You might also like
- Torrent Downloaded From Extratorrent - CCDocument1 pageTorrent Downloaded From Extratorrent - CCcoolzatNo ratings yet
- Time Value of Money 1 NotesDocument2 pagesTime Value of Money 1 NotesUpninder SainiNo ratings yet
- HSC Chem Industrial Chem IV - TeacherDocument31 pagesHSC Chem Industrial Chem IV - TeacherUpninder SainiNo ratings yet
- Qats Metr16 GuidelinesDocument17 pagesQats Metr16 GuidelinesUpninder SainiNo ratings yet
- Binomial Theorem PDFDocument9 pagesBinomial Theorem PDFUpninder SainiNo ratings yet
- HSC Chem Industrial Chem IV HW - StudentDocument7 pagesHSC Chem Industrial Chem IV HW - StudentUpninder SainiNo ratings yet
- 2014 3U - ST George Girls Trial With SolutionsDocument19 pages2014 3U - ST George Girls Trial With SolutionsUpninder SainiNo ratings yet
- MAB 2001-2009 Part 1Document21 pagesMAB 2001-2009 Part 1Upninder SainiNo ratings yet
- Band6 Notes SFBHDocument12 pagesBand6 Notes SFBHUpninder SainiNo ratings yet
- Cath Trial 2009Document28 pagesCath Trial 2009Upninder SainiNo ratings yet
- Depth PerceptionDocument1 pageDepth PerceptionUpninder SainiNo ratings yet
- Chemistry PDFDocument127 pagesChemistry PDFAhmed El-ShafeiNo ratings yet
- Blood Group AntigensDocument1 pageBlood Group AntigensUpninder SainiNo ratings yet
- Alan Poem AnnotationDocument3 pagesAlan Poem AnnotationUpninder SainiNo ratings yet
- The Day I Stood Up Alone QuotesDocument1 pageThe Day I Stood Up Alone QuotesUpninder SainiNo ratings yet
- Maintaining A Balance HSC Questions Sorted Topic-By-Topic (2001-2009)Document21 pagesMaintaining A Balance HSC Questions Sorted Topic-By-Topic (2001-2009)Upninder SainiNo ratings yet
- Degrees at UNSW 2014: World Class, Just Like YouDocument13 pagesDegrees at UNSW 2014: World Class, Just Like YouUpninder SainiNo ratings yet
- 2017 HSC Written Examination TimetableDocument6 pages2017 HSC Written Examination TimetableUpninder SainiNo ratings yet
- HENG Notes Talent 100 PDFDocument37 pagesHENG Notes Talent 100 PDFUpninder SainiNo ratings yet
- Moriah 2012 Business Studies HY & SolutionsDocument23 pagesMoriah 2012 Business Studies HY & SolutionsUpninder SainiNo ratings yet
- The Prince + Julius CaesarDocument4 pagesThe Prince + Julius CaesarUpninder SainiNo ratings yet
- 9.3.1 Indicators Practice Exam QuestionsDocument5 pages9.3.1 Indicators Practice Exam QuestionsUpninder SainiNo ratings yet
- Journey's Draft EssayDocument2 pagesJourney's Draft EssayUpninder SainiNo ratings yet
- BNW SummaryDocument2 pagesBNW SummaryUpninder SainiNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Ee6211 - Electric Circuit LabDocument101 pagesEe6211 - Electric Circuit Labsujith100% (1)
- Teilekatalog (VX800 VS51A 1990-1996)Document76 pagesTeilekatalog (VX800 VS51A 1990-1996)Andreas PauliNo ratings yet
- 02 05Document138 pages02 05rahbi5 malekNo ratings yet
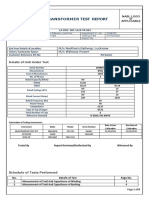
- Transformer Test Report: LA DOC. NO: LA-R-TR-003Document8 pagesTransformer Test Report: LA DOC. NO: LA-R-TR-003mayur dhandeNo ratings yet
