You might also like
- Mantenimiento Preventivo de Esmeril de BancoDocument3 pagesMantenimiento Preventivo de Esmeril de BancoJorge Jimenez100% (2)
- Mantenimiento de máquina herramientaDocument2 pagesMantenimiento de máquina herramientaMichael Naím Dévora QuintanarNo ratings yet
- Tipos de Sistemas Del Torno Otmt Mj9526Document3 pagesTipos de Sistemas Del Torno Otmt Mj9526Roberto Guerrero Ramirez57% (7)
- Fallas Torno ConvencionalDocument3 pagesFallas Torno ConvencionalMichelle Soto100% (1)
- Mantenimiento de Cilindros NeumaticosDocument5 pagesMantenimiento de Cilindros Neumaticosxapoyvero100% (1)
- Plan de Mantenimiento para TornoDocument16 pagesPlan de Mantenimiento para TornoEdwin Einstein100% (1)
- Posibles fallas y soluciones en máquinas de procesoDocument3 pagesPosibles fallas y soluciones en máquinas de procesoLupis Guizar52% (25)
- Sistema de Lubricacion Del Torno ColchesterDocument36 pagesSistema de Lubricacion Del Torno Colchestertiti876876164% (11)
- Mantenimiento de Sierras de CintaDocument2 pagesMantenimiento de Sierras de CintaOrlando Orejuela Lopez100% (1)
- Plan de Mantenimiento Tradicional y Basado en RCM para Un TornoDocument10 pagesPlan de Mantenimiento Tradicional y Basado en RCM para Un TornoAndréS CameloNo ratings yet
- E.final Ficha Tecnica TornosDocument9 pagesE.final Ficha Tecnica TornosLuis Aramayo OroscoNo ratings yet
- Documentación Maquinaria - TornoDocument31 pagesDocumentación Maquinaria - Tornowilochalo80% (10)
- Ficha Tecnica de Riesgos MecanicoDocument23 pagesFicha Tecnica de Riesgos MecanicoJuan RiveraNo ratings yet
- Lista de Chequeo TornoDocument3 pagesLista de Chequeo TornoCamilo Mella50% (8)
- Mantenimiento Preventivo de Un TornoDocument71 pagesMantenimiento Preventivo de Un Tornocristian_salcedo_2467% (21)
- Lista de Chequeo TornoDocument2 pagesLista de Chequeo TornoDANIELA67% (3)
- Plan de Mantenimiento de Una FresadoraDocument15 pagesPlan de Mantenimiento de Una FresadoraAvalos Ruiz63% (8)
- Fallas Del TornoDocument6 pagesFallas Del TornoMartín Garcia100% (1)
- Fresadora Kondor: ficha técnica y mantenimientoDocument3 pagesFresadora Kondor: ficha técnica y mantenimientoyorman leguizamon0% (1)
- Planos Mecanicos de Un TornoDocument23 pagesPlanos Mecanicos de Un TornoAlvaro Castillo60% (5)
- Ficha Tecnica Fresadora Taiwan Xz6350zbDocument1 pageFicha Tecnica Fresadora Taiwan Xz6350zbSantiago Castillo100% (1)
- Sistema de Lubricacion de La FresadoraDocument12 pagesSistema de Lubricacion de La FresadoraPaula DiazNo ratings yet
- Lathe lubrication guideDocument1 pageLathe lubrication guideブランコ アルフレド100% (1)
- Mapa Conceptual Estilos de AprendizajeDocument1 pageMapa Conceptual Estilos de AprendizajeArthurCabT100% (3)
- Lista de Chequeo - TaladroDocument4 pagesLista de Chequeo - Taladromayte garcia0% (1)
- Ficha Técnica de Máquina Torno - Formato Sena - Grupo 2Document2 pagesFicha Técnica de Máquina Torno - Formato Sena - Grupo 2Junior Andres100% (1)
- Orden Trabajo TornoDocument25 pagesOrden Trabajo Tornohismiless prettyNo ratings yet
- Carpinteria MetalicaDocument12 pagesCarpinteria MetalicaJosep QuintanillaNo ratings yet
- Plan de Mantenimiento Taladro VerticalDocument1 pagePlan de Mantenimiento Taladro VerticalDonaldo Soto100% (4)
- Plan de Mantenimiento de La Fresadora VerticalDocument2 pagesPlan de Mantenimiento de La Fresadora VerticalDonaldo Soto100% (1)
- Ficha Tecnica Del TornoDocument1 pageFicha Tecnica Del TornoJean Carlos Otero RamírezNo ratings yet
- Programación de Temporizadores y Contadores en Proworx32Document16 pagesProgramación de Temporizadores y Contadores en Proworx32Josue Danny Catari Paniagua100% (1)
- Marco Teórico de Procesos de TorneadoDocument5 pagesMarco Teórico de Procesos de TorneadoDiego Romero0% (1)
- Balancín Con Control PIDDocument11 pagesBalancín Con Control PIDMack Gonzalez GarciaNo ratings yet
