You might also like
- Uso de VentosasDocument109 pagesUso de VentosasMichelleHarvey100% (6)
- Normas de SoldaduraDocument31 pagesNormas de Soldadurajhonatan rivas0% (2)
- Arcilla ResumenDocument1 pageArcilla ResumenCristian MurgaNo ratings yet
- Saw Arco SumergidoDocument106 pagesSaw Arco SumergidoPablo Leal Aguero100% (1)
- Presentacion PinturasDocument42 pagesPresentacion Pinturasoscar alarconNo ratings yet
- Defectos y Fallas en Uniones SoldadasDocument59 pagesDefectos y Fallas en Uniones SoldadasSebastian Pizarro100% (1)
- Calificación de Procedimiento de SoldaduraDocument4 pagesCalificación de Procedimiento de SoldaduraJorgeNo ratings yet
- Cuaderno Ciclo TermicoDocument30 pagesCuaderno Ciclo TermicoIvana PalmaNo ratings yet
- 4 - Introduccion, Terminologia y Simbolos de SoldaduraDocument59 pages4 - Introduccion, Terminologia y Simbolos de SoldaduraJeison BedoyaNo ratings yet
- Pre CalentamientoDocument42 pagesPre CalentamientoVictorNo ratings yet
- Proceso MCAWDocument43 pagesProceso MCAWDavid CandoNo ratings yet
- Soldadura Mig Mag II Sem S-1 (202220)Document43 pagesSoldadura Mig Mag II Sem S-1 (202220)Dany YordanNo ratings yet
- Normas AwsDocument19 pagesNormas AwsOsvaldo López50% (2)
- Fcaw TR1Document10 pagesFcaw TR1takeo Ramos chaconNo ratings yet
- Ejercicios Diseño2 Unidad 1Document48 pagesEjercicios Diseño2 Unidad 1AngelAlejandroCabreraCarrillo100% (1)
- Teoria y Fundamentos GTAW+claveDocument49 pagesTeoria y Fundamentos GTAW+claveHernan AlvarezNo ratings yet
- Informe de FcawDocument20 pagesInforme de FcawAnonymous pOMF80hBTNo ratings yet
- Juntas soldadas y símbolos AWSDocument12 pagesJuntas soldadas y símbolos AWSAndrés Toala50% (2)
- FCAWDocument10 pagesFCAWCarlos Cayo100% (1)
- 4.3 Tipos de Tolerancias Geometric AsDocument6 pages4.3 Tipos de Tolerancias Geometric AsAdriana Polanco100% (1)
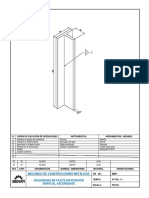
- Hoja de Tarea en Filete Vertical AscendenteDocument5 pagesHoja de Tarea en Filete Vertical AscendentecarlosNo ratings yet
- Procedimiento de Preparación y Aplicación de Soldadura A Una Probeta Cañ.Document6 pagesProcedimiento de Preparación y Aplicación de Soldadura A Una Probeta Cañ.Mario DíazNo ratings yet
- FresadoraDocument16 pagesFresadoramariareyes1994No ratings yet
- Clasificacion de Electrodo-FcawDocument4 pagesClasificacion de Electrodo-FcawEddieJhonC.OrdoñoNo ratings yet
- Tipos de TransferenciaDocument11 pagesTipos de TransferenciaFred CalderonNo ratings yet
- Norma AWS D1.1Document10 pagesNorma AWS D1.1Gabriela EstradaNo ratings yet
- Angulos para SoldarDocument87 pagesAngulos para SoldarAlex Mendoza Miranda75% (4)
- Avance Del Foro Plasma 2Document2 pagesAvance Del Foro Plasma 2delhuXD xNo ratings yet
- ProbetasDocument9 pagesProbetasTravis Moon100% (1)
- Manual Simbolos Soldadura Ensayos Procesos Soldaduras TecsupDocument18 pagesManual Simbolos Soldadura Ensayos Procesos Soldaduras TecsuppedroNo ratings yet
- 3.-Union de Junta A Tope en VDocument10 pages3.-Union de Junta A Tope en Vwilmer_avalos307No ratings yet
