You might also like
- Control y Gestion de La Calidad 8 6 SigmaDocument68 pagesControl y Gestion de La Calidad 8 6 SigmaMarco ZepedaNo ratings yet
- Lean Six SigmaDocument7 pagesLean Six Sigmalonelyboy6995No ratings yet
- Estratificacion Fabrica de JugosDocument6 pagesEstratificacion Fabrica de JugosALEXANDRA OREJUELA100% (1)
- Tarea Individual (Investigar El Tema) - Tfg-Ai-04 Medibles de Manufactura Esbelta.Document6 pagesTarea Individual (Investigar El Tema) - Tfg-Ai-04 Medibles de Manufactura Esbelta.EDNA GUADALUPE ESCALANTE MORANo ratings yet
- Informe Mantenimiento de Equipos OXXODocument6 pagesInforme Mantenimiento de Equipos OXXOValery Vargas FusterNo ratings yet
- Manual de OperacionesDocument25 pagesManual de OperacionesAdriana J. Moreno SerafinNo ratings yet
- ISO 9000 mantenimiento-BSC activos intangibles-Six Sigma etapas-Lean herramientas-opciones software mantenimientoDocument4 pagesISO 9000 mantenimiento-BSC activos intangibles-Six Sigma etapas-Lean herramientas-opciones software mantenimientoJorge Bocanegra MorenoNo ratings yet
- Mikel HarryDocument7 pagesMikel HarrybrianNo ratings yet
- Proyecto Word Empresa ClorimaxDocument17 pagesProyecto Word Empresa ClorimaxChris PMNo ratings yet
- Auditoría de sistemas de información de SEDEMI S.A.: procesos TIDocument23 pagesAuditoría de sistemas de información de SEDEMI S.A.: procesos TIKatty Ale Kaulitz CiprianoNo ratings yet
- Auditoria de MantenimientoDocument6 pagesAuditoria de MantenimientoFrancisco Orozco ValdesNo ratings yet
- Cotizacion Pierre's Pizza S.A.C.Document1 pageCotizacion Pierre's Pizza S.A.C.Jersson Fajardo RomuchoNo ratings yet
- Labconco PDFDocument6 pagesLabconco PDFmartirNo ratings yet
- Caracterizacion de Un MacroprocesoDocument4 pagesCaracterizacion de Un MacroprocesoKeynar Tatis Llerena100% (1)
- 2 FMEA Versión FinalDocument22 pages2 FMEA Versión FinalOscar AvilaNo ratings yet
- Ejercicio 19 ImDocument3 pagesEjercicio 19 ImFrank Acosta Zamora100% (1)
- Speedy FoodDocument64 pagesSpeedy FoodCesarDavidAtenciaNo ratings yet
- Problemario 1Document2 pagesProblemario 1XDMILS martinez100% (1)
- Hombre Maquina Cap 5Document21 pagesHombre Maquina Cap 5Daniel Ponce Farfán100% (1)
- Factores que determinan la calidad y principios de JuranDocument1 pageFactores que determinan la calidad y principios de JuranangieNo ratings yet
- Aseguramiento de Calidad Planes de MuestreoDocument38 pagesAseguramiento de Calidad Planes de MuestreoramsesmuseNo ratings yet
- Ejercicios Sobre Control de CalidadDocument6 pagesEjercicios Sobre Control de CalidadMayli MillaNo ratings yet
- Guía completa para crear un plan maestro de producción MPSDocument22 pagesGuía completa para crear un plan maestro de producción MPSAlex Laaz V.No ratings yet
- Capacidad ProductivaDocument7 pagesCapacidad ProductivaJimmy Venegas Reyes100% (1)
- Practica 5. Seis Sigma EMI-USACDocument6 pagesPractica 5. Seis Sigma EMI-USACGuillermo CúmezNo ratings yet
- Sesion 12 Capacidad de Procesos y CEP 202120Document70 pagesSesion 12 Capacidad de Procesos y CEP 202120diego anthony paredes jaureguiNo ratings yet
- Reporte 2 - G#6Document16 pagesReporte 2 - G#6Jose GonzálezNo ratings yet
