You might also like
- Hydraulic Bending PlateDocument10 pagesHydraulic Bending PlateDimas SamidNo ratings yet
- RF Return Line FilterDocument8 pagesRF Return Line Filterboobalan_shriNo ratings yet
- Wire Ropes - Bridon Rope - BAC - TechnicalDocument25 pagesWire Ropes - Bridon Rope - BAC - TechnicalJose BijoyNo ratings yet
- Steel CargoesDocument68 pagesSteel CargoesAbcml Manila100% (1)
- FortuneTellerBeads Tutorial1 PDFDocument7 pagesFortuneTellerBeads Tutorial1 PDFbobba_katona75% (4)
- Grade 12 Module-1Document24 pagesGrade 12 Module-1Dobre RadyNo ratings yet
- Overhead Lines and Cable Modeling Guidelines For PSCADDocument53 pagesOverhead Lines and Cable Modeling Guidelines For PSCADbhargav100% (1)
- Storage and Handling of Welding Consumables PDFDocument20 pagesStorage and Handling of Welding Consumables PDFlth770310No ratings yet
- 12-Steel Rolling Final ChapterDocument18 pages12-Steel Rolling Final ChapterET FTNo ratings yet
- MCC Comments 1 TechDocument55 pagesMCC Comments 1 TechSUDDHA CHAKRABARTYNo ratings yet
- APAR INDUSTRIES LTD. PRE-INSPECTION TEST REPORTDocument4 pagesAPAR INDUSTRIES LTD. PRE-INSPECTION TEST REPORTDIPAKNo ratings yet
- Bokaro Steel PlantDocument3 pagesBokaro Steel PlantSayan ChatterjeeNo ratings yet
- Charmilles Robofil 190 290P 310P 510P 1-2 Maintenance ManualDocument199 pagesCharmilles Robofil 190 290P 310P 510P 1-2 Maintenance Manualamr amr100% (4)
- BSPDocument50 pagesBSPRahul PandeyNo ratings yet
- Loop Laying HeadDocument21 pagesLoop Laying HeadHarsha Reddy100% (4)
- 01 Ts Vol II, Sec I, Pds r1Document19 pages01 Ts Vol II, Sec I, Pds r1Sanjay RoutNo ratings yet
- VSP Light & Medium Merchant Mill ProductionDocument35 pagesVSP Light & Medium Merchant Mill ProductionPeram Bharath Kumar Reddy100% (1)
- Rashtriya Ispat Nigam Limited Vizag Steel Plant (VSP), VishakapatnamDocument14 pagesRashtriya Ispat Nigam Limited Vizag Steel Plant (VSP), VishakapatnamSAKETHNo ratings yet
- Mechanism of RollingDocument4 pagesMechanism of RollingGanesh Kotipalli100% (1)
- NFL BathindaDocument26 pagesNFL BathindaSukhman ChahalNo ratings yet
- Reliable Steel Rolling Mill Solution ProviderDocument7 pagesReliable Steel Rolling Mill Solution Provideranon_647217551No ratings yet
- JMT Welding Positioner CatalogDocument8 pagesJMT Welding Positioner Catalogazeez basha100% (1)
- 2139 12021 1 PB PDFDocument9 pages2139 12021 1 PB PDFSantosh Kumar PandeyNo ratings yet
- .Design and Development of Lat Pull Down Machine For Power Generation PDFDocument3 pages.Design and Development of Lat Pull Down Machine For Power Generation PDFMANISH SINGH IET Lucknow StudentNo ratings yet
- Total Plant Monitoring For An Integrated Steel Plantfin PDFDocument15 pagesTotal Plant Monitoring For An Integrated Steel Plantfin PDFJohnNo ratings yet
- MTD - Metallurgical Thermo Dynamics9 R H Tupkary PDFDocument208 pagesMTD - Metallurgical Thermo Dynamics9 R H Tupkary PDFkgmmetNo ratings yet
- Turret Bearing Deflection MonitoringDocument1 pageTurret Bearing Deflection MonitoringVinay RajputNo ratings yet
- Bearing Manufacturing Process LayoutDocument5 pagesBearing Manufacturing Process LayoutAbhishek MukherjeeNo ratings yet
- Study of Basic Elements of Various Power PlantsDocument3 pagesStudy of Basic Elements of Various Power PlantsRajendrakumar B Varia67% (3)
- Rail Wheel FactorDocument11 pagesRail Wheel Factorkiran mNo ratings yet
- Development of a new hydraulic mold oscillator model for continuous casting processesDocument5 pagesDevelopment of a new hydraulic mold oscillator model for continuous casting processesM M HossainNo ratings yet
- DMM1 Important QuestionsDocument2 pagesDMM1 Important QuestionsChand Basha Shaik100% (1)
