You might also like
- Simtec Silicone PartsDocument70 pagesSimtec Silicone Partssa_arunkumarNo ratings yet
- Aditi Agarwal - An Expert Guide To Problem-Solving - With Practical Examples (Learn Brainstorming, Fishbone, SWOT, FMEA, 5whys + 6 More) - Aditi Agarwal Books LLC (2016)Document55 pagesAditi Agarwal - An Expert Guide To Problem-Solving - With Practical Examples (Learn Brainstorming, Fishbone, SWOT, FMEA, 5whys + 6 More) - Aditi Agarwal Books LLC (2016)sa_arunkumarNo ratings yet
- Pot Plant Infographics PGo 16 - 9Document3 pagesPot Plant Infographics PGo 16 - 9sa_arunkumarNo ratings yet
- Resuscitation BagDocument4 pagesResuscitation Bagsa_arunkumarNo ratings yet
- Ventilation SpecificationsDocument1 pageVentilation Specificationssa_arunkumarNo ratings yet
- Shreegandha Dinner Food MenuDocument1 pageShreegandha Dinner Food Menusa_arunkumarNo ratings yet
- List of Automotive Test PDFDocument147 pagesList of Automotive Test PDFsa_arunkumar100% (1)
- Historical Heritage of Kancheepuram DistrictDocument65 pagesHistorical Heritage of Kancheepuram DistrictMurugesan PalrajNo ratings yet
- Environmental Pollution Control (ET ZC362 - WILP Course) : BITS PilaniDocument31 pagesEnvironmental Pollution Control (ET ZC362 - WILP Course) : BITS Pilanisa_arunkumarNo ratings yet
- S1-18-Et ZC417-L2Document49 pagesS1-18-Et ZC417-L2sa_arunkumarNo ratings yet
- How to receive DD Free Dish and tune old STBDocument9 pagesHow to receive DD Free Dish and tune old STBkPrasad8100% (1)
- S1-18-Et ZC362-L3Document29 pagesS1-18-Et ZC362-L3sa_arunkumarNo ratings yet
- Environmental Pollution Control (ET ZC362 - WILP Course) : BITS PilaniDocument16 pagesEnvironmental Pollution Control (ET ZC362 - WILP Course) : BITS Pilanisa_arunkumarNo ratings yet
- Manufacturing Excellence: BITS PilaniDocument49 pagesManufacturing Excellence: BITS Pilanisa_arunkumarNo ratings yet
- Environmental Pollution Control (ET ZC362 - WILP Course) : BITS PilaniDocument41 pagesEnvironmental Pollution Control (ET ZC362 - WILP Course) : BITS Pilanisa_arunkumarNo ratings yet
- Afdex Tutorial 2Document8 pagesAfdex Tutorial 2sa_arunkumarNo ratings yet
- Environmental Pollution Control (ET ZC362 - WILP Course) : BITS PilaniDocument33 pagesEnvironmental Pollution Control (ET ZC362 - WILP Course) : BITS Pilanisa_arunkumarNo ratings yet
- S1-18-Et ZC362-L1Document27 pagesS1-18-Et ZC362-L1sa_arunkumarNo ratings yet
- Material Details FoamDocument4 pagesMaterial Details Foamsa_arunkumarNo ratings yet
- M Hybrid SolutionsDocument8 pagesM Hybrid Solutionssa_arunkumarNo ratings yet
- Cluster Layout1Document1 pageCluster Layout1sa_arunkumarNo ratings yet
- Reducing LCD Chopin Rear Cover Painting DefectsDocument25 pagesReducing LCD Chopin Rear Cover Painting Defectssa_arunkumarNo ratings yet
- Design To SOP-Process Flow and Estimates-1Document1 pageDesign To SOP-Process Flow and Estimates-1sa_arunkumarNo ratings yet
- Statistical Process Control Study: Data Collection: - Sample D2 A2 D4Document1 pageStatistical Process Control Study: Data Collection: - Sample D2 A2 D4sa_arunkumarNo ratings yet
- Tutorial 1Document9 pagesTutorial 1sa_arunkumarNo ratings yet
- FlexSim 7.7.2 ManualDocument1,456 pagesFlexSim 7.7.2 Manualsa_arunkumar0% (1)
- Version Control FILENAME: Version Control Example V3 Date Changed by Revisions Made Change Ref V1 17-Jul-17 Arun Draft and Released N/ADocument2 pagesVersion Control FILENAME: Version Control Example V3 Date Changed by Revisions Made Change Ref V1 17-Jul-17 Arun Draft and Released N/Asa_arunkumarNo ratings yet
- Reducing LCD Chopin Rear Cover Painting DefectsDocument25 pagesReducing LCD Chopin Rear Cover Painting Defectssa_arunkumarNo ratings yet
