You might also like
- SSI Report On Plywood ManufacturingDocument33 pagesSSI Report On Plywood ManufacturingSanjay Hingankar75% (59)
- Project Report On Corrugated Boxes (Automatic Plant)Document6 pagesProject Report On Corrugated Boxes (Automatic Plant)EIRI Board of Consultants and PublishersNo ratings yet
- Project Report On Corrugated Boxes FactoryDocument8 pagesProject Report On Corrugated Boxes FactoryEIRI Board of Consultants and Publishers0% (1)
- Business PlanDocument20 pagesBusiness PlanDiwakar SHARMANo ratings yet
- Internship Report at Western India PlywoodsDocument117 pagesInternship Report at Western India PlywoodsVisruth K Ananad56% (9)
- Project For Saw MillDocument38 pagesProject For Saw MillMohd touseef100% (3)
- Slp-Project ReportDocument55 pagesSlp-Project Reportnaresh4mrktg100% (1)
- Project ReportDocument61 pagesProject Reportjeetto75% (4)
- Report On Granite IndustryDocument10 pagesReport On Granite IndustryVamshiKrishna100% (4)
- PRINTING PRESS PROJECT REPORTDocument4 pagesPRINTING PRESS PROJECT REPORTSrikanta Sahu50% (8)
- Project Profile Paper PlatesDocument12 pagesProject Profile Paper PlatesRamakrishnan Rajappan100% (2)
- Plywood IndustryDocument129 pagesPlywood IndustryDIWAKAR SHARMA100% (1)
- Project Report On Marketing of Industrial Paint 1Document55 pagesProject Report On Marketing of Industrial Paint 1Pravin Patil100% (3)
- Production of PlywoodDocument18 pagesProduction of PlywoodRv Pilongo67% (3)
- Plywood Manufacturing ProcessDocument40 pagesPlywood Manufacturing Processanon_61481338750% (2)
- Project of Wall PuttyDocument4 pagesProject of Wall PuttyVineet MishraNo ratings yet
- Rice Mill - Detailed Project Report - 9t Per Hour - For Finance, Subsidy & Project Related Support Contact - 9861458008Document50 pagesRice Mill - Detailed Project Report - 9t Per Hour - For Finance, Subsidy & Project Related Support Contact - 9861458008Radha Krishna Sahoo100% (2)
- Project Report On Upvc Door/windows FrameDocument8 pagesProject Report On Upvc Door/windows FrameEIRI Board of Consultants and Publishers67% (3)
- SIP in Plywood and LaminatesDocument71 pagesSIP in Plywood and LaminatesAmiya Raut100% (2)
- Understanding Rice Milling OperationsDocument68 pagesUnderstanding Rice Milling OperationsChannu Arjun100% (1)
- Paper Industry Project ReportDocument38 pagesPaper Industry Project Reportkamdica83% (30)
- In Plant Project Report On KAJAH TEA COMPANY PVT LTDDocument103 pagesIn Plant Project Report On KAJAH TEA COMPANY PVT LTDPrasanth Prabhakar80% (10)
- Industrial Project Report On GRANITE MARBLE CUTTING AND POLISHING UNITDocument5 pagesIndustrial Project Report On GRANITE MARBLE CUTTING AND POLISHING UNITeiribooks40% (5)
- Wooden Furniture Manufacturing Unit Project ProfileDocument5 pagesWooden Furniture Manufacturing Unit Project Profilearka gifts100% (1)
- Project DocumentDocument80 pagesProject DocumentAnonymous 5RO7Xov3A4100% (1)
- Annd Rice MillDocument54 pagesAnnd Rice MillGreatAkx100% (1)
- HDPE Pipes Plant Project ReportDocument4 pagesHDPE Pipes Plant Project ReportMahaveer P Upadhye100% (1)
- Rice Mill ProjectDocument24 pagesRice Mill Projectbull88% (8)
- Project Profile On Tissue Paper ManufacturingDocument5 pagesProject Profile On Tissue Paper ManufacturingKamalam Cloudsoft100% (4)
- Rice Mill Project ReportDocument31 pagesRice Mill Project ReportNajeeb Mirza Khan50% (2)
- Project Report of Food Grains ProcessingDocument21 pagesProject Report of Food Grains ProcessingSTRAIGHT TALK BY SURYA PRAKASH100% (3)
- Marketing Management Project - Asian PaintsDocument40 pagesMarketing Management Project - Asian Paintsjhunababu100% (12)
- Plywood Manufacturing ProcessesDocument33 pagesPlywood Manufacturing Processesmikogonzalve100% (4)
- Paper Plate FinalDocument23 pagesPaper Plate FinalRodrru Saha Jit100% (4)
- Nabard Rice Mill ProjectDocument13 pagesNabard Rice Mill ProjectJayant Aggarwal80% (10)
- Project Report On Cattle Feed (Pashu Aahar)Document7 pagesProject Report On Cattle Feed (Pashu Aahar)EIRI Board of Consultants and Publishers100% (1)