- Hot Rolled SlittingDocument4 pagesHot Rolled SlittingVikas SinghNo ratings yet
- QAP WD-71-BD-15 Compliance To STRDocument19 pagesQAP WD-71-BD-15 Compliance To STRAnonymous kQUFSJuW4uNo ratings yet
- Annex 1 CCM ProcessDocument16 pagesAnnex 1 CCM ProcessehsanNo ratings yet
- Rolling ExampleDocument3 pagesRolling ExampledevtorNo ratings yet
- AC Series MotorsDocument8 pagesAC Series Motorsゞ『HaiDerツ98〆No ratings yet
- Design of Machine Elements 2 Jan 2018 (2010 Scheme)Document2 pagesDesign of Machine Elements 2 Jan 2018 (2010 Scheme)KishoreNo ratings yet
- 6 Grinding & Other Abrasive ProcessesDocument82 pages6 Grinding & Other Abrasive Processessakali ali100% (1)
- 8 MC StructureDocument26 pages8 MC StructureNitesh KumarNo ratings yet
- Main Particulars of WDS-4Document6 pagesMain Particulars of WDS-4sanju_17No ratings yet
- NPTEL IIT Roorkee Steam Power Systems Assignment #1Document3 pagesNPTEL IIT Roorkee Steam Power Systems Assignment #1Suraj ChaudharyNo ratings yet
- Workshop Technology - Sections 1 & 2Document48 pagesWorkshop Technology - Sections 1 & 2ilamparithiNo ratings yet
- Pomina Steel enDocument2 pagesPomina Steel enrazen_in0% (1)
- Gear Lecturers2 - 10Document17 pagesGear Lecturers2 - 10Muhammad WaqasNo ratings yet
- CNC Notching and Marking Machines: at 820 E CNC - at 820 E HD CNCDocument2 pagesCNC Notching and Marking Machines: at 820 E CNC - at 820 E HD CNCdesetekNo ratings yet
- Ethiopian Technical University Metal Cutting AssignmentDocument25 pagesEthiopian Technical University Metal Cutting AssignmentBizuayehu Tadesse100% (1)
- Improving The Sink Roll Life in GalvalumeDocument6 pagesImproving The Sink Roll Life in GalvalumePraful PatilNo ratings yet
- Is Codes For Structural EngineeringDocument13 pagesIs Codes For Structural EngineeringChetan ParmarNo ratings yet
- Presentation ON Steel Melting Shop: Rupendra Naik 3203810037Document19 pagesPresentation ON Steel Melting Shop: Rupendra Naik 3203810037Rahul PandeyNo ratings yet
- Fabrication ProcessDocument6 pagesFabrication ProcessSounak ChakrabortyNo ratings yet
- Rr411802 Steel MakingDocument4 pagesRr411802 Steel MakingSrinivasa Rao GNo ratings yet
- Forging A Cold Chisel WorksheetDocument2 pagesForging A Cold Chisel WorksheetdaveNo ratings yet
- IBR - 1950 - Reg. 343 PDFDocument2 pagesIBR - 1950 - Reg. 343 PDFVijay ParmarNo ratings yet
- Speed Control of Steel Rolling Mill Using Neural Network: January 2006Document6 pagesSpeed Control of Steel Rolling Mill Using Neural Network: January 2006Pranati MishraNo ratings yet
- FDA Food Processing EquipmentDocument7 pagesFDA Food Processing EquipmentSyam Mohan SNo ratings yet
- Indian Standard: Specification For Steel ScaffoldingsDocument27 pagesIndian Standard: Specification For Steel Scaffoldingshari6krishnanNo ratings yet
- Guideline On Fabrication (Railway Bridge Code)Document10 pagesGuideline On Fabrication (Railway Bridge Code)amawauceNo ratings yet
- Assignment 1Document3 pagesAssignment 1Pawan Kumar GoyalNo ratings yet
- Squirrel Cage and Wound RotorDocument4 pagesSquirrel Cage and Wound RotorACouh CHi JOshNo ratings yet
- Structural Steel Properties and TestingDocument11 pagesStructural Steel Properties and TestingRushikesh ChevaleNo ratings yet
- Matunga Workshop Bogie Disassembly Line SpecsDocument24 pagesMatunga Workshop Bogie Disassembly Line SpecsJITENDRA SHRIVASTAVANo ratings yet
- Stepper Motor CatalogueDocument28 pagesStepper Motor CatalogueSuvek KumarNo ratings yet
- Project 1 Synchronous MachineDocument34 pagesProject 1 Synchronous MachineDivya Kumar SharmaNo ratings yet
