You might also like
- Foundry Coating Technology - A ReviewDocument18 pagesFoundry Coating Technology - A ReviewIvyNo ratings yet
- FOUNDRY COATING CLASSIFICATIONDocument9 pagesFOUNDRY COATING CLASSIFICATIONsaifullah629No ratings yet
- CoatingsDocument8 pagesCoatingsMy Dad My WorldNo ratings yet
- Photo InitiatorsDocument15 pagesPhoto InitiatorsJuan Antonio Tito Esp CalNo ratings yet
- Types of Sands Used in MouldsDocument20 pagesTypes of Sands Used in Mouldsdhaya53No ratings yet
- Scrim FabaricsDocument10 pagesScrim FabaricsGauri PuranikNo ratings yet
- Pu Dispersion Formulation 2Document1 pagePu Dispersion Formulation 2mrafigNo ratings yet
- Ink Developments For High Speed PrintingDocument21 pagesInk Developments For High Speed Printingleow1231No ratings yet
- D344 Standard Test Method For Relative Hiding Power of Paints by The Visual Evaluation of BrushoutsDocument4 pagesD344 Standard Test Method For Relative Hiding Power of Paints by The Visual Evaluation of BrushoutsGiovanni Osorio100% (1)
- DuPont TiO2 Coatings BrochureDocument28 pagesDuPont TiO2 Coatings Brochuredello123No ratings yet
- Handbook of Vinyl FormulatingFrom EverandHandbook of Vinyl FormulatingRichard F GrossmanRating: 3 out of 5 stars3/5 (1)
- Anti Corrosion UV Curable CoatingsDocument3 pagesAnti Corrosion UV Curable CoatingsEugene PaiNo ratings yet
- Metal Pickling: Acids and InhibitorsDocument2 pagesMetal Pickling: Acids and InhibitorsChemEqualNo ratings yet
- Coating and Drying Defects: Troubleshooting Operating ProblemsFrom EverandCoating and Drying Defects: Troubleshooting Operating ProblemsRating: 5 out of 5 stars5/5 (1)
- Powder Coating Guide for Metal FinishingDocument31 pagesPowder Coating Guide for Metal FinishingNikhil OtavanekarNo ratings yet
- Eternal Catalog 2010 MonomersDocument5 pagesEternal Catalog 2010 MonomersNgoducminh0% (1)
- TDS PU Sealant Bamco BSSL - Eng - 2014 Rev.03Document4 pagesTDS PU Sealant Bamco BSSL - Eng - 2014 Rev.03JoeNo ratings yet
- DYCOTE E.pdf - DownloadassetDocument32 pagesDYCOTE E.pdf - DownloadassetJAnottama werdhabudiNo ratings yet
- Harwick AcceleratorsDocument5 pagesHarwick AcceleratorsAkash KumarNo ratings yet
- IGM Photoinitiator Brochure 2010Document24 pagesIGM Photoinitiator Brochure 2010tmlNo ratings yet
- Dic India Oldest Ink Manufacturing CompanyDocument10 pagesDic India Oldest Ink Manufacturing Companydigital dicNo ratings yet
- Module-3 Additive ManufacturingDocument45 pagesModule-3 Additive Manufacturingprajapati21No ratings yet
- Study Data of Passivation - of - Zinc PDFDocument11 pagesStudy Data of Passivation - of - Zinc PDFvkmsNo ratings yet
- Enercon Best Practices Solventless Laminating SlidesDocument69 pagesEnercon Best Practices Solventless Laminating SlidesFarasatNo ratings yet
- PowderCoatingResins ProductGuide 0Document20 pagesPowderCoatingResins ProductGuide 0zizitroNo ratings yet
- INDUSTRIAL GALVANIZERS HOT-DIP SEMINARDocument27 pagesINDUSTRIAL GALVANIZERS HOT-DIP SEMINARaziz50% (2)
- Adhesives and Tapes Design GuideDocument108 pagesAdhesives and Tapes Design GuideGurkirtanNo ratings yet
- Radiation Curing: Update and Outlook: Sandy Morrison, Member of Specialchem Technical Expert TeamDocument9 pagesRadiation Curing: Update and Outlook: Sandy Morrison, Member of Specialchem Technical Expert Teampakde jongkoNo ratings yet
- Brisil LeafletDocument2 pagesBrisil LeafletTanmay PandyaNo ratings yet
- Unit 4Document70 pagesUnit 4Sasa PetrovicNo ratings yet
- BECKOPOX EM 2120w - Allnex - Bilingual 27 FebDocument15 pagesBECKOPOX EM 2120w - Allnex - Bilingual 27 FebDhruv Sevak100% (1)