- Clam Basic Series Operators ManualDocument16 pagesClam Basic Series Operators ManualRosanella GalindoNo ratings yet
- The Greening of Wal Mart's Supply ChainDocument8 pagesThe Greening of Wal Mart's Supply ChainmuputismNo ratings yet
- Gk247a T-014 PDFDocument1 pageGk247a T-014 PDFsujit5584No ratings yet
- AC Power Plugs and Sockets PDFDocument31 pagesAC Power Plugs and Sockets PDFZercNo ratings yet
- BiogasPredictionandDesignofFoodWastetoEnergySystemELSEVIER2011 With Cover Page v2Document11 pagesBiogasPredictionandDesignofFoodWastetoEnergySystemELSEVIER2011 With Cover Page v2Soumitra DasNo ratings yet
- Chemcad FeaturesDocument39 pagesChemcad FeaturesMOHAMED ESSALHINo ratings yet
- The Effect of Using An Ethanol Blended Fuel On Emissions in An SI EngineDocument6 pagesThe Effect of Using An Ethanol Blended Fuel On Emissions in An SI EngineVinay GowdaNo ratings yet
- Vdocuments - MX - Tac 404 Electronic Control Family Specifications PDFDocument111 pagesVdocuments - MX - Tac 404 Electronic Control Family Specifications PDFTeho IVTNo ratings yet
- Variable Valve Timing Lab ReportDocument14 pagesVariable Valve Timing Lab ReportSyed Imtinan AhmedNo ratings yet
- Unit 2B.1Document16 pagesUnit 2B.1PualeilehuaNo ratings yet
- Cassette y Piso-Techo InverterDocument186 pagesCassette y Piso-Techo InverterDarwin Samir Silva Bautista0% (1)
- Wiring Digram For ACDocument3 pagesWiring Digram For ACahmed HOSNYNo ratings yet
- MIP Thickener DesignDocument3 pagesMIP Thickener DesignHatem SalahNo ratings yet
- Power System Stability Vol II KimbarkDocument296 pagesPower System Stability Vol II KimbarkShashidhar Kasthala100% (11)
- Mvot Fso Orkid Close-Out Report Ex Database - SignedDocument170 pagesMvot Fso Orkid Close-Out Report Ex Database - Signedhai dang maiNo ratings yet
- Pump Head CalculationDocument6 pagesPump Head CalculationSHANTANU PATHAKNo ratings yet
- Ebook 4 PrintingDocument91 pagesEbook 4 PrintingManuel AsitimbayNo ratings yet
- Catalog - For - Surface - Grinding - Machines - by - Kohinoor - Machine - ToolsDocument2 pagesCatalog - For - Surface - Grinding - Machines - by - Kohinoor - Machine - ToolsKohinoor Machine ToolsNo ratings yet
- 7ut633.doc KosambaDocument7 pages7ut633.doc Kosambasgshekar30No ratings yet
- Pe Lab Manual 2016Document44 pagesPe Lab Manual 2016MukundKulkarniNo ratings yet
- Coal Fired Power Plant PDFDocument1 pageCoal Fired Power Plant PDFboyzes100% (2)
- Food and Nutrition EssayDocument5 pagesFood and Nutrition EssayKavi BharathiNo ratings yet
- GIS Specification 170 - 245 KV ELK14 - Rev01 - To CustomerDocument41 pagesGIS Specification 170 - 245 KV ELK14 - Rev01 - To CustomerwaqarNo ratings yet
- Embedded Based Industrial SafetyDocument7 pagesEmbedded Based Industrial SafetyRamsathayaNo ratings yet
- BC-119 BC-121 Service ManualDocument19 pagesBC-119 BC-121 Service Manualjadi purwonoNo ratings yet
- Waves Internship ReportDocument36 pagesWaves Internship ReportIrfanInayatUllahLakNo ratings yet