You might also like
- 1712 03061Document84 pages1712 03061Maiman LatoNo ratings yet
- A Garret Lisi - An Exceptionally Simple Theory of EverythingDocument31 pagesA Garret Lisi - An Exceptionally Simple Theory of Everythingmicropat100% (4)
- Extension of Metric : 119, Maximal SchwarzschildDocument3 pagesExtension of Metric : 119, Maximal SchwarzschildMaiman LatoNo ratings yet
- 14impc c1012 FariaDocument11 pages14impc c1012 FariaMaiman LatoNo ratings yet
- Mathematical Slag-Metal Steelmaking Model: Expression Process by OuadraticDocument10 pagesMathematical Slag-Metal Steelmaking Model: Expression Process by OuadraticMaiman LatoNo ratings yet
- Park 2010Document7 pagesPark 2010Maiman LatoNo ratings yet
- E0e2 PDFDocument22 pagesE0e2 PDFMaiman LatoNo ratings yet
- Numerical Investigation of The Grinding Process in A Beater Wheel Mill With ClassifierDocument11 pagesNumerical Investigation of The Grinding Process in A Beater Wheel Mill With ClassifierMaiman LatoNo ratings yet
- ENEURO 0038-18 2018 FullDocument33 pagesENEURO 0038-18 2018 FullMaiman LatoNo ratings yet
- Thermodynamics of Cu-H, SO,-Cl - H, 0 and Cu-NH &L-H 2O Based On Predominance-Existence Diagrams and Pourbaix-Type DiagramsDocument20 pagesThermodynamics of Cu-H, SO,-Cl - H, 0 and Cu-NH &L-H 2O Based On Predominance-Existence Diagrams and Pourbaix-Type DiagramsMaiman LatoNo ratings yet
- Editorial: Mathematical Modeling and Optimization of Industrial ProblemsDocument4 pagesEditorial: Mathematical Modeling and Optimization of Industrial ProblemsMaiman LatoNo ratings yet
- A New Approach To The Calculation of Work IndexDocument5 pagesA New Approach To The Calculation of Work IndexKroya HunNo ratings yet
- The Mounds of CydoniaDocument37 pagesThe Mounds of CydoniaMaiman LatoNo ratings yet
- Diameter Ball MillsDocument19 pagesDiameter Ball MillsMaiman LatoNo ratings yet
- 1383 2865 1 PBDocument6 pages1383 2865 1 PBMaiman LatoNo ratings yet
- Volume-2. Design and Manufacturing of Hydraulic CylindersDocument53 pagesVolume-2. Design and Manufacturing of Hydraulic CylindersQ.S. Khan96% (48)
- Mathematical Slag-Metal Steelmaking Model: Expression Process by OuadraticDocument10 pagesMathematical Slag-Metal Steelmaking Model: Expression Process by OuadraticMaiman LatoNo ratings yet
- 001-12 KalalaDocument12 pages001-12 KalalaMaiman LatoNo ratings yet
- Crankshaft DesignDocument25 pagesCrankshaft Designsunitmhasade89% (28)
- Acta Biechanica: (Received July 4, 1984)Document23 pagesActa Biechanica: (Received July 4, 1984)Maiman LatoNo ratings yet
- Evseev 1960Document12 pagesEvseev 1960Maiman LatoNo ratings yet
- 001-12 Kalala PDFDocument13 pages001-12 Kalala PDFMaiman LatoNo ratings yet
- Evseev 1960Document12 pagesEvseev 1960Maiman LatoNo ratings yet
- CP6Doc30 English pp146-200Document29 pagesCP6Doc30 English pp146-200Matthew SnellNo ratings yet
- The Mounds of CydoniaDocument37 pagesThe Mounds of CydoniaMaiman LatoNo ratings yet
- Design Calculations of Piston PDFDocument6 pagesDesign Calculations of Piston PDFMaiman LatoNo ratings yet
- EMU8086 TutorialDocument81 pagesEMU8086 TutorialGaurav Arora50% (4)
- Crankshaft DesignDocument25 pagesCrankshaft Designsunitmhasade89% (28)
- Swam Ee 2011Document8 pagesSwam Ee 2011Maiman LatoNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5784)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- MSC Syllabus AllDocument13 pagesMSC Syllabus AllOmSilence2651No ratings yet