- Diagrama Del Proceso de La Operación RotorDocument5 pagesDiagrama Del Proceso de La Operación RotorIvan LopezNo ratings yet
- Entiende El Concepto de Los Seis Sigma y Su MetodologíaDocument25 pagesEntiende El Concepto de Los Seis Sigma y Su MetodologíaBlancadelaTorre100% (1)
- Ejercicios Ing. Planta Unidad II-1Document2 pagesEjercicios Ing. Planta Unidad II-1ginnebraNo ratings yet
- Excel Ivan MartesDocument115 pagesExcel Ivan MartesIvan RestrepoNo ratings yet
- Cartas de Control Gelatina GalloDocument37 pagesCartas de Control Gelatina GalloDulce Dalia Lopez Aparicio0% (1)
- Cabinas Ergonómicas y deDocument8 pagesCabinas Ergonómicas y defili martinezNo ratings yet
- Sistemas de producción de clase mundialDocument9 pagesSistemas de producción de clase mundialAlex MintaNo ratings yet
- Cap2-Trabajo de Diseño de OperacionesDocument20 pagesCap2-Trabajo de Diseño de OperacionesPiero Armanza CoronadoNo ratings yet
- Aplicacion Modelo Scor BCPDocument19 pagesAplicacion Modelo Scor BCPmilitapekuNo ratings yet
- Gestión de Formación Profesional Integral Procedimiento Desarrollo Curricular Guía de AprendizajeDocument36 pagesGestión de Formación Profesional Integral Procedimiento Desarrollo Curricular Guía de AprendizajeLaura AbelloNo ratings yet
- Estudio técnico proyecto harina de bananoDocument26 pagesEstudio técnico proyecto harina de bananoEMIL VILLANUEVA JUSTONo ratings yet
- 3.3 Proceso de Desarrollo Definir, Analizar, Medir & ControlarDocument26 pages3.3 Proceso de Desarrollo Definir, Analizar, Medir & ControlariorifoarNo ratings yet
- Niveles de gestión empresarialDocument8 pagesNiveles de gestión empresarialBryan O'konerNo ratings yet
- Matriz Ideas de NegociosDocument10 pagesMatriz Ideas de NegociosAlonso LazcanoNo ratings yet
- Gráficas control procesosDocument37 pagesGráficas control procesosAileen Elizabeth Santiago CervantesNo ratings yet
- Taller Simulacion AdelantadoDocument41 pagesTaller Simulacion AdelantadoalexNo ratings yet
- Implementación de Jidoka y Poka Yoke en Tres ReyesDocument15 pagesImplementación de Jidoka y Poka Yoke en Tres ReyesQwertyNo ratings yet
- Taller 4 Regresion Lineal GO 2020-2 SGIDocument8 pagesTaller 4 Regresion Lineal GO 2020-2 SGIRicardo DelgadoNo ratings yet
- Los 7 Pilares de Justo A TiempoDocument4 pagesLos 7 Pilares de Justo A Tiempofelipegomez717No ratings yet
- Análisis Lecturas AMEFDocument11 pagesAnálisis Lecturas AMEFAnonymous 9eluKdK2P0% (1)
- Practica 1 CPM y PertDocument6 pagesPractica 1 CPM y Pertshirley ponte lopezNo ratings yet
- Cronología de La Manufactura EsbeltaDocument2 pagesCronología de La Manufactura EsbeltaMiki Bear100% (2)
- Jit de ToyotaDocument3 pagesJit de ToyotadaliaNo ratings yet
- Ejemplos KaizenDocument1 pageEjemplos KaizenmzmoralesNo ratings yet
- Propuesta SMED - MAQUITECDocument35 pagesPropuesta SMED - MAQUITECLuis Daniel MonjarazNo ratings yet
- Actividad 4Document7 pagesActividad 4mounstruo pNo ratings yet
- Ejercicios para Balanceo de Lineas YamazumiDocument2 pagesEjercicios para Balanceo de Lineas YamazumiElda Segovia AvilaNo ratings yet
- AUTO-LAVADO (Autoguardado)Document19 pagesAUTO-LAVADO (Autoguardado)Javier Lara FloresNo ratings yet
