You might also like
- FRP ItpDocument2 pagesFRP ItpHrishikesan100% (2)
- High HDT Superior Vinyl Ester Resin - Crest731Document3 pagesHigh HDT Superior Vinyl Ester Resin - Crest731GautamNo ratings yet
- ISO 9001, ISO 14001 & OHSAS 18001 Certified Product Data SheetDocument3 pagesISO 9001, ISO 14001 & OHSAS 18001 Certified Product Data SheetHendri Dwi cahyonoNo ratings yet
- Method of Statement For FRP Lining TankDocument5 pagesMethod of Statement For FRP Lining Tankmoytabura96100% (3)
- Storage Tank API 650Document20 pagesStorage Tank API 650jalison07xNo ratings yet
- BOQ For Pipe Fittings For HP & MP Steam PDFDocument2 pagesBOQ For Pipe Fittings For HP & MP Steam PDFsppatilNo ratings yet
- Sample FRP Tank SpecificationDocument8 pagesSample FRP Tank Specificationapparaokr100% (1)
- 09 Job Procedure For Fire ProofingDocument4 pages09 Job Procedure For Fire ProofingAlvin Smith100% (2)
- There Are Three Main Groups of Resin:: Polyester ResinsDocument1 pageThere Are Three Main Groups of Resin:: Polyester ResinsmukeshNo ratings yet
- FRP Tank Concrete FoundationDocument2 pagesFRP Tank Concrete Foundationyogacruise0% (1)
- Paint Code Standard ListDocument1 pagePaint Code Standard Listravi00098No ratings yet
- Blue SealDocument3 pagesBlue Sealpandey7108767% (3)
- Specification For FRP TankDocument10 pagesSpecification For FRP TankKyaw Kyaw Aung75% (4)
- Painting ReportDocument1 pagePainting Reportbaidu1980No ratings yet
- PARATHERM 600 HEAT RESISTING FINISHDocument2 pagesPARATHERM 600 HEAT RESISTING FINISHyarth880% (1)
- Asian Paints (Technical Details) PDFDocument2 pagesAsian Paints (Technical Details) PDFanon_87010987350% (2)
- PWHT Storage Tanks Rev A 1 PDFDocument6 pagesPWHT Storage Tanks Rev A 1 PDFVishalDhiman50% (2)
- QAP For Painting WorksDocument3 pagesQAP For Painting WorksRanjan KumarNo ratings yet
- Fiberglass Coating SpecDocument3 pagesFiberglass Coating Specponnivalavans_994423100% (1)
- Chimney NotesDocument3 pagesChimney NotesmonojitdeyNo ratings yet
- Revision Questions PA 10 Specific Page 23-12Document2 pagesRevision Questions PA 10 Specific Page 23-12Bayu Falen100% (2)
- Protective Coating Procedure for GRP, HDPE & PVC External SurfacesDocument1 pageProtective Coating Procedure for GRP, HDPE & PVC External SurfacesAnsar AliNo ratings yet
- FRP Lamination of Steel StructuresDocument2 pagesFRP Lamination of Steel StructuresBaisel RahumanNo ratings yet
- Vertical Foam Bladder Tank Technical SpecsDocument4 pagesVertical Foam Bladder Tank Technical SpecsJorge InostrozaNo ratings yet
- Waterproofing STP tanks with MasterProtect 1812Document7 pagesWaterproofing STP tanks with MasterProtect 1812Kvrd PrasadNo ratings yet
- LPG Storage Tanks LPG Tank 100 M Ton Qty LPG Tank 100 M Ton QtyDocument69 pagesLPG Storage Tanks LPG Tank 100 M Ton Qty LPG Tank 100 M Ton QtyIqra AngelsNo ratings yet
- Neropoxy 266 MIO HB Coating GuideDocument2 pagesNeropoxy 266 MIO HB Coating Guidenimish.aquamarine0% (1)
- QAP TanksDocument3 pagesQAP TanksAnonymous zejWt17100% (2)
- Disclosure To Promote The Right To InformationDocument22 pagesDisclosure To Promote The Right To InformationVoyants Solution pvt. ltd.No ratings yet
- Aban Constructions Pvt. LTD: Procedure For PaintingDocument4 pagesAban Constructions Pvt. LTD: Procedure For PaintingAkhilesh KumarNo ratings yet
- Hume Pipe BOQ For QuoteDocument4 pagesHume Pipe BOQ For Quotebsenthil78No ratings yet
