaTrịnh Đức HạnhNo ratings yet
- Coaxial FeederDocument21 pagesCoaxial FeederwkkchamaraNo ratings yet
- For Single Phase: Arr Marn Electric Engineering Group Co-Founder - Wai.N.Htun)Document55 pagesFor Single Phase: Arr Marn Electric Engineering Group Co-Founder - Wai.N.Htun)Aung Thein OoNo ratings yet
- Introduction To Telephony-: Basic Requirements of Speech TransmissionDocument36 pagesIntroduction To Telephony-: Basic Requirements of Speech TransmissionNitinNo ratings yet
- Types of CableDocument28 pagesTypes of Cabletin mg mgNo ratings yet
- Twisted Pair CableDocument6 pagesTwisted Pair Cablevikasrana199150% (2)
- Basis For Comparison Guided Media Unguided MediaDocument19 pagesBasis For Comparison Guided Media Unguided MediaFikru TesefayeNo ratings yet
- Classifications and Types of Cables 1. Coaxial Cable Coax Cable or Coaxial Cable Is A Kind of Heavy, Durable Cable Used For VariousDocument3 pagesClassifications and Types of Cables 1. Coaxial Cable Coax Cable or Coaxial Cable Is A Kind of Heavy, Durable Cable Used For Variouscharmei_19No ratings yet
- Coaxial Cable InglesDocument7 pagesCoaxial Cable InglesGianmarco Yllanes LamaNo ratings yet
- This Is Not The Complete Solution of Assignment. The Material Is Taken 4rm Handouts, Book of Behrrouz A. ForouazanDocument3 pagesThis Is Not The Complete Solution of Assignment. The Material Is Taken 4rm Handouts, Book of Behrrouz A. Forouazanmc090204341No ratings yet
- All About Transmission Lines3Document5 pagesAll About Transmission Lines3Stephen Dunifer100% (1)
- Measuring Coaxial Cable PropertiesDocument19 pagesMeasuring Coaxial Cable PropertiesAllan James ElardeNo ratings yet
- Coaxial Cable Uses and SpecificationsDocument5 pagesCoaxial Cable Uses and Specificationsjudy894uNo ratings yet
- 2W 4W SystemDocument7 pages2W 4W SystemmaanbsNo ratings yet
- Chapter - 4 Transmission MediaDocument14 pagesChapter - 4 Transmission MediaRoopaNo ratings yet
- Figure: Physical DescriptionDocument17 pagesFigure: Physical DescriptionChetraSokNo ratings yet
- AES CableInteractionsDocument8 pagesAES CableInteractionsJaya77No ratings yet
- Technical Papers on Wire, Cable, and Fiber OpticsDocument23 pagesTechnical Papers on Wire, Cable, and Fiber Opticsraj kiranNo ratings yet
- WWW Telebyteusa Com Primer Ch3Document8 pagesWWW Telebyteusa Com Primer Ch3159753ADANANo ratings yet
- Prak-1 Sal - Trans-Coaxial Cable-Twis-Pair-2022Document32 pagesPrak-1 Sal - Trans-Coaxial Cable-Twis-Pair-202220JTD2BTasya Rahma FNo ratings yet
- Get familiar with LAN cablesDocument24 pagesGet familiar with LAN cablesSindhuja VarmaNo ratings yet
- Transmission Media ProjectDocument10 pagesTransmission Media ProjectSahil Aggarwal60% (5)
- Cabling: Presented by Wisdom, Patsika, GreenDocument31 pagesCabling: Presented by Wisdom, Patsika, GreenShione T MundawararaNo ratings yet
- Diff Types of Transmission Lines Used in CommsDocument9 pagesDiff Types of Transmission Lines Used in CommsLe AndroNo ratings yet
- Transmission Media: By: Kapil Rishi Yadav 37-DDocument25 pagesTransmission Media: By: Kapil Rishi Yadav 37-DkapilryadavNo ratings yet
- Coaxial Cable: From Wikipedia, The Free EncyclopediaDocument20 pagesCoaxial Cable: From Wikipedia, The Free EncyclopediaMouhamad Bazzi100% (1)
- Laboratory2 ELECTIVE2Document5 pagesLaboratory2 ELECTIVE2Ed LozadaNo ratings yet
- Biogas Scrubbing, Compression and Storage Perspective and Prospectus in Indian Context PDFDocument9 pagesBiogas Scrubbing, Compression and Storage Perspective and Prospectus in Indian Context PDFSeindahNyaNo ratings yet
- 2 Biogas Burner CommissioningDocument1 page2 Biogas Burner CommissioningSeindahNyaNo ratings yet
- Expansion Tube-Tubesheet JointDocument9 pagesExpansion Tube-Tubesheet JointvaibhavNo ratings yet
- 10 Three Phase SystemDocument33 pages10 Three Phase SystemtheritzNo ratings yet
- Testimonial From UTM Energy Manager PDFDocument1 pageTestimonial From UTM Energy Manager PDFSeindahNyaNo ratings yet