- Production Gas Carburising: The Pergamon Materials Engineering Practice SeriesFrom EverandProduction Gas Carburising: The Pergamon Materials Engineering Practice SeriesNo ratings yet
- Asad ProbationDocument22 pagesAsad Probationengrasadullah000No ratings yet
- Merchant MillDocument6 pagesMerchant MillTKCNo ratings yet
- Focus: Hi 280i / 360i / 440iDocument6 pagesFocus: Hi 280i / 360i / 440iChuks NwaniNo ratings yet
- Shafiq Afif Ariff PDFDocument35 pagesShafiq Afif Ariff PDFBasil OgbunudeNo ratings yet
- Shafiq Afif Ariff PDFDocument35 pagesShafiq Afif Ariff PDFBasil OgbunudeNo ratings yet
- CoverDocument1 pageCoverChuks NwaniNo ratings yet
- CoverDocument1 pageCoverChuks NwaniNo ratings yet
- KenyaDocument1 pageKenyaChuks NwaniNo ratings yet
- CCM-LF KeysDocument1 pageCCM-LF KeysChuks NwaniNo ratings yet
- CCM-LF KeysDocument1 pageCCM-LF KeysChuks NwaniNo ratings yet
- A Brief Description of Steel Rolling Mill ProcessDocument2 pagesA Brief Description of Steel Rolling Mill ProcessChuks NwaniNo ratings yet
- Torcman Eco Assembly ProcedureDocument23 pagesTorcman Eco Assembly ProcedureeduardodemarcoNo ratings yet
- Types of WiresDocument2 pagesTypes of WiresRekha SharmaNo ratings yet
- Crimping Die Assemblies 58492-1 and 58493 - 1Document3 pagesCrimping Die Assemblies 58492-1 and 58493 - 1zavabossNo ratings yet
- Curvy Wire Mesh Fence CatalogDocument3 pagesCurvy Wire Mesh Fence CatalogtempfencingNo ratings yet
- 2019 CatalogueDocument92 pages2019 CataloguedungdhtsNo ratings yet
- Sa21 Single Arm Life Raft Launching Appliance Sa21封面 目录 规格书Document6 pagesSa21 Single Arm Life Raft Launching Appliance Sa21封面 目录 规格书Ivan MaltsevNo ratings yet
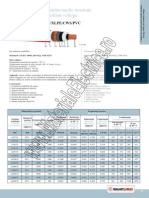
- Cabluri Medie Tensiune PDFDocument43 pagesCabluri Medie Tensiune PDFLeuce LaviniuNo ratings yet
- Retrofit Panelboards Pow-R-Line 1RX and 2RX: Design Guide DG014006ENDocument29 pagesRetrofit Panelboards Pow-R-Line 1RX and 2RX: Design Guide DG014006ENdiegoNo ratings yet
- MK k3591 AlmDocument1 pageMK k3591 AlmMasterGNo ratings yet
- ID SPE v1 SF17 03 018Document1 pageID SPE v1 SF17 03 018Galih TrisnanugrahaNo ratings yet
- De3 PDFDocument62 pagesDe3 PDFAriesFranandaPanjaitanNo ratings yet
- Electric Current and Its Effects - MCQDocument9 pagesElectric Current and Its Effects - MCQMinuteBrain LearningNo ratings yet
- A Semi Detailed Lesson Plan in Fundamentals of Electricity IAE 102 I. ObjectivesDocument6 pagesA Semi Detailed Lesson Plan in Fundamentals of Electricity IAE 102 I. ObjectivesChristian Lumactod EmbolodeNo ratings yet
- High strength materials for prestressed concreteDocument7 pagesHigh strength materials for prestressed concreteBryan EweNo ratings yet
- Key Features: 4-Axis TB6600 CNC Driver Board Users ManualDocument12 pagesKey Features: 4-Axis TB6600 CNC Driver Board Users ManualSalva ManceraNo ratings yet
- Drilltech BluestrandDocument1 pageDrilltech BluestrandokifabianNo ratings yet
- SP-1090 PDO Instrument Signal LinesDocument37 pagesSP-1090 PDO Instrument Signal Linesarjunprasannan7No ratings yet
- Glossary of Wire Cable Terminology PDFDocument46 pagesGlossary of Wire Cable Terminology PDFJesús SánchezNo ratings yet
- Is 1885 32 1993Document16 pagesIs 1885 32 1993Kapil JoshiNo ratings yet
- Sr. Nos. of Meters Allotted To Pune Region To Remaining Paid Pending Consumers As On 29.06.2018 2Document63 pagesSr. Nos. of Meters Allotted To Pune Region To Remaining Paid Pending Consumers As On 29.06.2018 2Yogesh ChhaprooNo ratings yet
- How To Solder: Soldering Equipment The Soldering Iron/GunDocument16 pagesHow To Solder: Soldering Equipment The Soldering Iron/GunCool VermaNo ratings yet
- University Floorplan CalculationsDocument789 pagesUniversity Floorplan CalculationsKian TecsonNo ratings yet