- Sugarcane Bagasse Pulp Molded Tableware Production LineDocument19 pagesSugarcane Bagasse Pulp Molded Tableware Production LineHarsh Goyal50% (4)
- Plywood Product ProfileDocument46 pagesPlywood Product Profilekhantdarshan100% (1)
- The History of Plywood Industry in India Is OldDocument6 pagesThe History of Plywood Industry in India Is Oldguptapunit03100% (3)
- Siddharth's ProjectDocument46 pagesSiddharth's ProjectSamuel DavisNo ratings yet
- Indian Economy Changing DramaticallyDocument60 pagesIndian Economy Changing DramaticallyMahesh Kumar50% (2)
- Project Report On Aluminium Doors and Windows, Upvc Doors and Windows, & Structural Glazing, Aluminium Composite Panel Fabrication UnitDocument8 pagesProject Report On Aluminium Doors and Windows, Upvc Doors and Windows, & Structural Glazing, Aluminium Composite Panel Fabrication UnitEIRI Board of Consultants and Publishers100% (3)
- Medical and Pharmacy StoreDocument14 pagesMedical and Pharmacy StoreShreyans Tejpal Shah67% (3)
- Project Report On Kraft Paper From Waste Paper (20 TPD)Document7 pagesProject Report On Kraft Paper From Waste Paper (20 TPD)EIRI Board of Consultants and PublishersNo ratings yet
- Project Report On Disposable Biodegradable Plates, Cups and Other ProductsDocument7 pagesProject Report On Disposable Biodegradable Plates, Cups and Other ProductsEIRI Board of Consultants and Publishers0% (1)
- Ramdev Food Products Project ReportDocument13 pagesRamdev Food Products Project Reporttoto0485875% (4)
- Project Profile On Paper Cups-10lDocument14 pagesProject Profile On Paper Cups-10lRamakrishnan RajappanNo ratings yet
- Project Report On Biodegradable Plates, Glasses, Food Container, Spoon Etc.Document6 pagesProject Report On Biodegradable Plates, Glasses, Food Container, Spoon Etc.EIRI Board of Consultants and Publishers0% (1)
- Project Report On Processing of AttaDocument16 pagesProject Report On Processing of AttaRaghu Kurada100% (3)
- Project Report On Pavers Block ManufacturingDocument11 pagesProject Report On Pavers Block ManufacturingEIRI Board of Consultants and Publishers100% (2)
- Project Report ON Dal MillDocument24 pagesProject Report ON Dal MillGOLLAVILLI GANESH50% (2)
- Aluminium utensils project reportDocument35 pagesAluminium utensils project reportAmrendra KumarNo ratings yet
- Explore Creativity Explore Design Witness Innovation Feel Quality Find Inspiration Its All Here at PYRAMID TIMBERDocument74 pagesExplore Creativity Explore Design Witness Innovation Feel Quality Find Inspiration Its All Here at PYRAMID TIMBERAnkitha KavyaNo ratings yet
- Training ReportDocument17 pagesTraining ReportprabhatNo ratings yet
- Project Report On Pu Foam MattressDocument5 pagesProject Report On Pu Foam MattressEIRI Board of Consultants and PublishersNo ratings yet
- Contact WILLFORCE for Woven Sack Project DetailsDocument6 pagesContact WILLFORCE for Woven Sack Project DetailsBalas43100% (2)
- Fiber Foam Thermobonded Nonwovens Project-1Document14 pagesFiber Foam Thermobonded Nonwovens Project-1Pankaj ChoudharyNo ratings yet
- Rushil Decor LTD-1Document20 pagesRushil Decor LTD-1santhosh GowdaNo ratings yet
- MAINTANANCEDocument34 pagesMAINTANANCEpeterNo ratings yet
- 03 - Film Polythene Including Wide Width Film by L B S YadavDocument60 pages03 - Film Polythene Including Wide Width Film by L B S YadavAmitNo ratings yet
- Haridwar To DelhiDocument2 pagesHaridwar To DelhiSumit BhardwajNo ratings yet
- Plantation Species Matrix For Roadside PlantationDocument25 pagesPlantation Species Matrix For Roadside PlantationEngr Nissar KakarNo ratings yet
- Forest Licence Application Terms ConditionsDocument10 pagesForest Licence Application Terms ConditionsSumit BhardwajNo ratings yet
- VaneerPlywoods 5Document2 pagesVaneerPlywoods 5Sumit BhardwajNo ratings yet
- Tourism Dinvestment of TRH Naukuchiatal 13Document1 pageTourism Dinvestment of TRH Naukuchiatal 13Sumit BhardwajNo ratings yet
- Chandan Salary SlipDocument5 pagesChandan Salary SlipSumit BhardwajNo ratings yet
- Tourism Divestment of TRH Dhanulti Heights 27Document1 pageTourism Divestment of TRH Dhanulti Heights 27Sumit BhardwajNo ratings yet