- Hot Green Sand ProblemsDocument5 pagesHot Green Sand ProblemsbvphimanshuNo ratings yet
- Glass Industry Webinar 2020Document73 pagesGlass Industry Webinar 2020Joao Botas100% (1)
- Anti Graffiti Paint PresentationDocument10 pagesAnti Graffiti Paint PresentationpricettNo ratings yet
- Amine Cold Box Core Making: - The Need of The HourDocument38 pagesAmine Cold Box Core Making: - The Need of The HourNayan Patel100% (2)
- Jotun Paints 5S Implementation and Status ReportDocument24 pagesJotun Paints 5S Implementation and Status ReportTutmash Shafi100% (1)
- Lead Drier Replacement in Solvent Based Alkyd Decorative PaintsDocument24 pagesLead Drier Replacement in Solvent Based Alkyd Decorative PaintsIwan TirtaNo ratings yet
- FP Pigments - Opacity Pigments, Cost Saving Opportunities in Architectural Coatings Paul DietzDocument22 pagesFP Pigments - Opacity Pigments, Cost Saving Opportunities in Architectural Coatings Paul DietzHiếu Mai ĐứcNo ratings yet
- Catalogo PDFDocument28 pagesCatalogo PDFjose.figueroa@foseco.comNo ratings yet
- Electrodeposition Andreas Tolz PPGDocument14 pagesElectrodeposition Andreas Tolz PPGAndi MusdalifahNo ratings yet
- Inorganic BindersDocument4 pagesInorganic Bindersadeniyi-sam100% (1)
- Surface Protection External Coating of Claas ProductsDocument1 pageSurface Protection External Coating of Claas ProductsTomaszNo ratings yet
- Zinc Dust Pigment For Paints - Specification: Indian StandardDocument16 pagesZinc Dust Pigment For Paints - Specification: Indian StandardDevesh Kumar PandeyNo ratings yet
- Extrusion Coating Substrates GuideDocument17 pagesExtrusion Coating Substrates GuidecehigueraNo ratings yet
- Zinc Phosphating - Zinc Phosphate Coating - Zinc PhosphatizingDocument2 pagesZinc Phosphating - Zinc Phosphate Coating - Zinc Phosphatizingpuri16No ratings yet
- Packaging Adhesives ManualDocument5 pagesPackaging Adhesives ManualAlfredo Ch. LinoNo ratings yet
- Review On Automotive Body Coating ProcessDocument4 pagesReview On Automotive Body Coating ProcessIJEMR JournalNo ratings yet
- 227-04 The Ecolotec ProcessDocument2 pages227-04 The Ecolotec ProcessHugo WizenbergNo ratings yet
- Extrusion Coating and Lamination - Fundamentals and ChallengesDocument63 pagesExtrusion Coating and Lamination - Fundamentals and ChallengesAn PhạmNo ratings yet
- Comparation of N990 Vs N550 in EPDM CompoundsDocument7 pagesComparation of N990 Vs N550 in EPDM CompoundsMartha GuzmanNo ratings yet
- Polyvinylidene Fluoride-Based Coatings Technology PDFDocument8 pagesPolyvinylidene Fluoride-Based Coatings Technology PDFPUENTES2407No ratings yet
- BASF industrial+Metal+CoatingsDocument12 pagesBASF industrial+Metal+CoatingsMaria Eugenia CiveiraNo ratings yet
- Optimal Surface Treatment SelectionDocument16 pagesOptimal Surface Treatment SelectionEllen GurNo ratings yet
- Presentation SARDocument30 pagesPresentation SARVishal RaghavNo ratings yet
- Stainless Steel GuideDocument17 pagesStainless Steel GuideSinead E TobinNo ratings yet
- Understanding BLOOM (Revised) PDFDocument24 pagesUnderstanding BLOOM (Revised) PDFEr Roxstar ParitoshNo ratings yet
- ACED Murugadoss PPT TAFEDocument91 pagesACED Murugadoss PPT TAFEMarikya GuptaNo ratings yet
- 521 Mio Coatings-What Are TheyDocument3 pages521 Mio Coatings-What Are TheypardissNo ratings yet
- Polymer Syntheses: Organic Chemistry: A Series of Monographs, Vol. 3From EverandPolymer Syntheses: Organic Chemistry: A Series of Monographs, Vol. 3No ratings yet
- Optimization of Sprue DesignDocument84 pagesOptimization of Sprue DesignashokjkhannaNo ratings yet