- Mathematics: Minimum Level Learning MaterialDocument60 pagesMathematics: Minimum Level Learning MaterialTusar SardarNo ratings yet
- Turbine Stress EvaluatorDocument14 pagesTurbine Stress EvaluatorsumitNo ratings yet
- Synchronized Natural Incubation by Free-Range Native ChickensDocument2 pagesSynchronized Natural Incubation by Free-Range Native ChickensFilbert John MillanNo ratings yet
- Warhammer 40k Kroot VehiclesDocument2 pagesWarhammer 40k Kroot VehiclesJoseph RobinsonNo ratings yet
- Kirloskar-Oil-Engines DescriptionsDocument8 pagesKirloskar-Oil-Engines Descriptionssinghhardeep760No ratings yet
- Operating and Installation Guide For The Digital Instrument: Motoscope Tiny / Speedster / VintageDocument12 pagesOperating and Installation Guide For The Digital Instrument: Motoscope Tiny / Speedster / Vintagepeter timmermansNo ratings yet
- Pre Test and Post TestDocument27 pagesPre Test and Post TestMATALANG GRACENo ratings yet
- Narayana Sukta MeaningDocument4 pagesNarayana Sukta Meaningvinai.20No ratings yet
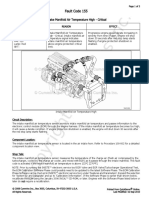
- Fault Code 155: Intake Manifold Air Temperature High - CriticalDocument3 pagesFault Code 155: Intake Manifold Air Temperature High - Criticalhamilton miranda100% (1)
- 1B Cosmos-Standard - Technical - Guide - v40Document45 pages1B Cosmos-Standard - Technical - Guide - v40carla deiddaNo ratings yet
- Datasheet De14h (II) HC 1500v May2019 NTDocument2 pagesDatasheet De14h (II) HC 1500v May2019 NTkrishnakumar paamireddyNo ratings yet
- Chapter 1 - Introduction To Machinery PrinciplesDocument27 pagesChapter 1 - Introduction To Machinery PrinciplesYousab CreatorNo ratings yet
- LirikDocument537 pagesLirikMuhamad Iqbal FahmiNo ratings yet
- Modeling Vessel Impacts for Lock Wall DesignDocument15 pagesModeling Vessel Impacts for Lock Wall DesignSalam FaithNo ratings yet
- Journal of Alloys and Compounds: Wei Li, Zhijun Xu, Ruiqing Chu, Peng Fu, Guozhong ZangDocument4 pagesJournal of Alloys and Compounds: Wei Li, Zhijun Xu, Ruiqing Chu, Peng Fu, Guozhong ZangSamah SamahNo ratings yet
- Hobby 01: COD. 9942062.01 REV. 00Document9 pagesHobby 01: COD. 9942062.01 REV. 00Alexander SharamiginNo ratings yet
- Answer Section B and C and Paper 3Document21 pagesAnswer Section B and C and Paper 3Adnan ShamsudinNo ratings yet
- HistorydylaneditDocument6 pagesHistorydylaneditapi-19858424No ratings yet
- Parts of Speech 15Document16 pagesParts of Speech 15lost finNo ratings yet
- Total Tattoo-June 2021Document114 pagesTotal Tattoo-June 2021Comicgek100% (2)
- Life Below WaterDocument10 pagesLife Below Watertrisha sobito0% (1)
- Shakes Beer: Specialty CocktailsDocument2 pagesShakes Beer: Specialty CocktailsGilberto Luiz MeleiroNo ratings yet
- Matrix Algebra by A.S.HadiDocument4 pagesMatrix Algebra by A.S.HadiHevantBhojaram0% (1)
- Hydraulic Power Steering System Design PDFDocument16 pagesHydraulic Power Steering System Design PDFAdrianBirsan100% (1)
- Turkey ImportDocument14 pagesTurkey ImportMani 1No ratings yet
- Civil Eng Internship ReportDocument6 pagesCivil Eng Internship ReportAromatic-O PNo ratings yet
- Reference Design Hardware Guide for EVM CE-2Document7 pagesReference Design Hardware Guide for EVM CE-2Angie FoleyNo ratings yet
- Guide to Conducting SAFOP StudiesDocument52 pagesGuide to Conducting SAFOP Studiesokemma79% (14)
- AAA Variable Spring Hangers CatalogDocument31 pagesAAA Variable Spring Hangers CatalogNopparut0% (1)