You might also like
- TB3 - 117 Engine Maintenance Manual: (EMM Book1 TOC) (Chapter 72 TOC)Document16 pagesTB3 - 117 Engine Maintenance Manual: (EMM Book1 TOC) (Chapter 72 TOC)blackhawkNo ratings yet
- 01descrjption and OperationDocument15 pages01descrjption and OperationblackhawkNo ratings yet
- TB3 - 117 Engine Maintenance Manual: (EMM Book1 TOC) (Chapter 72 TOC)Document84 pagesTB3 - 117 Engine Maintenance Manual: (EMM Book1 TOC) (Chapter 72 TOC)blackhawkNo ratings yet
- TB3 - 117 Engine Maintenance Manual: (EMM Book1 TOC) (Chapter 72 TOC)Document30 pagesTB3 - 117 Engine Maintenance Manual: (EMM Book1 TOC) (Chapter 72 TOC)blackhawkNo ratings yet
- (EMM Book1 TOC) (Chapter 72 TOC) : (Main Menu)Document43 pages(EMM Book1 TOC) (Chapter 72 TOC) : (Main Menu)blackhawkNo ratings yet
- 072 90 13 ChipDetectorDocument6 pages072 90 13 ChipDetectorblackhawkNo ratings yet
- (EMM Book1 TOC) (Chapter 72 TOC) : TB3 - 117 Engine Maintenance ManualDocument25 pages(EMM Book1 TOC) (Chapter 72 TOC) : TB3 - 117 Engine Maintenance ManualblackhawkNo ratings yet
- 由陆-32MTBE: AbcdefghDocument1 page由陆-32MTBE: AbcdefghblackhawkNo ratings yet
- 04removal InstallationDocument28 pages04removal InstallationblackhawkNo ratings yet
- 072 90 00 EngineAcessoryDocument30 pages072 90 00 EngineAcessoryblackhawkNo ratings yet
- (EMM Book1 TOC) (Chapter 72 TOC) : TB3 - 117 Engine Maintenance ManualDocument65 pages(EMM Book1 TOC) (Chapter 72 TOC) : TB3 - 117 Engine Maintenance ManualblackhawkNo ratings yet
- SMS ToolkitDocument40 pagesSMS ToolkitSushant PradhanNo ratings yet
- Arriel 1 Training Manual L1 PDFDocument354 pagesArriel 1 Training Manual L1 PDFblackhawk86% (7)
- 072 58 00 ExhaustSectionDocument22 pages072 58 00 ExhaustSectionblackhawkNo ratings yet
- Stage 2 NGV A Sembly. - Rotor.: - Engine Third Suppor1 AssemblyDocument10 pagesStage 2 NGV A Sembly. - Rotor.: - Engine Third Suppor1 AssemblyblackhawkNo ratings yet
- AW119Kx ASMTCDocument888 pagesAW119Kx ASMTCblackhawkNo ratings yet
- Engine Accessory Drives GuideDocument12 pagesEngine Accessory Drives GuideblackhawkNo ratings yet
- TB3-117 Maintenance Manual: (5) (2) 4) End (3) (2) End 4)Document59 pagesTB3-117 Maintenance Manual: (5) (2) 4) End (3) (2) End 4)blackhawkNo ratings yet
- Turbine Assembly Maintenance ManualDocument1 pageTurbine Assembly Maintenance ManualblackhawkNo ratings yet
- Combustion Chamber Description and Operation: L. GeneralDocument14 pagesCombustion Chamber Description and Operation: L. GeneralblackhawkNo ratings yet
- A119Document1,060 pagesA119blackhawk100% (1)
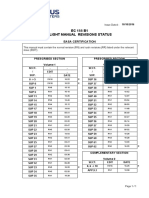
- 155b1 FLM EasaDocument1,548 pages155b1 FLM EasarobinyNo ratings yet
- TM 1 1500 328 23Document99 pagesTM 1 1500 328 23blackhawk100% (1)
- EASA Approved MMEL for Airbus EC135/635 HelicoptersDocument114 pagesEASA Approved MMEL for Airbus EC135/635 HelicoptersblackhawkNo ratings yet
- Fuel and Control System - Schematic Diagram: From Neighboring EngineDocument1 pageFuel and Control System - Schematic Diagram: From Neighboring EngineblackhawkNo ratings yet
- TM 1 1500 323 24 1Document1,032 pagesTM 1 1500 323 24 1blackhawkNo ratings yet
- Inspection and Repaer of Control Cables and TurnbucklesDocument13 pagesInspection and Repaer of Control Cables and TurnbucklesblackhawkNo ratings yet
- NYCO ProductsCatalogue Issue-4Document70 pagesNYCO ProductsCatalogue Issue-4Piyush50% (2)
- Tables 7-12Document6 pagesTables 7-12blackhawkNo ratings yet
- BoltsDocument6 pagesBoltsblackhawkNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5782)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Blasting and Painting Procedure - 1Document6 pagesBlasting and Painting Procedure - 1Azrul Rais64% (11)
- Jeddah, Al Safa Dist., /9, Ibn Arram ST., Behind Al Saher Petrol Station & Adj., To Coca Cola WarehouseDocument236 pagesJeddah, Al Safa Dist., /9, Ibn Arram ST., Behind Al Saher Petrol Station & Adj., To Coca Cola WarehouseClint AnthonyNo ratings yet
