You might also like
- ART Threaded Fastener Design and AnalysisDocument40 pagesART Threaded Fastener Design and AnalysisAarón Escorza MistránNo ratings yet
- A. Palmgren RevisitedDocument12 pagesA. Palmgren RevisitedahmedbeaetNo ratings yet
- CA6NMDocument2 pagesCA6NMjoene3No ratings yet
- Failure PDFDocument101 pagesFailure PDFManuel GasparNo ratings yet
- WR424GB00DDocument16 pagesWR424GB00DIgor San Martín PeñalozaNo ratings yet
- Martensite and The Control of Retained AusteniteDocument6 pagesMartensite and The Control of Retained AusteniteMarcoTulioFonsecaNo ratings yet
- Austenitic Stainless SteelsDocument23 pagesAustenitic Stainless SteelsAndrea VieyraNo ratings yet
- An Excellent Reference On Fastener DesignDocument32 pagesAn Excellent Reference On Fastener DesignSuthirak SumranNo ratings yet
- Alcoa Aerospace Briefing June92011Document20 pagesAlcoa Aerospace Briefing June92011Mark Evan SalutinNo ratings yet
- Astm A391-A391m-07Document3 pagesAstm A391-A391m-07NadhiraNo ratings yet
- Understanding corrosion basics and high-temperature sulfidationDocument1 pageUnderstanding corrosion basics and high-temperature sulfidationCristian Cutipa MendozaNo ratings yet
- Astm A270 2015 enDocument6 pagesAstm A270 2015 enHugo AT alvaradoNo ratings yet
- 1.the Basics of Ferrous MetallurgyDocument83 pages1.the Basics of Ferrous MetallurgyfenasikerimNo ratings yet
- Rene 41Document66 pagesRene 41sunsirNo ratings yet
- Fundamental Metallurgy of Niobium in SteelDocument74 pagesFundamental Metallurgy of Niobium in SteelCarlos Viana100% (1)
- Cobalt Based Super AlloysDocument203 pagesCobalt Based Super AlloysLou ParkerNo ratings yet
- Stainless Steel Microstructure, Mechanical Properties and Methods of Application - 2015Document291 pagesStainless Steel Microstructure, Mechanical Properties and Methods of Application - 2015Ariel NemcoNo ratings yet
- Aerospace Material Specification: AMS5709 REV. HDocument6 pagesAerospace Material Specification: AMS5709 REV. Hfelipe jurema100% (1)
- Alloys: Ferrous FeuhDocument14 pagesAlloys: Ferrous Feuhsunsir100% (1)
- AISI 4340 HSLA Under Quenched and Tempered Conditions PDFDocument9 pagesAISI 4340 HSLA Under Quenched and Tempered Conditions PDFMs3a ProduksiNo ratings yet
- Casting Aluminum Alloys PDFDocument14 pagesCasting Aluminum Alloys PDFfeni4kaNo ratings yet
- Machine Elements Design GuideDocument83 pagesMachine Elements Design GuideAyush Bhardwaj100% (1)
- Din 1302 SupplementDocument2 pagesDin 1302 SupplementRodrigo García Cruz100% (1)
- Section VDocument151 pagesSection Vsafeer ahmad100% (1)
- Hsla SteelDocument22 pagesHsla SteelriteshbarmanNo ratings yet
- Investigation of Microstructures and Properties ofDocument4 pagesInvestigation of Microstructures and Properties oftiagoness85No ratings yet
- Fastener FailuresDocument3 pagesFastener FailuresWylliam Diel WagnerNo ratings yet
- Section II A SA-20 - SA-20M PDFDocument45 pagesSection II A SA-20 - SA-20M PDFSocrates MoralesNo ratings yet
- SpecialEdition3 - Gas Nitriding and Nitrocarburising138 - 177074Document48 pagesSpecialEdition3 - Gas Nitriding and Nitrocarburising138 - 177074ABRAHAM SILVA HERNANDEZNo ratings yet
- Past Present and Future of The Duplex Stainless SteelsDocument10 pagesPast Present and Future of The Duplex Stainless SteelsbayumahardikaNo ratings yet
- Heat Treatmhent 2Document483 pagesHeat Treatmhent 2Recep VatanseverNo ratings yet