- Fuel Systems FundamentalDocument26 pagesFuel Systems Fundamentalsa_arunkumarNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Artículo Toxic JuiceDocument6 pagesArtículo Toxic JuiceSonia Fernández PradosNo ratings yet
- SITI SOLEHAH BINTI OMAR (2015834112) /EH224 7A1 Heuristics of ReactorDocument2 pagesSITI SOLEHAH BINTI OMAR (2015834112) /EH224 7A1 Heuristics of ReactorSolehah OmarNo ratings yet
- Diffusion and Osmosis LabDocument2 pagesDiffusion and Osmosis LabJustin NgNo ratings yet
- Fluoride, SPADNS Method 8029, 02-2009, 9th EdDocument7 pagesFluoride, SPADNS Method 8029, 02-2009, 9th EdAnonymous FRAdEnNo ratings yet
- Chemicals Safety PresentationDocument39 pagesChemicals Safety Presentatione cube100% (1)
- Slip Form HandbookDocument301 pagesSlip Form HandbookAhmed Mostafa AL-Aboudy67% (3)
- 31 10 00 10-P6000CFP-000-PV - ADocument6 pages31 10 00 10-P6000CFP-000-PV - Aprasenjit pandit100% (1)
- Chemistry Notes For Class 12 Chapter 2 Solutions PDFDocument15 pagesChemistry Notes For Class 12 Chapter 2 Solutions PDFUmesh S Rathore100% (2)
- ARGUS ReportDocument22 pagesARGUS ReportNguyễn Tường MinhNo ratings yet
- Genetic Control QuestionsDocument12 pagesGenetic Control QuestionsFred H HalderNo ratings yet
- Laporan Lengkap Analitik Unit 3Document55 pagesLaporan Lengkap Analitik Unit 3Fitri NurkhalizaNo ratings yet
- Tablas de Perfiles Estructurales. Beer & Johnston & DeWolf & Mazurek. 6th Edition. 2012 PDFDocument17 pagesTablas de Perfiles Estructurales. Beer & Johnston & DeWolf & Mazurek. 6th Edition. 2012 PDFJGibson FiestasNo ratings yet
- ManualDocument68 pagesManualMohammadIsmailNo ratings yet
- Watson and Crick 1953 Molecular Structure of Nucleic AcidsDocument2 pagesWatson and Crick 1953 Molecular Structure of Nucleic AcidsFabio KochanowskiNo ratings yet
- Barcelona ScriptDocument35 pagesBarcelona ScriptSerious ComedianNo ratings yet
- Current Events: Internet 1: An Optical Switch Based On A Single Nano-DiamondDocument3 pagesCurrent Events: Internet 1: An Optical Switch Based On A Single Nano-Diamondjennylee00182No ratings yet
- Catalase and Hydrogen Peroxide Experiment: Problem: What Happens When A Potato Is Combined With Hydrogen Peroxide?Document1 pageCatalase and Hydrogen Peroxide Experiment: Problem: What Happens When A Potato Is Combined With Hydrogen Peroxide?Big CinemaNo ratings yet
- Shot Peenning and Grit Blasting Effect On Surface Integrity PDFDocument6 pagesShot Peenning and Grit Blasting Effect On Surface Integrity PDFmanuNo ratings yet
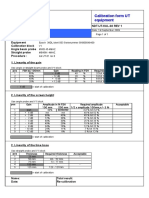
- Calibration Sheet Ultrasonic Test EquipmentDocument1 pageCalibration Sheet Ultrasonic Test EquipmentjohnNo ratings yet
- Assignment Inorganic ChemistryDocument2 pagesAssignment Inorganic ChemistryRaquim Mondilo InventoNo ratings yet
- Price 1998Document11 pagesPrice 1998LỢI NGUYỄN CÔNGNo ratings yet
- Filter Bag SystemsDocument52 pagesFilter Bag SystemskategordNo ratings yet
- Unit 2 Welding III HazDocument9 pagesUnit 2 Welding III HazHada NanuNo ratings yet
- Indonesian Journal of Chemical Science and Technology: State University of MedanDocument7 pagesIndonesian Journal of Chemical Science and Technology: State University of Medanrizky bungaNo ratings yet
- c1 - Intermolecular ForcesDocument69 pagesc1 - Intermolecular ForcesNabilah MustafaNo ratings yet
- Sheet RubberDocument32 pagesSheet RubberKishor NasitNo ratings yet
- Sheet 1Document10 pagesSheet 1lawanNo ratings yet
- Heater Catalog 0618Document576 pagesHeater Catalog 0618abasakNo ratings yet
- Chemistry Assessment - Task 2 Report (Update 3)Document15 pagesChemistry Assessment - Task 2 Report (Update 3)kaylasadgrove4No ratings yet
- Resins Word DocumentDocument8 pagesResins Word DocumentHarish KakraniNo ratings yet