- Analysis of The Numerical Simulation Results of The Casting Process of The Double Hydraulic Valve Body - ZHY CastingDocument4 pagesAnalysis of The Numerical Simulation Results of The Casting Process of The Double Hydraulic Valve Body - ZHY CastingashokjkhannaNo ratings yet
- B2B Portal for Foundry ManagementDocument6 pagesB2B Portal for Foundry ManagementashokjkhannaNo ratings yet
- Optimum Quality Costs and Zero Defects: Are They Contradictory Concepts?Document4 pagesOptimum Quality Costs and Zero Defects: Are They Contradictory Concepts?ashokjkhannaNo ratings yet
- Application of Ductile Iron Gating System in Prevention and Control of Surface Slag Inclusion Defects - ZHY CastingDocument4 pagesApplication of Ductile Iron Gating System in Prevention and Control of Surface Slag Inclusion Defects - ZHY CastingashokjkhannaNo ratings yet
- Density Measurements Cast IronDocument20 pagesDensity Measurements Cast IronashokjkhannaNo ratings yet
- Fault and Cause Diagnosis of Casting DefectsDocument13 pagesFault and Cause Diagnosis of Casting DefectsashokjkhannaNo ratings yet
- Green Sand System Control PointsDocument1 pageGreen Sand System Control PointsashokjkhannaNo ratings yet
- Using Archimedes PrincipleDocument12 pagesUsing Archimedes PrincipleashokjkhannaNo ratings yet
- Riserless DI CastingDocument6 pagesRiserless DI CastingashokjkhannaNo ratings yet
- HPDC Vs LPDC PDFDocument28 pagesHPDC Vs LPDC PDFashokjkhannaNo ratings yet
- Analysis of Defects in Thin-Walled CastingsDocument2 pagesAnalysis of Defects in Thin-Walled CastingsashokjkhannaNo ratings yet
- Intermetallic PhaseDocument15 pagesIntermetallic PhaseashokjkhannaNo ratings yet
- Aging Model Foral MG SiDocument6 pagesAging Model Foral MG SiashokjkhannaNo ratings yet
- Effect of Cu and MN Properties of SG Iron PDFDocument7 pagesEffect of Cu and MN Properties of SG Iron PDFjmmshahNo ratings yet
- Effects of Grain Refinement On The MicroDocument10 pagesEffects of Grain Refinement On The MicroashokjkhannaNo ratings yet
- Right, First Time / Concept: March 2013Document15 pagesRight, First Time / Concept: March 2013ashokjkhannaNo ratings yet
- Advantages and Disadvantages of Sand Casting and Lost Foam Casting - ZHY CastingDocument2 pagesAdvantages and Disadvantages of Sand Casting and Lost Foam Casting - ZHY CastingashokjkhannaNo ratings yet
- UnderstandingCompressedAirSafetyandSavings FNDDocument6 pagesUnderstandingCompressedAirSafetyandSavings FNDashokjkhannaNo ratings yet
- Blowholes From Slag InclusionsDocument8 pagesBlowholes From Slag InclusionsashokjkhannaNo ratings yet
- Application of Furan Resin in Large Gray Iron Castings - ZHY CastingDocument2 pagesApplication of Furan Resin in Large Gray Iron Castings - ZHY CastingashokjkhannaNo ratings yet
- JN Qu 7 HJRR AYog AXWp Qhgakii IO91Document10 pagesJN Qu 7 HJRR AYog AXWp Qhgakii IO91tabibkarimNo ratings yet
- 94 Metal Reoxidation in Ferrous CastingsDocument10 pages94 Metal Reoxidation in Ferrous CastingsashokjkhannaNo ratings yet
- Energy Saving CIDocument3 pagesEnergy Saving CIashokjkhannaNo ratings yet
- Recarburant Agents For Induction Furnace in SmeltingDocument19 pagesRecarburant Agents For Induction Furnace in SmeltingashokjkhannaNo ratings yet
- Die Cooling DesignDocument22 pagesDie Cooling DesignashokjkhannaNo ratings yet
- Brake Drum Process ParametersDocument7 pagesBrake Drum Process ParametersashokjkhannaNo ratings yet
- Austempered Gears and Shafts PDFDocument14 pagesAustempered Gears and Shafts PDFashokjkhannaNo ratings yet
- Bainite Obtaining CIDocument6 pagesBainite Obtaining CIashokjkhannaNo ratings yet