- The 4 Main Types of Steel: Carbon, Alloy, Tool, and StainlessDocument4 pagesThe 4 Main Types of Steel: Carbon, Alloy, Tool, and StainlessVivek KambleNo ratings yet
- Review of Creep Resistant SteelsDocument4 pagesReview of Creep Resistant SteelsAleš NagodeNo ratings yet
- ASTM A194 - CS Bolting PDFDocument11 pagesASTM A194 - CS Bolting PDFFariz Andriawan100% (1)
- Aisi 4130 Si Aisi 4140Document1 pageAisi 4130 Si Aisi 4140vaseaNo ratings yet
- Engineering Science and Technology, An International JournalDocument7 pagesEngineering Science and Technology, An International JournalIago CazottoNo ratings yet
- Fatigue Behavior in Monocrystalline Ni-Based Superalloys For Blade ApplicationsDocument6 pagesFatigue Behavior in Monocrystalline Ni-Based Superalloys For Blade ApplicationsVesa Räisänen100% (1)
- Decomposition of Austenite in Austenitic Stainless SteelsDocument13 pagesDecomposition of Austenite in Austenitic Stainless SteelsregistrosegNo ratings yet
- Modern High Strength Niobium Microallyed Structural SteelsDocument26 pagesModern High Strength Niobium Microallyed Structural SteelsimetallurgyNo ratings yet
- 1984 Surf Roughness PGDocument8 pages1984 Surf Roughness PGHussn YazdanNo ratings yet
- The Effect of Heat Treatment On Mechanical Properties and Corrosion Behavior of AISI420 Martensitic Stainless SteelDocument6 pagesThe Effect of Heat Treatment On Mechanical Properties and Corrosion Behavior of AISI420 Martensitic Stainless Steelanon_506964735No ratings yet
- Brief Study on Nickel-Based Superalloys (39Document22 pagesBrief Study on Nickel-Based Superalloys (39VIMAL JOSHYNo ratings yet
- Austempered Ductile Cast Iron Properties and ApplicationsDocument10 pagesAustempered Ductile Cast Iron Properties and Applicationshrk100No ratings yet
- Inconel 625 PDFDocument58 pagesInconel 625 PDF孙俊磊No ratings yet
- Heat Treatment of SuperalloysDocument15 pagesHeat Treatment of SuperalloysJ JhansibaiNo ratings yet
- Corrosion in Stainless Steel ! - Know The Facts !!Document22 pagesCorrosion in Stainless Steel ! - Know The Facts !!faith23dbagulNo ratings yet
- Welding of 13%Cr-4%Ni Stainless Steel: Effects of Composition, Welding Material and Heat TreatmentDocument19 pagesWelding of 13%Cr-4%Ni Stainless Steel: Effects of Composition, Welding Material and Heat Treatmentvasea100% (1)
- Propeller Turbine Vs Kaplan TurbineDocument26 pagesPropeller Turbine Vs Kaplan TurbineUmarKhan0% (1)
- Cast MaterialsDocument6 pagesCast MaterialsJhonny AlvarezNo ratings yet
- Development of Coarse-Grained Structure During RecrystallizationDocument20 pagesDevelopment of Coarse-Grained Structure During Recrystallizationsivajirao70100% (1)
- Heat Treatment Methods for Commercial Engineering SteelsDocument34 pagesHeat Treatment Methods for Commercial Engineering SteelsmeNo ratings yet
- Steel Grain Size CalculationDocument17 pagesSteel Grain Size CalculationtechneoNo ratings yet
- Effects of Inclusions On Microstructure and Properties of Heat-Affected-Zone For HSLA SPFH 590Document4 pagesEffects of Inclusions On Microstructure and Properties of Heat-Affected-Zone For HSLA SPFH 590IJRASETPublicationsNo ratings yet
- Vanadium Alloyed SteelsDocument8 pagesVanadium Alloyed Steelskarthik vasan bNo ratings yet
- A New Role For Microalloyed SteelsDocument11 pagesA New Role For Microalloyed SteelsMuhammed SulfeekNo ratings yet
- Nickel Aluminide Properties and UsesDocument15 pagesNickel Aluminide Properties and UsesArun Gs100% (1)
- SuperalloysDocument8 pagesSuperalloysSgk ManikandanNo ratings yet