- 7 CalculationDocument15 pages7 CalculationMohamed NouzerNo ratings yet
- ppp-93 FRP Tank Inspection PDFDocument56 pagesppp-93 FRP Tank Inspection PDFSiraj KhanNo ratings yet
- Structural Wall Bulging IssueDocument8 pagesStructural Wall Bulging IssueJitender Tanwar100% (1)
- Painting PDFDocument58 pagesPainting PDFsusanta100% (1)
- Surface Area of A DomeDocument1 pageSurface Area of A Domeام يمنى ايمنNo ratings yet
- Rectangular tank calculation sheet designDocument13 pagesRectangular tank calculation sheet designKamod Rai100% (1)
- Ashirvad Pipes Pvt. LTD., Bangalore: Test Report of Upvc Reclaim Pipes As Per Astm D 1785Document9 pagesAshirvad Pipes Pvt. LTD., Bangalore: Test Report of Upvc Reclaim Pipes As Per Astm D 1785mohd shirazNo ratings yet
- Falcon Zinc Metal Industries L.L.CDocument7 pagesFalcon Zinc Metal Industries L.L.Ccyril nbhhNo ratings yet
- Protect Industrial Chemical Tanks Under 40 CharactersDocument16 pagesProtect Industrial Chemical Tanks Under 40 CharactersChonTicha'100% (1)
- A223 6 44 0074Document15 pagesA223 6 44 0074mishtinilNo ratings yet
- Spark Testing Procedure for Rubber LiningsDocument2 pagesSpark Testing Procedure for Rubber LiningsVivekananthNo ratings yet
- Protective Coatings for Severe EnvironmentsDocument3 pagesProtective Coatings for Severe Environmentssantosh0% (1)
- 025 - Guard Zinc Phosphate Epoxy PrimerDocument3 pages025 - Guard Zinc Phosphate Epoxy PrimerBalgo BalgobinNo ratings yet
- Rates of Pakur variety stone aggregates at different railway yardsDocument5 pagesRates of Pakur variety stone aggregates at different railway yardsSwapan Kumar DharaNo ratings yet
- BoQs - Constructing An Elevated Concrete Water Tank With Capacity of 150...Document2 pagesBoQs - Constructing An Elevated Concrete Water Tank With Capacity of 150...Airesh Go100% (2)
- FRP Fabrication ManualDocument26 pagesFRP Fabrication ManualTanmay Majhi100% (1)
- Method Statement For Application of GRP Lining Inside Water TankDocument5 pagesMethod Statement For Application of GRP Lining Inside Water TankNaveed Ahmed Get-InfoNo ratings yet
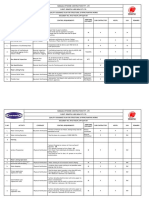
- Itp For Storage TanksDocument7 pagesItp For Storage TanksHamid MansouriNo ratings yet
- STS Co. storage tank fabrication methodologyDocument15 pagesSTS Co. storage tank fabrication methodologypurshottam GHNo ratings yet
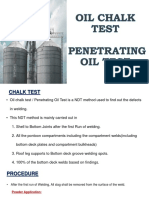
- Oil Chalk Test/Penetrating Oil TestDocument6 pagesOil Chalk Test/Penetrating Oil TestWeld ManiacNo ratings yet
- Cement Lining Specs EilDocument15 pagesCement Lining Specs EilstegenNo ratings yet
- Sample WBS For Fuel Oil TankDocument1 pageSample WBS For Fuel Oil TankzsmithNo ratings yet
- High Build Epoxy Tank Lining CoatingDocument3 pagesHigh Build Epoxy Tank Lining CoatingSiDdu Kalashetti0% (1)
- MATERIAL RECONCILIATION AND WASTAGE CONTROL AT CONSTRUCTION SITESDocument32 pagesMATERIAL RECONCILIATION AND WASTAGE CONTROL AT CONSTRUCTION SITESSrinivasan RanganathanNo ratings yet
- Jotachar Approved Primer and Topcoat List: Important InformationDocument5 pagesJotachar Approved Primer and Topcoat List: Important InformationNurmalinda SihombingNo ratings yet
- FRP Tank Manufacturing MethodsDocument13 pagesFRP Tank Manufacturing Methodsrangabhama9214No ratings yet
- Glassflake Lining Metal TanksDocument5 pagesGlassflake Lining Metal TanksSimbu ArasanNo ratings yet
- Marine Concrete Specs-HkDocument5 pagesMarine Concrete Specs-HkMohammed Faisal TNo ratings yet