- Alambre MagnetoDocument53 pagesAlambre MagnetoToti TotiNo ratings yet
- Ejemplo de Proyecto de CalidadDocument14 pagesEjemplo de Proyecto de CalidadErick Díaz CastilloNo ratings yet
- Aplicacion de Six Sigma para Reducir La Variabilidad de Alambre MagneticoDocument53 pagesAplicacion de Six Sigma para Reducir La Variabilidad de Alambre MagneticoHugo Enrique Medina ReynaNo ratings yet
- SIx SIgmaDocument32 pagesSIx SIgmaMartha AltamiranoNo ratings yet
- Aplicación de La Metodologia Seis Sigma Dmaic para Reducir La Variabilidad Del Aislamiento en Alambre MagnetoDocument12 pagesAplicación de La Metodologia Seis Sigma Dmaic para Reducir La Variabilidad Del Aislamiento en Alambre Magneto'RuBén Plascencia AgredanoNo ratings yet
- Diseño y Metodologia LSSDocument266 pagesDiseño y Metodologia LSSAnonymous XIIv9HZNo ratings yet
- MSDS EtoxiquinaDocument7 pagesMSDS EtoxiquinaAnonymous XIIv9HZNo ratings yet
- MSDS Hisa 3303Document6 pagesMSDS Hisa 3303Anonymous XIIv9HZNo ratings yet
- MSDS 000000000030041146 EsDocument11 pagesMSDS 000000000030041146 EsAnonymous XIIv9HZNo ratings yet
- Ferix-3 (MSDS) PDFDocument5 pagesFerix-3 (MSDS) PDFEsteban Mallqui SalazarNo ratings yet
- 5, - Fase MejorarDocument538 pages5, - Fase MejorarAnonymous XIIv9HZNo ratings yet
- MSDS SulfatoFerricoDocument5 pagesMSDS SulfatoFerricoAnonymous XIIv9HZNo ratings yet
- MSDS SuperflocDocument2 pagesMSDS SuperflocAnonymous XIIv9HZNo ratings yet
- Fase ControlarDocument228 pagesFase ControlarAnonymous XIIv9HZNo ratings yet
- Ferix-3 (HT)Document2 pagesFerix-3 (HT)Anonymous XIIv9HZNo ratings yet
- Fase AnalizarDocument538 pagesFase AnalizarAnonymous XIIv9HZNo ratings yet
- Lean Six Sigma Black Belt: Medir fase DMAICDocument417 pagesLean Six Sigma Black Belt: Medir fase DMAICAnonymous XIIv9HZNo ratings yet
- Fase DefinirDocument280 pagesFase DefinirAnonymous XIIv9HZNo ratings yet
- IntroducciónDocument348 pagesIntroducciónAnonymous XIIv9HZNo ratings yet
- Mapa Estratégico Y BSCDocument1 pageMapa Estratégico Y BSCAnonymous XIIv9HZNo ratings yet
- Alcohol Covid 19 Long Fact Sheet EsDocument6 pagesAlcohol Covid 19 Long Fact Sheet EsJessicaNo ratings yet
- Criterios Disparadores de ACR v2Document3 pagesCriterios Disparadores de ACR v2Anonymous XIIv9HZNo ratings yet
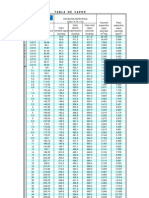
- Tablas de VaporDocument1 pageTablas de VaporCamilo Manuel García FernándezNo ratings yet
- Ideas PlantaDocument74 pagesIdeas PlantaAnonymous XIIv9HZ100% (1)
- Diagrama DescargaDocument7 pagesDiagrama DescargaAnonymous XIIv9HZNo ratings yet
- Ideas PlantaDocument74 pagesIdeas PlantaAnonymous XIIv9HZ100% (1)
- Ideas PlantaDocument74 pagesIdeas PlantaAnonymous XIIv9HZ100% (1)
- Tablas de VaporDocument1 pageTablas de VaporCamilo Manuel García FernándezNo ratings yet
- Mapa de Procesos v13 2014-02Document28 pagesMapa de Procesos v13 2014-02Anonymous XIIv9HZNo ratings yet
- Tablas y Diagramas Vapor de AguaDocument49 pagesTablas y Diagramas Vapor de AguasbiriguldaNo ratings yet
- Estudio de Mercado TruchaDocument174 pagesEstudio de Mercado TruchaGabriela BlasNo ratings yet