- Soldaduras Especiales PDFDocument12 pagesSoldaduras Especiales PDFLuis Gutierrez100% (3)
- Corte Con Arco de Carbono CACDocument5 pagesCorte Con Arco de Carbono CACAlberto JaraNo ratings yet
- Soldadura Smaw Variacion de Parametros ElectricosDocument7 pagesSoldadura Smaw Variacion de Parametros ElectricosdcaraballopNo ratings yet
- Examen Recuperacion 2 - FcawDocument5 pagesExamen Recuperacion 2 - FcawFrancisco BanderaNo ratings yet
- GlosarioDocument6 pagesGlosarioAlex RevillaNo ratings yet
- Scwi Geometria de Los Cordones de SoldaduraDocument2 pagesScwi Geometria de Los Cordones de SoldaduraCARLOS NAVARRETENo ratings yet
- Soldadura OxiacetilinicaDocument9 pagesSoldadura OxiacetilinicapauloNo ratings yet
- FCAWDocument8 pagesFCAWMaritza100% (1)
- Msud Msud-501 TrabajofinalDocument3 pagesMsud Msud-501 TrabajofinalLucy PerezNo ratings yet
- Defectos 2Document34 pagesDefectos 2francescoNo ratings yet
- Gases Utilizados en Corte PlasmaDocument7 pagesGases Utilizados en Corte PlasmaJhonatan Paolo Sosa PauliniNo ratings yet
- Juntas Soldadas y Juntas de SoldaduraDocument3 pagesJuntas Soldadas y Juntas de Soldaduraarlette caizaNo ratings yet
- Clasificacion Aws para Materiales de AporteDocument41 pagesClasificacion Aws para Materiales de AportelucdaveaNo ratings yet
- Definición de WPS PQR y WPQDocument3 pagesDefinición de WPS PQR y WPQIvan PiandaNo ratings yet
- Electrodos para SoldaduraDocument1 pageElectrodos para Soldaduraalibuchy100% (1)
- Informe Proceso TigDocument23 pagesInforme Proceso TigYen Fisher0% (1)
- Msed Msed-419 TrabajofinalDocument3 pagesMsed Msed-419 TrabajofinaldelhuXD xNo ratings yet
- Informe Laboratorio#5 SoldaduraDocument11 pagesInforme Laboratorio#5 SoldaduraJean Carlos MendozaNo ratings yet
- Soldadura Gmaw y GtawDocument25 pagesSoldadura Gmaw y GtawEnrique Fabian Cardenas100% (1)
- Informe 4 - Afectaciones Metalograficas en Juntas SoldadasDocument18 pagesInforme 4 - Afectaciones Metalograficas en Juntas SoldadasPaul SebastianNo ratings yet
- TR1 - Espacios Confinados .Document9 pagesTR1 - Espacios Confinados .jesslyNo ratings yet
- Soldadura de RellenoDocument2 pagesSoldadura de Rellenoluiky0070% (1)
- Quemadoe Grupo 2Document8 pagesQuemadoe Grupo 2dair rodriguezNo ratings yet
- Cuaderno de Informe (SEMANA 2)Document13 pagesCuaderno de Informe (SEMANA 2)Deyvi Gómez SalazarNo ratings yet
- Trabajo SoldaduraDocument9 pagesTrabajo SoldaduraAldair GRNo ratings yet
- Posición VerticalDocument21 pagesPosición VerticalJaviercito VelascoNo ratings yet
- Charla Ing. Abelardo Acosta - Soldabilidad de Aceros DisimilesDocument19 pagesCharla Ing. Abelardo Acosta - Soldabilidad de Aceros DisimilesYsabel Hancco SolísNo ratings yet
- Figura 3.23 - Soldadura Por Arco Sumergido: FXXX - ExxxDocument50 pagesFigura 3.23 - Soldadura Por Arco Sumergido: FXXX - ExxxJonathan OlavarriaNo ratings yet
- Diagrama de GranvilleDocument3 pagesDiagrama de GranvilleFaby Saucedo100% (1)
- FundTIGbásicosDocument8 pagesFundTIGbásicosJerónimo Cantón Arborno100% (1)
