You might also like
- Treinamento - ATAGDocument52 pagesTreinamento - ATAGAnonymous FZRMlqrp7No ratings yet
- Artigo - Walter - Nr-12 - InteressanteDocument5 pagesArtigo - Walter - Nr-12 - InteressanteAnonymous FZRMlqrp7No ratings yet
- Agrotóxico inseticida clorpirifós para controle de pragas agrícolasDocument10 pagesAgrotóxico inseticida clorpirifós para controle de pragas agrícolasAnonymous FZRMlqrp7No ratings yet
- DESTINATÁRIO Criffer - Gestão FuturaDocument1 pageDESTINATÁRIO Criffer - Gestão FuturaAnonymous FZRMlqrp7No ratings yet
- Ficha - Inscricao Sedmed NR-35Document2 pagesFicha - Inscricao Sedmed NR-35Anonymous FZRMlqrp7No ratings yet
- Ficha de EPI OKDocument1 pageFicha de EPI OKAnonymous FZRMlqrp7No ratings yet
- Lista de Presença de Treinamento Maquina de SoldaDocument2 pagesLista de Presença de Treinamento Maquina de SoldaAnonymous FZRMlqrp7No ratings yet
- Tabela de exames médicos e valoresDocument1 pageTabela de exames médicos e valoresAnonymous FZRMlqrp7No ratings yet
- Orçamentos Exames LaboratoriaisDocument2 pagesOrçamentos Exames LaboratoriaisAnonymous FZRMlqrp7No ratings yet
- Palestrantes SIPAT 2012Document14 pagesPalestrantes SIPAT 2012Anonymous FZRMlqrp7No ratings yet
- Treinamento NR-12 segurança máquinasDocument1 pageTreinamento NR-12 segurança máquinasAnonymous FZRMlqrp7No ratings yet
- Oee - Eficiencia GlobalDocument10 pagesOee - Eficiencia GlobalconmarcosNo ratings yet
- Projeto de andaime tubular para construçãoDocument1 pageProjeto de andaime tubular para construçãoAnonymous FZRMlqrp7100% (1)
- PPRADocument35 pagesPPRAAnonymous FZRMlqrp7No ratings yet
- Ficha - Inscricao Sedmed NR-12 Maquinas e EquipamentosDocument2 pagesFicha - Inscricao Sedmed NR-12 Maquinas e EquipamentosAnonymous FZRMlqrp7No ratings yet
- RSS gerenciamento e classificaçãoDocument41 pagesRSS gerenciamento e classificaçãoHerbert BritoNo ratings yet
- Tabela Dosimetrica - HelioDocument1 pageTabela Dosimetrica - HelioAnonymous FZRMlqrp7No ratings yet
- Documentos Necessários para IntegraçãoDocument5 pagesDocumentos Necessários para IntegraçãoAnonymous FZRMlqrp7No ratings yet
- Orc 015-17 - Ita Glass - 9R Informaçoes Tecnicas LAPIDADORADocument1 pageOrc 015-17 - Ita Glass - 9R Informaçoes Tecnicas LAPIDADORAAnonymous FZRMlqrp7No ratings yet
- Relatório de Análise - #81819270-5Document1 pageRelatório de Análise - #81819270-5Anonymous FZRMlqrp7No ratings yet
- Relatório de Análise - #81819270-5Document1 pageRelatório de Análise - #81819270-5Anonymous FZRMlqrp7No ratings yet
- Relatório de Análise - #81819270-5Document1 pageRelatório de Análise - #81819270-5Anonymous FZRMlqrp7No ratings yet
- Tabela Dosimetrica - Operacional - InflexDocument1 pageTabela Dosimetrica - Operacional - InflexAnonymous FZRMlqrp7No ratings yet
- Decreto 13071-2010Document6 pagesDecreto 13071-2010Felipe ColmanNo ratings yet
- Tabela Dosimetrica Sonus Inflex Pag 03Document1 pageTabela Dosimetrica Sonus Inflex Pag 03Anonymous FZRMlqrp7No ratings yet
- Tabela Dosimetrica - Operacional - InflexDocument1 pageTabela Dosimetrica - Operacional - InflexAnonymous FZRMlqrp7No ratings yet
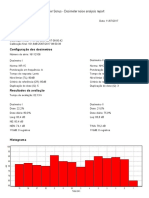
- Dosimeter noise analysis report INFLEX 11/07/2017Document1 pageDosimeter noise analysis report INFLEX 11/07/2017Anonymous FZRMlqrp7No ratings yet
- Tabela Dosimetrica Sonus InflexDocument1 pageTabela Dosimetrica Sonus InflexAnonymous FZRMlqrp7No ratings yet
- Curso de NR 12 UnochapecoDocument156 pagesCurso de NR 12 UnochapecoeletricaplasNo ratings yet
- Economia Da Informacao LIVRODocument114 pagesEconomia Da Informacao LIVROWanderlei MenezesNo ratings yet