- How to Use a Psychrometric ChartDocument14 pagesHow to Use a Psychrometric ChartSeindahNyaNo ratings yet
- Hydraulic Oil DescriptionDocument4 pagesHydraulic Oil DescriptionSeindahNyaNo ratings yet
- 3 Phase Transformers 1Document17 pages3 Phase Transformers 1vijaykumar_aluriNo ratings yet
- Valve Timing Diagram of Four Cycle Diesel EngineDocument3 pagesValve Timing Diagram of Four Cycle Diesel EngineAmila NawarathnaNo ratings yet
- This Is Valve Timing DiagramDocument1 pageThis Is Valve Timing DiagramSeindahNyaNo ratings yet
- Bulletin2005 03abs02Document1 pageBulletin2005 03abs02SeindahNyaNo ratings yet
- HRST Boiler Biz Newsletter - Winter 07Document6 pagesHRST Boiler Biz Newsletter - Winter 07SeindahNyaNo ratings yet
- CV Prof JailaniDocument60 pagesCV Prof JailaniSeindahNyaNo ratings yet
- Energy Management PresentationDocument18 pagesEnergy Management PresentationSeindahNyaNo ratings yet
- CV DR - OthmanDocument6 pagesCV DR - OthmanSeindahNyaNo ratings yet
- Gaji ds51Document1 pageGaji ds51SeindahNyaNo ratings yet
- EE&C Practices at HomeDocument19 pagesEE&C Practices at HomeSeindahNyaNo ratings yet
- NEED EnergymanagementDocument35 pagesNEED EnergymanagementSeindahNyaNo ratings yet
- Senarai Program Ditawarkan Semester II Sesi 2012 2013Document12 pagesSenarai Program Ditawarkan Semester II Sesi 2012 2013SeindahNyaNo ratings yet
- Testimonial From UTM Energy ManagerDocument1 pageTestimonial From UTM Energy ManagerSeindahNyaNo ratings yet
- Journal Impact FactorDocument2 pagesJournal Impact FactorSeindahNyaNo ratings yet
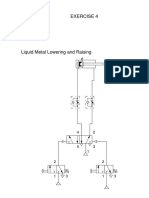
- Liquid Metal Lowering and Raising: Exercise 4Document1 pageLiquid Metal Lowering and Raising: Exercise 4SeindahNyaNo ratings yet
- User's Guide: BondekDocument8 pagesUser's Guide: BondekMing ChongNo ratings yet
- EI Manifold Pressure ManualDocument12 pagesEI Manifold Pressure Manualjkloepping_634367970No ratings yet
- Troubleshoot Microlab 600 DiluterDocument3 pagesTroubleshoot Microlab 600 DiluterAkmal RakhmadiNo ratings yet
- DatasheetDocument13 pagesDatasheetebertecnicoNo ratings yet
- JV Punj Lloyd - SICIMDocument9 pagesJV Punj Lloyd - SICIMBarock NaturelNo ratings yet
- Bel Adv Details For Senior Assistant Engineer Posts - Jobalertshub 2Document5 pagesBel Adv Details For Senior Assistant Engineer Posts - Jobalertshub 2Palani AppanNo ratings yet
- Goodyear Brochure Bandas-48Document1 pageGoodyear Brochure Bandas-48DavidNo ratings yet
- International Log Building StandardsDocument19 pagesInternational Log Building Standardsursind100% (1)
- SHINI Hopper-Loader - SAL-400 SERIES MANUALDocument38 pagesSHINI Hopper-Loader - SAL-400 SERIES MANUALRick ChenNo ratings yet
- Oral and Practical Tests: MechanicDocument19 pagesOral and Practical Tests: MechanicHugo AlmeidaNo ratings yet
- Pump HydraulicsDocument5 pagesPump HydraulicsSiddharth Kharat100% (1)
- DTH Equipment - Product - Catalogue - tcm45-3560033 PDFDocument48 pagesDTH Equipment - Product - Catalogue - tcm45-3560033 PDFJALFARORONo ratings yet
- Cryx Necro Energy NecrotiteDocument2 pagesCryx Necro Energy NecrotitecameronhyndmanNo ratings yet
- Nitobond EP 0608Document2 pagesNitobond EP 0608James PittsNo ratings yet
- TF Section - MICET 2016Document21 pagesTF Section - MICET 2016Eddie D SouzaNo ratings yet
- FADesignManual v2 14 SP PDFDocument88 pagesFADesignManual v2 14 SP PDFpandu lambangNo ratings yet
- 1329804769qno 5,6,7Document94 pages1329804769qno 5,6,7Aman MishraNo ratings yet
- Mycom Nims ProptimaDocument4 pagesMycom Nims ProptimasamnemriNo ratings yet
- Online Quiz System DocumentationDocument92 pagesOnline Quiz System DocumentationSultan Aiman100% (1)
- Thermostats and Dial Thermometers PDFDocument252 pagesThermostats and Dial Thermometers PDFAsep MustopaNo ratings yet
- Dual Band Mobile Phone Service ManualDocument40 pagesDual Band Mobile Phone Service Manualأبو عبد الرحمان زهيرNo ratings yet
- Structural Analysis of Beams Using Moment Distribution MethodDocument15 pagesStructural Analysis of Beams Using Moment Distribution MethodneetuNo ratings yet