- Rubber Wheelstop or Parking Curb SpecificationsDocument5 pagesRubber Wheelstop or Parking Curb Specificationstlctrafficsafety100% (2)
- Thamilvendhan Vetrinambi: QA/QC Inspector - (Welding)Document2 pagesThamilvendhan Vetrinambi: QA/QC Inspector - (Welding)Paul PhiliphsNo ratings yet
- Shrikant B. Moje CVDocument6 pagesShrikant B. Moje CVPaul PhiliphsNo ratings yet
- LG TV 31-Aug-2020Document1 pageLG TV 31-Aug-2020Paul PhiliphsNo ratings yet
- Devi Vara PrasadDocument8 pagesDevi Vara PrasadPaul PhiliphsNo ratings yet
- Reference No. SBI Account Number SBI Branch Purpose Transaction Date Amount Status ReasonDocument1 pageReference No. SBI Account Number SBI Branch Purpose Transaction Date Amount Status ReasonPaul PhiliphsNo ratings yet
- CV Biotech MSc Experience ResearchDocument6 pagesCV Biotech MSc Experience ResearchPaul PhiliphsNo ratings yet
- Reference No. SBI Account Number SBI Branch Purpose Transaction Date Amount Status ReasonDocument1 pageReference No. SBI Account Number SBI Branch Purpose Transaction Date Amount Status ReasonPaul PhiliphsNo ratings yet
- CV Api 510 InspectorDocument27 pagesCV Api 510 InspectorPaul PhiliphsNo ratings yet
- Rec Jayakumar: Famotidine N Famocid20Document1 pageRec Jayakumar: Famotidine N Famocid20Paul PhiliphsNo ratings yet
- Reference No. SBI Account Number SBI Branch Purpose Transaction Date Amount Status ReasonDocument1 pageReference No. SBI Account Number SBI Branch Purpose Transaction Date Amount Status ReasonPaul PhiliphsNo ratings yet
- New Mowasat HospitalDocument3 pagesNew Mowasat HospitalPaul PhiliphsNo ratings yet
- Indian Space Research Organisation - WikipediaDocument18 pagesIndian Space Research Organisation - WikipediaPaul PhiliphsNo ratings yet
- ASME B31.3 wall thickness calcDocument11 pagesASME B31.3 wall thickness calcAnonymous wIPMQ5rhNo ratings yet
- Veera CVDocument7 pagesVeera CVPaul PhiliphsNo ratings yet
- Scaffoling RequirementsDocument1 pageScaffoling RequirementsPaul PhiliphsNo ratings yet
- Equipment DetailsDocument5 pagesEquipment DetailsPaul PhiliphsNo ratings yet
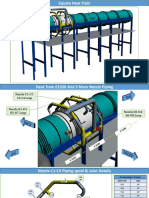
- Heat Train Plot PlanDocument1 pageHeat Train Plot PlanPaul PhiliphsNo ratings yet
- Flange IntegrityDocument46 pagesFlange IntegrityPaul PhiliphsNo ratings yet
- Welding ElectrodeDocument2 pagesWelding ElectrodePaul PhiliphsNo ratings yet
- DoW Specificiations of Bolt Torqueing......Document8 pagesDoW Specificiations of Bolt Torqueing......Paul PhiliphsNo ratings yet
- Book-1 Blind ListDocument44 pagesBook-1 Blind ListPaul PhiliphsNo ratings yet
- NDT InfoDocument44 pagesNDT InfoMonica CarrollNo ratings yet
- Bolt TableDocument1 pageBolt TableErebert C. CaracasNo ratings yet
- Indian Space Research Organisation - WikipediaDocument18 pagesIndian Space Research Organisation - WikipediaPaul PhiliphsNo ratings yet
- TurnAround Job ListDocument1 pageTurnAround Job ListPaul PhiliphsNo ratings yet
- QC attendance trackerDocument2 pagesQC attendance trackerPaul PhiliphsNo ratings yet
- New Mowasat HospitalDocument3 pagesNew Mowasat HospitalPaul PhiliphsNo ratings yet
- 5013 DrawingDocument1 page5013 DrawingPaul PhiliphsNo ratings yet
- 80 1057Document9 pages80 1057Paul PhiliphsNo ratings yet
- PP TA 2017 Day Shift Utility Reaction Pelleting PMDocument1 pagePP TA 2017 Day Shift Utility Reaction Pelleting PMPaul PhiliphsNo ratings yet