- Códigos de Diagnóstico de Falhas - RGC - Unidade de Controle de Orientação de Linha - tm100354 - Service ADVISOR™Document5 pagesCódigos de Diagnóstico de Falhas - RGC - Unidade de Controle de Orientação de Linha - tm100354 - Service ADVISOR™Binho RossettNo ratings yet
- Manual de operação do controlador MCA-65 para autoclaveDocument16 pagesManual de operação do controlador MCA-65 para autoclaveAlexandre Manga100% (1)
- SJG30-3312 Liber Canticorum (The Book of Songs) PDF - PDFDocument1 pageSJG30-3312 Liber Canticorum (The Book of Songs) PDF - PDFnegikav506No ratings yet
- Como criar um mural colaborativo com o PadletDocument6 pagesComo criar um mural colaborativo com o PadletAlexandra VieiraNo ratings yet
- Treinamento PC 5500.esquema ElétricoDocument112 pagesTreinamento PC 5500.esquema ElétricoHarry Wart Wart100% (1)
- Laudo Avaliacao Fazenda BuritiDocument53 pagesLaudo Avaliacao Fazenda BuritiWalter Rigolino100% (1)
- Grupo 5 - Pavimentos Aligeirados VigadosDocument36 pagesGrupo 5 - Pavimentos Aligeirados Vigadosjoaoluz7100% (1)
- Photoshop 3D - Perguntas Frequentes Sobre Recursos 3D DescontinuadosDocument1 pagePhotoshop 3D - Perguntas Frequentes Sobre Recursos 3D DescontinuadoslaraNo ratings yet
- Matriz Curricular de GeografiaDocument24 pagesMatriz Curricular de GeografiaWelber MacedoNo ratings yet
- Medidores de Energia Acti 9Document7 pagesMedidores de Energia Acti 9Gilmar SalgadoNo ratings yet
- Check List - INSTALAÇÕES FÍSICASDocument7 pagesCheck List - INSTALAÇÕES FÍSICASARTHUR De oliveira NetoNo ratings yet
- Catalogo Leao 2023Document12 pagesCatalogo Leao 2023Evandro ZilioNo ratings yet
- Faq Unifacs Ulife Pós GraduaçãoDocument2 pagesFaq Unifacs Ulife Pós GraduaçãoRailton CoelhoNo ratings yet
- Peças e acessórios para ar-condicionado e sistemas elétricos e hidráulicos de caminhõesDocument54 pagesPeças e acessórios para ar-condicionado e sistemas elétricos e hidráulicos de caminhõesVictor Von Glehn MateusNo ratings yet
- Metodologias para Aprendizagem Ativa: Letícia Rocha MachadoDocument16 pagesMetodologias para Aprendizagem Ativa: Letícia Rocha Machadothiago eduardo alvesNo ratings yet
- Icru4 0RevADocument52 pagesIcru4 0RevATiago TelesNo ratings yet
- Ampliação da linha de produtos da Soprano com novos interruptores e tomadasDocument7 pagesAmpliação da linha de produtos da Soprano com novos interruptores e tomadasTen MarquesNo ratings yet
- Mapa RUMODocument2 pagesMapa RUMOFernando KipperNo ratings yet
- EMIF Linguagens, Ciências Humanas e Sociais - 378 - para Turmas Iniciadas Até 2022Document192 pagesEMIF Linguagens, Ciências Humanas e Sociais - 378 - para Turmas Iniciadas Até 2022Célia ReisNo ratings yet
- Ceron - Critérios para Projetos de Redes e Linha Aéreas de Distribuição - It-003.04 PDFDocument7 pagesCeron - Critérios para Projetos de Redes e Linha Aéreas de Distribuição - It-003.04 PDFEdmilson N. Dos SantosNo ratings yet
- Introdução Ao Marketing DigitalDocument23 pagesIntrodução Ao Marketing DigitalleozanhaNo ratings yet
- Aplicações: MonitoresDocument3 pagesAplicações: MonitoresPW ÁUDIO SYSTEM Systema de Audio ProfissionalNo ratings yet
- E-Book Amvo 2019Document123 pagesE-Book Amvo 2019Paulo Lima100% (1)
- Riva 2021 Luxury Design CatalogDocument200 pagesRiva 2021 Luxury Design CatalogCarol LimaNo ratings yet
- Apostila ProjectLibre PDFDocument132 pagesApostila ProjectLibre PDFArthur OttoniNo ratings yet
- Cookies e Privacidade no SiteDocument22 pagesCookies e Privacidade no SiteRenato Feliciano OliveiraNo ratings yet
- Proposta de Aquisição de SolidWorks À CENOTIC AssinadoDocument9 pagesProposta de Aquisição de SolidWorks À CENOTIC AssinadoClaimir GuinzelliNo ratings yet