- Torno AutomáticoDocument13 pagesTorno AutomáticoAntonino Hernandez Martinez17% (6)
- Amef de TornoDocument1 pageAmef de Tornoger350100% (2)
- Ficha Tecnica TORNO ULTIMODocument2 pagesFicha Tecnica TORNO ULTIMOLunaOshein100% (4)
- Manual fresadora Weida Milling/DrillingDocument10 pagesManual fresadora Weida Milling/Drillingwilliamscamargo100% (1)
- Procedimiento Seguro Mantenimiento Del Tornillo de BancoDocument25 pagesProcedimiento Seguro Mantenimiento Del Tornillo de BancoGerard Pajita67% (6)
- Ficha Tecnica Taladro de BancoDocument9 pagesFicha Tecnica Taladro de BancoNini JohanaNo ratings yet
- Ficha Tecnica Torno en ParaleloDocument2 pagesFicha Tecnica Torno en ParaleloJohn Jairo Diaz40% (5)
- Mantenimiento FresadoraDocument12 pagesMantenimiento FresadoraEduardo Díaz67% (6)
- Ficha Tecnica Fresadora VerticalDocument5 pagesFicha Tecnica Fresadora VerticalJose Salvador Ona MoralesNo ratings yet
- Montaje en El Tornillo de BancoDocument6 pagesMontaje en El Tornillo de BancoPabisie Hernandez SoteroNo ratings yet
- Partes Principales de La Fresadora UniversalDocument1 pagePartes Principales de La Fresadora UniversalRaul del Real65% (17)
- Taladro de BancoDocument3 pagesTaladro de BancoPatricia Edith Díaz PretelNo ratings yet
- Planes Mtto Torno ColchesterDocument2 pagesPlanes Mtto Torno ColchesterJUAN ESTEBAN CARDONA CARDONA100% (1)
- Plan lubricación torno y fresadoraDocument24 pagesPlan lubricación torno y fresadoraAdrian BarreraNo ratings yet
- Tipos de FresasDocument3 pagesTipos de FresasipozasNo ratings yet
- Panel de ControlDocument25 pagesPanel de ControlBrenda Giovanna De la Gala71% (7)
- Plan de Mantenimiento FresadoraDocument15 pagesPlan de Mantenimiento FresadoraMnu Eduardo100% (1)
- El Dinamo, Su Uso y MantenimientoDocument4 pagesEl Dinamo, Su Uso y MantenimientoGeor Marcano Yepez100% (1)
- Guía de lubricación para torno mecánicoDocument3 pagesGuía de lubricación para torno mecánicoOlfer Gonzalez90% (10)
- Características Técnicas Del Torno ParaleloDocument5 pagesCaracterísticas Técnicas Del Torno ParaleloKatty Pinto100% (1)
- TEMA 21 Procesos de Maquinado para Formas RedondasDocument43 pagesTEMA 21 Procesos de Maquinado para Formas RedondasLuis Miguel Calvo0% (2)
- Ficha Tecnica Maquina Taladro de BancoDocument1 pageFicha Tecnica Maquina Taladro de BancoAndris MartinezNo ratings yet
- Ángulos Del BurilDocument3 pagesÁngulos Del BurilDaniela M Gutiérrez Sierra100% (1)
- Mantenimiento Preventivo para Una Fresadora UniversalDocument12 pagesMantenimiento Preventivo para Una Fresadora UniversalVictor E. Zamora100% (1)
- Cuestionario (74-77)Document16 pagesCuestionario (74-77)Santiago Lescano Mariño29% (7)
- Partes Del TornoDocument27 pagesPartes Del TornoVictor Mamani ZarateNo ratings yet
- Partes de Una Maquina Convencional y CNCDocument9 pagesPartes de Una Maquina Convencional y CNCIsaac ArteagaNo ratings yet
- REPORTE2Document15 pagesREPORTE2davidNo ratings yet
- Torno para madera con transmisión por poleasDocument23 pagesTorno para madera con transmisión por poleasLuis Javier GallardoNo ratings yet
- Partes Del TornoDocument4 pagesPartes Del TornoSAntii SCNo ratings yet
- Resumen y Cuadro Sinoptico Legislacion Normativa AduaneraDocument2 pagesResumen y Cuadro Sinoptico Legislacion Normativa AduaneraArthurCabTNo ratings yet
- El Consumo de La Carne Procesada y El Riesgo Al Cáncer de Estomago CABALLERO T ARTURODocument12 pagesEl Consumo de La Carne Procesada y El Riesgo Al Cáncer de Estomago CABALLERO T ARTUROArthurCabTNo ratings yet
- Cuaderno y Solucion Del Segundo ParcialDocument30 pagesCuaderno y Solucion Del Segundo ParcialArthurCabTNo ratings yet
- Estimación de Costes y Rentabilidad de EquiposDocument31 pagesEstimación de Costes y Rentabilidad de EquiposArthurCabTNo ratings yet