- Vanadium microalloying in hot rolled steel sheetDocument9 pagesVanadium microalloying in hot rolled steel sheetUlises Quintana CarhuanchoNo ratings yet
- Common Titanium Equivalents - AerospaceDocument2 pagesCommon Titanium Equivalents - AerospaceBoki BorisNo ratings yet
- Effect of Tempering Temperature On Microstructure and Mechanical Properties of AISI 6150 SteelDocument5 pagesEffect of Tempering Temperature On Microstructure and Mechanical Properties of AISI 6150 SteelCường BéoNo ratings yet
- New Metallic Materials-Al-Li AlloysDocument23 pagesNew Metallic Materials-Al-Li AlloyszorazhrNo ratings yet
- 40 CrMo 4Document5 pages40 CrMo 4utpalchauhan6486100% (1)
- Aws WJ 202009Document78 pagesAws WJ 202009Fernando Emmanuel BenitezNo ratings yet
- AISI 1035 cs46Document2 pagesAISI 1035 cs46Russell ShacklefordNo ratings yet
- An Evaluation of The Crack Growth and Fracture Properties of AISI 403 Stainless SteelDocument18 pagesAn Evaluation of The Crack Growth and Fracture Properties of AISI 403 Stainless SteelRodrigo MarinNo ratings yet
- Lecture 3 Torsion and DislocationsDocument6 pagesLecture 3 Torsion and Dislocationsmuthupecmec4908No ratings yet
- History of Stainless SteelDocument65 pagesHistory of Stainless SteelMayank100% (1)
- PREN Number Effect On AlloyDocument6 pagesPREN Number Effect On AlloyVed JoshiNo ratings yet
- Procedure Development For Brazing Inconel 718 Honeycomb Sandwich StructuresDocument8 pagesProcedure Development For Brazing Inconel 718 Honeycomb Sandwich StructuresAchmad Arifudin HidayatullohNo ratings yet
- Grain Size and Mechanical Properties of Low Carbon Cast SteelDocument7 pagesGrain Size and Mechanical Properties of Low Carbon Cast SteelDilip Kumar SarkarNo ratings yet
- Murakami, Endo - Effects of Defects, Inclusions and Inhomogeneities On Fatigue StrengthDocument20 pagesMurakami, Endo - Effects of Defects, Inclusions and Inhomogeneities On Fatigue StrengthDavid C HouserNo ratings yet
- Effect of Forging Surface On Fatigue Behavior of Steels A Literature ReviewDocument56 pagesEffect of Forging Surface On Fatigue Behavior of Steels A Literature ReviewCan ERTANNo ratings yet
- Shallow Crack Fracture Mechanics Toughness Tests and Applications: First International ConferenceFrom EverandShallow Crack Fracture Mechanics Toughness Tests and Applications: First International ConferenceNo ratings yet
- Material and Processes Engineer (Aerospace) : Ati Aplicat Deja La Acest Job Scurta Descriere A CompanieiDocument1 pageMaterial and Processes Engineer (Aerospace) : Ati Aplicat Deja La Acest Job Scurta Descriere A CompanieivaseaNo ratings yet
- Aisi 4340Document3 pagesAisi 4340vaseaNo ratings yet
- Surface Roughness Conversion ChartDocument1 pageSurface Roughness Conversion ChartAnonymous LtbsU1zNo ratings yet
- Surface Roughness ConversionsDocument2 pagesSurface Roughness ConversionsvaseaNo ratings yet
- Helicoil Plus en 0100Document56 pagesHelicoil Plus en 0100vaseaNo ratings yet
- Metric Insert Catalog SectionDocument4 pagesMetric Insert Catalog SectionvaseaNo ratings yet
- Surface Roughness ConversionsDocument2 pagesSurface Roughness ConversionsvaseaNo ratings yet
- New Generation Polymer Quenchant for Heavy ForgingsDocument6 pagesNew Generation Polymer Quenchant for Heavy ForgingsvaseaNo ratings yet
- 12.role of FerriteDocument2 pages12.role of FerritevaseaNo ratings yet
- 5 SchaefflerDocument14 pages5 Schaefflervasea100% (1)