- Elastic Critical Buckling Load by Second-Order Analysis (CSE573 Façade Engineering)Document1 pageElastic Critical Buckling Load by Second-Order Analysis (CSE573 Façade Engineering)kiddhoNo ratings yet
- 15E282 18lab1Document10 pages15E282 18lab1Yadhuvanth kumarNo ratings yet
- ABB NFLP IE3-Catalogue PDFDocument12 pagesABB NFLP IE3-Catalogue PDFSabir NasimNo ratings yet
- Lab ReportDocument8 pagesLab ReportNurin BatrisyiaNo ratings yet
- Vigneshwara Raja CV Feb 2022Document4 pagesVigneshwara Raja CV Feb 2022kamarajme2006No ratings yet
- Tablet Coating PDFDocument6 pagesTablet Coating PDFAsif Hasan Niloy100% (1)
- C8516-CLT-QMT-0005 Rev.00-Inspection Checklist For Slurry Lagoon ConstructionDocument2 pagesC8516-CLT-QMT-0005 Rev.00-Inspection Checklist For Slurry Lagoon ConstructionJabinNo ratings yet
- Stress Strain RelationshipDocument3 pagesStress Strain Relationshipmujib100% (1)
- HS-750RC Technical Data SheetDocument3 pagesHS-750RC Technical Data SheetĐạt LêNo ratings yet
- Magnetocaloric effect and magnetic refrigerationDocument6 pagesMagnetocaloric effect and magnetic refrigerationMirza MesanovicNo ratings yet
- Champion Lubricants Storage HandlingDocument6 pagesChampion Lubricants Storage HandlingIonut SomneaNo ratings yet
- Oxidation and Reduction SPM Form 5Document63 pagesOxidation and Reduction SPM Form 5Azie Nurul Akhtar85% (13)
- Wash Care Label RequirementsDocument11 pagesWash Care Label Requirementsnishkarsh mauryaNo ratings yet
- Martensitic Stainless SteelDocument3 pagesMartensitic Stainless SteelVysakh VasudevanNo ratings yet
- Bending Load Cell Type 54: ApplicationsDocument3 pagesBending Load Cell Type 54: ApplicationsFaizeus CorpNo ratings yet
- Bhilai Steel Plant Plate SizesDocument24 pagesBhilai Steel Plant Plate SizesSri Datta Kiran KuchibhatlaNo ratings yet
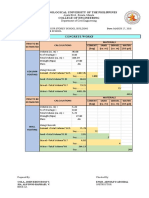
- 2 Concrete Works CompuDocument14 pages2 Concrete Works CompuALFONSO RAPHAEL SIANo ratings yet
- Electroplating: Conducting The Electroplating ExperimentDocument4 pagesElectroplating: Conducting The Electroplating Experimentapi-32133818No ratings yet
- Chapter 20 PetrucciDocument67 pagesChapter 20 PetrucciLoeyNo ratings yet
- SCH 2102Document4 pagesSCH 2102Clare Mueni Makaa100% (1)
- Plant Design Solutions Master Contents and Updates: Pds Master Catalog For Cadworx 2015Document2 pagesPlant Design Solutions Master Contents and Updates: Pds Master Catalog For Cadworx 2015calebneltonNo ratings yet
- A 470 - 03 Piezas ForjadasDocument8 pagesA 470 - 03 Piezas ForjadasWILLIAM ROMERONo ratings yet
- Mig WeldingDocument8 pagesMig WeldingSiddharth PradhanNo ratings yet
- E00159 EZ11 ManualDocument30 pagesE00159 EZ11 ManualRuddy MariusNo ratings yet
- Non Aqeuous TitrationDocument7 pagesNon Aqeuous Titrationsurabhi tadeNo ratings yet
- On-Site Electrolytic Chlorination Skid-Mounted OSEC B-Pak SystemDocument4 pagesOn-Site Electrolytic Chlorination Skid-Mounted OSEC B-Pak SystemgohviccNo ratings yet
- Mastics, Glues For Marble, Granite, StoneDocument6 pagesMastics, Glues For Marble, Granite, StoneNaveen GuptaNo ratings yet
- SM ART-CUT@ Techno Logy S 0 1 A New High Volume Application For Ion ImplantationDocument4 pagesSM ART-CUT@ Techno Logy S 0 1 A New High Volume Application For Ion ImplantationMarco Aurélio DonatoNo ratings yet
- Effect of Synthesis Temperature On Catalytic Activity and Coke Resistance of Ni-Bio-Char During CO2 Reforming of TarDocument12 pagesEffect of Synthesis Temperature On Catalytic Activity and Coke Resistance of Ni-Bio-Char During CO2 Reforming of Tarabhishek_ictNo ratings yet
- 11.initial and Final Setting TimeDocument2 pages11.initial and Final Setting TimeMr Gk meenaNo ratings yet