- Producción de champú y detergente vajilleroDocument14 pagesProducción de champú y detergente vajilleroArthurCabTNo ratings yet
- Gestion 2Document5 pagesGestion 2ArthurCabTNo ratings yet
- Diagrama bloque quesoDocument2 pagesDiagrama bloque quesoArthurCabTNo ratings yet
- Perfil PantalonesDocument11 pagesPerfil PantalonesArthurCabTNo ratings yet
- Perfil PantalonesDocument11 pagesPerfil PantalonesArthurCabTNo ratings yet
- Perfil PantalonesDocument11 pagesPerfil PantalonesArthurCabTNo ratings yet
- Diagrama de Bloque QuesoDocument2 pagesDiagrama de Bloque QuesoArthurCabTNo ratings yet
- Lab IV - IDocument10 pagesLab IV - IArthurCabTNo ratings yet
- Universidad Carlos III de Madrid - Estudio de Viabilidad PDFDocument183 pagesUniversidad Carlos III de Madrid - Estudio de Viabilidad PDFana santerNo ratings yet
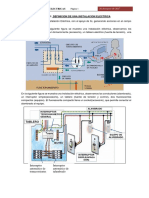
- Definicion de Instalacion Electrica-50% ResueltoDocument6 pagesDefinicion de Instalacion Electrica-50% ResueltoCarlos Hernán Seminario PasaperaNo ratings yet
- Manual carnicera línea TECDocument10 pagesManual carnicera línea TECLalo LeloNo ratings yet
- GAS Recorrido-De-La-Energia-Gas-Natural PDFDocument19 pagesGAS Recorrido-De-La-Energia-Gas-Natural PDFJuan MendozaNo ratings yet
- Cribas y productos metálicos perforados para separación y clasificaciónDocument17 pagesCribas y productos metálicos perforados para separación y clasificaciónangel lópezNo ratings yet
- Asignacion 7Document3 pagesAsignacion 7Edison Huayhua CcasaniNo ratings yet
- 1º EXAMEN PARCIAL DE RESISTENCIA DE MATERIALES I IC252ACI Sem 2018-1 01Document2 pages1º EXAMEN PARCIAL DE RESISTENCIA DE MATERIALES I IC252ACI Sem 2018-1 01powelNo ratings yet
- Breve Descripción de Los Ministerios de Guatemala y Sus FuncionesDocument4 pagesBreve Descripción de Los Ministerios de Guatemala y Sus FuncionesLorenzo GabrielNo ratings yet
- Sencico Temario 2018Document6 pagesSencico Temario 2018Adriana PecheNo ratings yet
- Qué Es Un LubricanteDocument5 pagesQué Es Un LubricanteAlfredo MendozaNo ratings yet
- Artículo - Entendiendo El Cross DockingDocument4 pagesArtículo - Entendiendo El Cross DockingJulieteReyhanNo ratings yet
- Proceso Operacional Eje Escalonado RanuradoDocument5 pagesProceso Operacional Eje Escalonado RanuradoDaniel PMNo ratings yet
- Aceite para Cadenas PDFDocument2 pagesAceite para Cadenas PDFlimbert_No ratings yet
- Caldero de 100 Bhp.Document5 pagesCaldero de 100 Bhp.Segundo ChavezNo ratings yet
- Ensayos en Un Compresor de AireDocument20 pagesEnsayos en Un Compresor de AireThom Moreno PereaNo ratings yet
- Temas EjemplosDocument7 pagesTemas Ejemplospercy_mg21No ratings yet
- AutoCADDocument3 pagesAutoCADDavid EcheverriaNo ratings yet
- Panel de Deteccion LyonDocument76 pagesPanel de Deteccion LyonJoséOrdóñezCedeñoNo ratings yet
- Puentes LevadizosDocument8 pagesPuentes LevadizosAlexandraLorenaNo ratings yet
- Tautona La Mina Más Profunda Del MundoDocument3 pagesTautona La Mina Más Profunda Del MundojoseNo ratings yet
- Actividad 2. Planteamiento Del ProblemaDocument10 pagesActividad 2. Planteamiento Del ProblemaOlga Del Angel MartinezNo ratings yet
- Repotenciación de Campos Eólicos y Mercado de Aerogeneradores de Segunda ManoDocument31 pagesRepotenciación de Campos Eólicos y Mercado de Aerogeneradores de Segunda ManoFernando NunoNo ratings yet
- Descubriendo A MondrianDocument25 pagesDescubriendo A MondriannatuchigpNo ratings yet
- MANUAL MONTACARGAS A CERTIFICACION 24 HrsDocument4 pagesMANUAL MONTACARGAS A CERTIFICACION 24 HrsOmar Gerardo Sida LopezNo ratings yet
- Arquitectura ModernaDocument22 pagesArquitectura ModernaRichard Valero QuispeNo ratings yet
- Tecnologia de Procesos PetroquimicosDocument40 pagesTecnologia de Procesos PetroquimicosLupitha SanchezNo ratings yet