- Diseno de Mazarotas PDFDocument45 pagesDiseno de Mazarotas PDFAriel GarciaNo ratings yet
- Astm A 247 - 67 R98Document2 pagesAstm A 247 - 67 R98Er WidodoNo ratings yet
- WLODAWERpart2 PDFDocument80 pagesWLODAWERpart2 PDFvivek1312No ratings yet
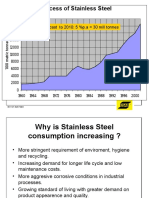
- Success of Stainless Steel: 18000 20000 Forecast To 2010: 5 %p.a 30 Mill TonnesDocument14 pagesSuccess of Stainless Steel: 18000 20000 Forecast To 2010: 5 %p.a 30 Mill TonnesvaseaNo ratings yet
- Design of Gating and Riser System For Grate Bar CastingDocument6 pagesDesign of Gating and Riser System For Grate Bar CastingvaseaNo ratings yet
- JIS G5501-1995 Gray Iron CastingsDocument12 pagesJIS G5501-1995 Gray Iron CastingsNicole Keith100% (2)
- Tech Data 8APPENDIXAPolymerQuenchingDocument13 pagesTech Data 8APPENDIXAPolymerQuenchingBalram JiNo ratings yet
- Gating-Risering Sec2Document35 pagesGating-Risering Sec2jagan_4u100% (1)
- Flow 3d Cast PDFDocument15 pagesFlow 3d Cast PDFvasea100% (1)
- Iron SpecsDocument1 pageIron SpecsvaseaNo ratings yet
- Flow 3d Cast PDFDocument15 pagesFlow 3d Cast PDFvasea100% (1)
- Cast Iron Vs Ductile IronDocument2 pagesCast Iron Vs Ductile IronJayakrishnan RadhakrishnanNo ratings yet
- Iso 2415 - For ShackleDocument26 pagesIso 2415 - For ShackleSajith VNo ratings yet
- AISI 1040 Carbon Steel Properties GuideDocument3 pagesAISI 1040 Carbon Steel Properties GuideAbhinav BhatnagarNo ratings yet
- Basic Metallurgy and WeldingDocument1 pageBasic Metallurgy and WeldingBobby WongNo ratings yet
- Drilling Bit Introduction and Bit Selection (Part 2)Document32 pagesDrilling Bit Introduction and Bit Selection (Part 2)Ali AlakariNo ratings yet
- 2019 - Challenges Associated With The Wire Arc Additive Manufacturing (WAAM) of Aluminum AlloysDocument10 pages2019 - Challenges Associated With The Wire Arc Additive Manufacturing (WAAM) of Aluminum AlloysFernando WeisseNo ratings yet
- Asme 437 Sa-437mDocument6 pagesAsme 437 Sa-437mAnonymous GhPzn1xNo ratings yet
- BEL Q PaperDocument79 pagesBEL Q Papersrijin0% (1)
- A.K. AUTOMATIC LTD, ROHTAKDocument39 pagesA.K. AUTOMATIC LTD, ROHTAKTinku BudhwarNo ratings yet
- Practical Data For Metallurgists 2Document68 pagesPractical Data For Metallurgists 2Claudia MmsNo ratings yet
- 6-Heat Treatable Low-Alloy SteelsDocument17 pages6-Heat Treatable Low-Alloy SteelsMunim Dar100% (1)
- Everything You Need to Know About Gray Iron Properties and ProductionDocument13 pagesEverything You Need to Know About Gray Iron Properties and ProductionmetkarthikNo ratings yet
- Aluminium PCMDocument25 pagesAluminium PCMKarthi Kaiean100% (2)
- VDM Alloy 625Document14 pagesVDM Alloy 625Mukesh kumarNo ratings yet
- Malin Efficient WeldingDocument360 pagesMalin Efficient WeldingPatrick SummersNo ratings yet
- Silabus Body 2017Document2 pagesSilabus Body 2017Farhandika AkbarNo ratings yet
- New materials for sour gas drill pipeDocument2 pagesNew materials for sour gas drill pipeamigofirmNo ratings yet
- Haldfield SteelDocument10 pagesHaldfield SteelSinan YıldızNo ratings yet
- Chapter 13 - Heat Treatment of SteelsDocument61 pagesChapter 13 - Heat Treatment of SteelsMahmoud AsfourNo ratings yet
- Guia Practica Eleccion AporteDocument26 pagesGuia Practica Eleccion AporteNegrito RosarinoNo ratings yet
- F1079Document2 pagesF1079Gustavo Suarez100% (1)
- TPC Training Recommends The Following Courses For Pipe FittersDocument84 pagesTPC Training Recommends The Following Courses For Pipe FittersKeneth Samson Del Carmen100% (1)