- Brochure Secador SacDocument10 pagesBrochure Secador SacNelson Asencio HuayanayNo ratings yet
- Descomponer La Tarea en ElementosDocument8 pagesDescomponer La Tarea en ElementosAnonymous XIIv9HZNo ratings yet
- Constitución de Una EmpresaDocument7 pagesConstitución de Una EmpresaAnonymous XIIv9HZNo ratings yet
- Administración Moderna 1Document21 pagesAdministración Moderna 1ByronmejiaNo ratings yet
- Analisis Asfalto 2Document4 pagesAnalisis Asfalto 2Omar SufiaNo ratings yet
- Respuesta A EjerciciosDocument2 pagesRespuesta A EjerciciosSJ MeloNo ratings yet
- Libro Microeconomia Cap5Document48 pagesLibro Microeconomia Cap5Mi MinNo ratings yet
- Proyecto OliverDocument22 pagesProyecto OliverKevin DelgadoNo ratings yet
- Crosby y TaguchiDocument8 pagesCrosby y TaguchiANTONIONo ratings yet
- Clase1 OnlineDocument20 pagesClase1 OnlineKarly CansignoNo ratings yet
- PRODUCTIVIDAD POR MULTIMOMENTOS DiapositivasDocument32 pagesPRODUCTIVIDAD POR MULTIMOMENTOS DiapositivasLizbeth Patty PattyNo ratings yet
- VSM Lean ManufacturingDocument12 pagesVSM Lean Manufacturingjohan santiago ortiz casalinsNo ratings yet
- Manual Del Sistema de Gestion de Calidad Iso 9001Document29 pagesManual Del Sistema de Gestion de Calidad Iso 9001Isabel Coni Salcedo PorrasNo ratings yet
- 8 Rotulacion de Envases y EmbalajesDocument44 pages8 Rotulacion de Envases y EmbalajesOscar Gabriel Chavez La Rosa100% (3)
- Iso 9000Document37 pagesIso 9000Heberth RojasNo ratings yet
- GUIA N° 1Document5 pagesGUIA N° 1Yeris Lopez50% (2)
- Análisis costeo estándar compañía manufactureraDocument8 pagesAnálisis costeo estándar compañía manufactureraEmeris Victoria MORA GALEANONo ratings yet
- Tasas laborales departamentales 2019Document34 pagesTasas laborales departamentales 2019Andres LombanaNo ratings yet
- Monografia Costos - Avance 2Document23 pagesMonografia Costos - Avance 2Franqito RomeroNo ratings yet
- Introduccion Costo Por ProcesoDocument14 pagesIntroduccion Costo Por ProcesoAlexandra OrejuelaNo ratings yet
- Actividad1 COSTOSDocument10 pagesActividad1 COSTOSCristian ChavezNo ratings yet
- Reportede LecturaDocument5 pagesReportede LecturaMarianela Ramirez AragonesNo ratings yet
- 01 - Ejercicios Con Varias Ordenes de ProduccionDocument2 pages01 - Ejercicios Con Varias Ordenes de ProduccionAnonymous R3PaEhRYHNo ratings yet
- Lean Presupuestos ProfficeDocument47 pagesLean Presupuestos ProfficeVladimirUrbinaPérez100% (1)
- Analisis Financiero - Actividad 4Document34 pagesAnalisis Financiero - Actividad 4AlejaOlmosNo ratings yet
- Resumenes VariosDocument105 pagesResumenes VariosTefi JakobiNo ratings yet
- TesinaDocument13 pagesTesinaJose EspinoNo ratings yet
- Mestros de La CalidadDocument21 pagesMestros de La CalidadAlin QuirozNo ratings yet
- 6 Unidad ProduccionDocument16 pages6 Unidad ProduccionJosé OrtizNo ratings yet
- Grupo 5 - TP2 - Is8cDocument21 pagesGrupo 5 - TP2 - Is8cMatthew ToledoNo ratings yet
- Gap - Entregable 2 - Emmanuel Rodriguez SerranoDocument14 pagesGap - Entregable 2 - Emmanuel Rodriguez SerranoEmmanuel Rodriguez100% (1)
- Unidad 3 Cambio Rapido Del Modelo (Smed)Document18 pagesUnidad 3 Cambio Rapido Del Modelo (Smed)ÑuisNo ratings yet