- Informe Soldadura SAWDocument1 pageInforme Soldadura SAWChristian Castro Mh100% (1)
- Avance Foro TIGDocument3 pagesAvance Foro TIGdelhuXD xNo ratings yet
- Proyecto E.M#2Document12 pagesProyecto E.M#2Alexis Yepez PilayNo ratings yet
- Entregable 2Document9 pagesEntregable 2senati20msNo ratings yet
- 14449-Texto Del Artículo-50395-1-10-20160502Document20 pages14449-Texto Del Artículo-50395-1-10-20160502paredessegurNo ratings yet
- Tercera Unidad SociedadesDocument13 pagesTercera Unidad SociedadesparedessegurNo ratings yet
- Fundamentos de Investigacion ... LLDocument1 pageFundamentos de Investigacion ... LLparedessegurNo ratings yet
- Proyecto Productivo CicloDocument11 pagesProyecto Productivo CicloparedessegurNo ratings yet
- 1 Conceptos Básicos AdministraciónDocument32 pages1 Conceptos Básicos AdministraciónDiandra JarroNo ratings yet
- Año de Bicentenario Del PerúDocument1 pageAño de Bicentenario Del PerúparedessegurNo ratings yet
- ProyectoDocument4 pagesProyectoparedessegurNo ratings yet
- Oferta Economica 10600412847Document1 pageOferta Economica 10600412847paredessegurNo ratings yet
- Mte13 CSL 2460 Is P 003 - 3 - RLDocument30 pagesMte13 CSL 2460 Is P 003 - 3 - RLparedessegurNo ratings yet
- Codines Cabrito Allas El ReyDocument9 pagesCodines Cabrito Allas El ReyparedessegurNo ratings yet
- Codines Cabrito Allas El ReyDocument9 pagesCodines Cabrito Allas El ReyparedessegurNo ratings yet
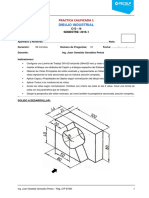
- PC 1 - Dib Ind - C10-N - 2016-1Document2 pagesPC 1 - Dib Ind - C10-N - 2016-1paredessegurNo ratings yet
- PDF Nº15Document31 pagesPDF Nº15paredessegurNo ratings yet
- Gestión Del Talento HumanoDocument4 pagesGestión Del Talento HumanoparedessegurNo ratings yet
- Test de ComprobaciónDocument5 pagesTest de ComprobaciónparedessegurNo ratings yet
- Actividad Grupal c10 g3 M N 4to Ciclo Gestión de MantenimientoDocument14 pagesActividad Grupal c10 g3 M N 4to Ciclo Gestión de MantenimientoparedessegurNo ratings yet
- Práctica 03Document1 pagePráctica 03paredessegurNo ratings yet
- Taller de Soldadura N°3 PDFDocument18 pagesTaller de Soldadura N°3 PDFparedessegur0% (1)
- Clasifiacion Del ProyectoDocument1 pageClasifiacion Del ProyectoparedessegurNo ratings yet
- Propiedades de Gas Ideal Del AireDocument3 pagesPropiedades de Gas Ideal Del AireparedessegurNo ratings yet
- Limitaciones de Mi Proyecto XXXXLLLLDocument2 pagesLimitaciones de Mi Proyecto XXXXLLLLparedessegurNo ratings yet
- Ciclo de Aire EstandarDocument2 pagesCiclo de Aire EstandarparedessegurNo ratings yet
- Ciclo de Aire EstandarDocument2 pagesCiclo de Aire EstandarparedessegurNo ratings yet
- Informe 4 de Maquinas ElectricasDocument7 pagesInforme 4 de Maquinas ElectricasparedessegurNo ratings yet
- IV. - Metalurgia de La SoldaduraDocument31 pagesIV. - Metalurgia de La SoldaduraparedessegurNo ratings yet
- Taller de Soldadura N°3Document18 pagesTaller de Soldadura N°3paredessegurNo ratings yet
- Tratamiento de aguas residuales industriales mediante biotecnología ambientalDocument14 pagesTratamiento de aguas residuales industriales mediante biotecnología ambientalMaría Jose GuerreroNo ratings yet