- Saudi Aramco Inspection Checklist: Concrete Coatings Pre-Installation Inspection SAIC-H-1003 15-Nov-17Document2 pagesSaudi Aramco Inspection Checklist: Concrete Coatings Pre-Installation Inspection SAIC-H-1003 15-Nov-17Abdul HannanNo ratings yet
- Technical Data Sheet for Zinc-Rich Epoxy CoatingDocument8 pagesTechnical Data Sheet for Zinc-Rich Epoxy Coatingadeoye_okunoyeNo ratings yet
- ReinforcementDocument34 pagesReinforcementKristle Jane VidadNo ratings yet
- Chemlok 205 - 220 영문Document5 pagesChemlok 205 - 220 영문Ardiansyah Andry100% (1)
- Fundamentals of Dry Ice Blasting CleaningDocument18 pagesFundamentals of Dry Ice Blasting CleaningAli AtwaNo ratings yet
- Wolfgang Maasberg (auth.) - Commercial-Industrial Cleaning, by Pressure-Washing, Hydro-Blasting and UHP-Jetting_ The Business Operating Model and How-To Manual for 450 Specific Applications-Springer-VDocument647 pagesWolfgang Maasberg (auth.) - Commercial-Industrial Cleaning, by Pressure-Washing, Hydro-Blasting and UHP-Jetting_ The Business Operating Model and How-To Manual for 450 Specific Applications-Springer-VNsidibe Michael Etim100% (2)
- SR ChromasitDocument28 pagesSR Chromasitcatalin_adina100% (1)
- Fabric and Garment FinishingDocument33 pagesFabric and Garment FinishingSurya Bakshi100% (4)
- ASTM D6237-09-Painting Inspectors (Concrete and Masonry Substrates)Document12 pagesASTM D6237-09-Painting Inspectors (Concrete and Masonry Substrates)Raul Dela Rosa MalanogNo ratings yet
- Joint Sealants For Airport Pavements: DOT/FAA/CT-94/53Document151 pagesJoint Sealants For Airport Pavements: DOT/FAA/CT-94/53Phạm Thanh PhươngNo ratings yet
- G Brochure PDFDocument9 pagesG Brochure PDFahmedzubNo ratings yet
- High Pressure Water Blasters: Den-Jet Series CD160Document2 pagesHigh Pressure Water Blasters: Den-Jet Series CD160Mohamed Bin IerousNo ratings yet
- AbrasiveBlastCleaning1 PDFDocument29 pagesAbrasiveBlastCleaning1 PDFMariela Tabata Calizaya Chipana100% (1)
- MKS 112 GEN AZ7 SP 01 A Specification For PaintingDocument31 pagesMKS 112 GEN AZ7 SP 01 A Specification For PaintingĐiệnBiênNhâm100% (2)
- ThanksDocument20 pagesThanksthines kumarNo ratings yet
- Wire BrochureandBulletinsDocument204 pagesWire BrochureandBulletinsarturoNo ratings yet
- Masterseal 180 - PDS - ASEAN - 180512 PDFDocument2 pagesMasterseal 180 - PDS - ASEAN - 180512 PDFEngTamerNo ratings yet
- Process Industry Practices Coatings: PIP CTSE1000 Application of External CoatingsDocument87 pagesProcess Industry Practices Coatings: PIP CTSE1000 Application of External CoatingsSivaratnam Navatharan67% (3)
- VW - TL 4225-2006-05 - (Alloyed Quenched and Tempered Steel 22MnB5 Uncoat or Precoat)Document11 pagesVW - TL 4225-2006-05 - (Alloyed Quenched and Tempered Steel 22MnB5 Uncoat or Precoat)jorge solisNo ratings yet
- LNG Plant Painting Specification GuideDocument74 pagesLNG Plant Painting Specification Guidejcarbajal2013No ratings yet
- Production Engineering Lab VIII SemDocument24 pagesProduction Engineering Lab VIII Semsunil kumawatNo ratings yet
- Precision Media Blaster: Operation and Maintenance ManualDocument50 pagesPrecision Media Blaster: Operation and Maintenance ManualIvan Roco100% (1)
- 7 Things To Know About Flash RustDocument4 pages7 Things To Know About Flash RustManolo CastilloNo ratings yet
- CO2 Blast CleaningDocument30 pagesCO2 Blast CleaningkangsungjinNo ratings yet
- General Workplace Safety: JUNE 2006Document149 pagesGeneral Workplace Safety: JUNE 2006masoud132No ratings yet
- SandblastingDocument2 pagesSandblastingPeter Antony67% (3)
- Ceilcote 2000 Flakeline+wp+engDocument3 pagesCeilcote 2000 Flakeline+wp+engMohamed NouzerNo ratings yet
- Painting Procedure-SaberindoDocument7 pagesPainting Procedure-SaberindoRiky SumantriNo ratings yet