- Chandan Salary SlipDocument5 pagesChandan Salary SlipSumit BhardwajNo ratings yet
- To The Maintenance Department, Horizon Kings Court, Civil Lines, Bareilly U.PDocument1 pageTo The Maintenance Department, Horizon Kings Court, Civil Lines, Bareilly U.PSumit BhardwajNo ratings yet
- To The Maintenance Department, Horizon Kings Court, Civil Lines, Bareilly U.PDocument1 pageTo The Maintenance Department, Horizon Kings Court, Civil Lines, Bareilly U.PSumit BhardwajNo ratings yet
- Permit and License RenewalDocument237 pagesPermit and License RenewalSumit BhardwajNo ratings yet
- Request For QuotationDocument20 pagesRequest For QuotationSumit BhardwajNo ratings yet
- Android App Development Workshop FundamentalsDocument7 pagesAndroid App Development Workshop FundamentalsSumit BhardwajNo ratings yet
- Stock Register StoreDocument1,218 pagesStock Register StoreSantanu Kumar SahuNo ratings yet
- PJ1117CM-2 5VDocument6 pagesPJ1117CM-2 5VАлексей ГомоновNo ratings yet
- Current Developments in Lens DesignDocument12 pagesCurrent Developments in Lens DesignMahabub HossainNo ratings yet
- Tda 1526Document15 pagesTda 1526Adilcio Melo0% (1)
- Engineering Data, Summary of Productivity 2022Document2 pagesEngineering Data, Summary of Productivity 2022Listya AnggrainiNo ratings yet
- Oracle Baseline Security ChecklistDocument15 pagesOracle Baseline Security ChecklistChidi OkerekeNo ratings yet
- The Five Generations of Computers: AssignmentDocument10 pagesThe Five Generations of Computers: Assignmentjismon_kjNo ratings yet
- Panama Canal Requirements N10-2018Document11 pagesPanama Canal Requirements N10-2018Anca Geanina100% (1)
- Rob Thomas Digital Booklet - Cradle SongDocument15 pagesRob Thomas Digital Booklet - Cradle SongAgnieszka ŁukowskaNo ratings yet
- Updated After 11th BoS Course Curriculum - B.tech CSEDocument120 pagesUpdated After 11th BoS Course Curriculum - B.tech CSEAnonymous 9etQKwWNo ratings yet
- Factors Effecting PerformanceDocument47 pagesFactors Effecting Performancebembie83No ratings yet
- SANY SSR180C 8 OM EN PreviewDocument31 pagesSANY SSR180C 8 OM EN Previewzaploc.admNo ratings yet
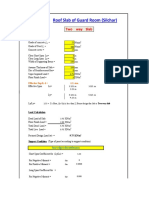
- Roof Slab of Guard RoomDocument3 pagesRoof Slab of Guard RoomAditya KumarNo ratings yet
- HTML Project RestaurantDocument8 pagesHTML Project RestaurantSandeep Chowdary0% (1)
- Christianity and Online Spirituality Cybertheology As A Contribution To Theology in IndonesiaDocument18 pagesChristianity and Online Spirituality Cybertheology As A Contribution To Theology in IndonesiaRein SiraitNo ratings yet
- Geometric Design of Highways for EngineersDocument39 pagesGeometric Design of Highways for EngineersZeleke TaimuNo ratings yet
- Ranking 4Document34 pagesRanking 4Deepti BhatiaNo ratings yet
- Smart Payment MeterDocument2 pagesSmart Payment MeterJesus Castro OrozcoNo ratings yet
- GRC Fiori End User Guide Final - V2Document75 pagesGRC Fiori End User Guide Final - V2Subhash BharmappaNo ratings yet
- Ficha Tecnica 750 GPMDocument156 pagesFicha Tecnica 750 GPMByron Chele0% (2)
- Surging & Blow Out of Loop Seals in A CFBC BoilerDocument9 pagesSurging & Blow Out of Loop Seals in A CFBC Boilermohamed faragNo ratings yet
- LR Phono PreampsDocument44 pagesLR Phono PreampsMartin FernandezNo ratings yet
- Trace MasterDocument29 pagesTrace Masterapi-3858801No ratings yet
- Tutorial Ip 2 Win EnglishDocument25 pagesTutorial Ip 2 Win EnglishGarry Zein0% (1)
- Shivam Public School: Half Yearly Exam (2019-20) Class-VII Subject - S.S.T Time:3 HoursDocument4 pagesShivam Public School: Half Yearly Exam (2019-20) Class-VII Subject - S.S.T Time:3 HoursSHIVAM TAYALNo ratings yet
- Attachment To Division Memorandum No. - , S, 2020Document3 pagesAttachment To Division Memorandum No. - , S, 2020Jasmin Move-RamirezNo ratings yet
- Milenium BypassDocument1 pageMilenium BypassdinotecNo ratings yet
- Application for Assistant Engineer PostDocument3 pagesApplication for Assistant Engineer PostKandasamy Pandian SNo ratings yet
- UAV Course SyllabusDocument3 pagesUAV Course Syllabushindaputra374100% (3)
- 1893 Shadow RunDocument6 pages1893 Shadow RungibbamonNo ratings yet