- UntitledDocument3 pagesUntitledDaniela AlvaradoNo ratings yet
- COTAMANIADocument15 pagesCOTAMANIAEdgar Cota Mamani100% (6)
- Specifications Arandela Plana 67060064Document2 pagesSpecifications Arandela Plana 67060064Miguel dextreNo ratings yet
- Determinación de la velocidad enzimática de la fosfatasa ácida de bovinoDocument17 pagesDeterminación de la velocidad enzimática de la fosfatasa ácida de bovinoIgnacio ArFuNo ratings yet
- Practica de MoliendaDocument6 pagesPractica de MoliendaFranco Corimanya RojasNo ratings yet
- LIPIDOSDocument14 pagesLIPIDOSBrenda MartinezNo ratings yet
- MA465 - S11 - S29 - CS11 - Caso 8 - Cumplimiento de Las Normas de Calidad en La Produccion de La PlataDocument3 pagesMA465 - S11 - S29 - CS11 - Caso 8 - Cumplimiento de Las Normas de Calidad en La Produccion de La PlataJhonatan Berrocal Gomez100% (1)
- Ats SsomaDocument3 pagesAts SsomaRosa M Campusano FloresNo ratings yet
- Cemento Blanco. PDFDocument2 pagesCemento Blanco. PDFAbrahan Eriquita MamaniNo ratings yet
- Cofactores Enzimáticos InorgánicosDocument6 pagesCofactores Enzimáticos InorgánicosRos HernandezNo ratings yet
- Monografia de Tecnica Indirecta de IncrustacionDocument5 pagesMonografia de Tecnica Indirecta de Incrustacionjasmery huillca ttitoNo ratings yet
- Conectores ElectricosDocument19 pagesConectores ElectricosFersh ValderramashNo ratings yet
- Grupo 8 - Practica de DBO5 Y DQODocument16 pagesGrupo 8 - Practica de DBO5 Y DQOALVARO MIGUEL SANCHEZ GOMEZNo ratings yet
- Para Exposicion Ciclo de Carnot y Diagrama MollerDocument7 pagesPara Exposicion Ciclo de Carnot y Diagrama MollerJorge FabiánNo ratings yet
- Informe de AlgasDocument17 pagesInforme de AlgasLeidy Cely CastilloNo ratings yet
- Materiales de Uso TécnicoDocument4 pagesMateriales de Uso TécnicoMáximo Huber Vásquez AcostaNo ratings yet
- Métodos de Toma de Muestras de Contaminantes QuímicosDocument2 pagesMétodos de Toma de Muestras de Contaminantes QuímicosKarol BNo ratings yet
- Problemas Tercer ParcialDocument8 pagesProblemas Tercer ParcialSandoval AngeliicaNo ratings yet
- Fisiologia RenalDocument8 pagesFisiologia RenalVitor LópezNo ratings yet
- Instrumentos CientificosDocument2 pagesInstrumentos CientificosJosue Garcia0% (1)
- Ciclo del oxígeno: procesos y reservoriosDocument7 pagesCiclo del oxígeno: procesos y reservoriosViridiana HernandezNo ratings yet
- III BIM - BIOLOGIA - 4TO AÑO - Guia 2 - Fotosíntesis IDocument8 pagesIII BIM - BIOLOGIA - 4TO AÑO - Guia 2 - Fotosíntesis Iprofesormiguel241No ratings yet
- DrywallDocument33 pagesDrywallMarc A. Torres VásquezNo ratings yet
- Informe de Laboratorio Oficial 1Document21 pagesInforme de Laboratorio Oficial 1Cesar pariNo ratings yet
- APRIMATIC CatalogoDocument14 pagesAPRIMATIC CatalogoIng. Juan Torres ASCINTEC SASNo ratings yet
- Ciencias Y Tecnología. Química: Segundo TrimestreDocument42 pagesCiencias Y Tecnología. Química: Segundo TrimestreKarina Gomez100% (1)