You might also like
- ESP Project Status ReportDocument6 pagesESP Project Status Reportmanish2089No ratings yet
- Procedure Installation of Grounding & Lightning System - LABUAN BAJO PDFDocument9 pagesProcedure Installation of Grounding & Lightning System - LABUAN BAJO PDFWika Djoko ONo ratings yet
- NSH KBR Skop e 007 - Junction Boxes InstallationDocument6 pagesNSH KBR Skop e 007 - Junction Boxes InstallationFrancisco Severino Gatoc Jr.No ratings yet
- EDG Commissioning - Activity ReportDocument3 pagesEDG Commissioning - Activity ReportmohamedNo ratings yet
- Zawtika Project ITP for Electrical, Instrumentation and Telecom InspectionDocument13 pagesZawtika Project ITP for Electrical, Instrumentation and Telecom Inspectionsfd640No ratings yet
- EDO-PLN-QAC-GNR-INT-XXX-013-110-111-Rev-A.SAMPLE PROJECT QUALITY MANAGEMENT FOR STORAGE TANK PDFDocument31 pagesEDO-PLN-QAC-GNR-INT-XXX-013-110-111-Rev-A.SAMPLE PROJECT QUALITY MANAGEMENT FOR STORAGE TANK PDFErol DAĞNo ratings yet
- Commissioning Management. Rev.0Document13 pagesCommissioning Management. Rev.0Niko GunnNo ratings yet
- Summary Mechanical CompletionDocument14 pagesSummary Mechanical Completionzat572000No ratings yet
- Livening Up NotesDocument1 pageLivening Up NotesAceel FitchNo ratings yet
- Installation Procedure for DrumsDocument4 pagesInstallation Procedure for DrumsRachel FloresNo ratings yet
- MC20005-WHP-WI-P-0118 Corrosion PR & Erosion PR Datasheet WI - Rev.D1Document18 pagesMC20005-WHP-WI-P-0118 Corrosion PR & Erosion PR Datasheet WI - Rev.D1nguyenmainamNo ratings yet
- RFQ For Pressure TransmitterDocument21 pagesRFQ For Pressure Transmittersugeng wahyudiNo ratings yet
- Mechanical Completion Certificate for Export PumpsDocument1 pageMechanical Completion Certificate for Export PumpsDeonNo ratings yet
- Pre-Commissioning and Commissioning PlanDocument17 pagesPre-Commissioning and Commissioning PlanapssainiNo ratings yet
- Z 007 5913722 PDFDocument56 pagesZ 007 5913722 PDFLegend AnbuNo ratings yet
- TDW SmartPlug BrochureDocument6 pagesTDW SmartPlug BrochureRodolfo Cabrera100% (2)
- ITP's and ITR's A Necessary - Monster - PDFDocument5 pagesITP's and ITR's A Necessary - Monster - PDFshastri85No ratings yet
- Quality Surveillance ReportDocument1 pageQuality Surveillance Reportsiva8000No ratings yet
- Format From EIL 5 2744 0212 F1 - REV2Document27 pagesFormat From EIL 5 2744 0212 F1 - REV2sshastrimechNo ratings yet
- Sample Template For Procurement Progress Calculation SheetDocument10 pagesSample Template For Procurement Progress Calculation SheetAkmal MuliawanNo ratings yet
- Tank Erection Procedure GuideDocument17 pagesTank Erection Procedure GuideKing王No ratings yet
- Piping checklist ensures project readinessDocument3 pagesPiping checklist ensures project readinessmsaad2No ratings yet
- ITR-C (Instrument) 16cDocument1 pageITR-C (Instrument) 16cMomo ItachiNo ratings yet
- E & I Scope of WorkDocument3 pagesE & I Scope of WorkKannan Sajumon0% (1)
- Mechanical CompletionDocument106 pagesMechanical Completionhorascanman100% (1)
- COP WFP CHK 01 2013 v1 All ChecklistsDocument47 pagesCOP WFP CHK 01 2013 v1 All Checklistsmsaad2100% (1)
- How To Write A Welding Procedure Specification (WPS)Document5 pagesHow To Write A Welding Procedure Specification (WPS)Mohamed Atef100% (1)
- Inspection and Test Plan for Storage TankDocument7 pagesInspection and Test Plan for Storage TankABDELKADER BENABDALLAHNo ratings yet
- 000 ZA E 09411 Punch List ProcedureDocument17 pages000 ZA E 09411 Punch List Procedurealinor_tn100% (1)
- Deliverable ListDocument2 pagesDeliverable Listanu radhaNo ratings yet
- Method Statement For Installation of Aftercooler Compressor E-2180Document11 pagesMethod Statement For Installation of Aftercooler Compressor E-2180Anyanele Nnamdi FelixNo ratings yet
- PID Level Description Rev 2Document9 pagesPID Level Description Rev 2smithworkNo ratings yet
- Automation Check ListDocument9 pagesAutomation Check Listrenjithv_4No ratings yet
- Cooling Tower TNCDocument6 pagesCooling Tower TNCAarol Hatta100% (1)
- Tie-In planning stepsDocument2 pagesTie-In planning stepsrenjithv_4No ratings yet
- Engineering checklistDocument5 pagesEngineering checklistatocfemiaNo ratings yet
- ConocoPhillips Grissik USM Pipeline MC DossierDocument3 pagesConocoPhillips Grissik USM Pipeline MC DossierMiftah Masrur0% (1)
- Requirements for FEED Study and PTE PreparationDocument3 pagesRequirements for FEED Study and PTE PreparationklmNo ratings yet
- Checklist For Mechanical CompletionDocument8 pagesChecklist For Mechanical CompletionAnand PatelNo ratings yet
- 6 - APPENDIX 19 - 24 Instrument Installation Procedure ChecklistDocument9 pages6 - APPENDIX 19 - 24 Instrument Installation Procedure ChecklistEdha AliNo ratings yet
- 6419RJ510-10006 Blinds Management ProcedureDocument14 pages6419RJ510-10006 Blinds Management ProcedureLuqman Osman100% (1)
- FGP WPMP OverviewDocument15 pagesFGP WPMP OverviewyazardNo ratings yet
- Project Equipment Numbering ProcedureDocument48 pagesProject Equipment Numbering ProcedureBiginchNo ratings yet
- Constructability Reviews for Safer, Lower-Cost Construction ProjectsDocument1 pageConstructability Reviews for Safer, Lower-Cost Construction Projectsnilanga123No ratings yet
- Project Execution - FinalDocument7 pagesProject Execution - FinalRaj ChavanNo ratings yet
- Mechanical Completion Documents Handling ProcedureDocument7 pagesMechanical Completion Documents Handling Procedureiwan100% (6)
- Completion Manager Job DesDocument2 pagesCompletion Manager Job DesjrladduNo ratings yet
- Tender Bulletin 05 Attachment #1 Project Deliverables & Requirements...Document26 pagesTender Bulletin 05 Attachment #1 Project Deliverables & Requirements...Hamza ShujaNo ratings yet
- Offshore Malaysia Gas Package Project ScheduleDocument14 pagesOffshore Malaysia Gas Package Project Schedulegusyahri001No ratings yet
- 3 Tender Dossier - Works - FinalDocument92 pages3 Tender Dossier - Works - FinalBONIFACE SHILOBENo ratings yet
- Blackstart Commissioning ProcedureDocument3 pagesBlackstart Commissioning Proceduremunzii50% (2)
- Khadimally RT011215Document33 pagesKhadimally RT011215jkj_13874No ratings yet
- MSDS for Sodium Hypochlorite, 5% SolutionDocument19 pagesMSDS for Sodium Hypochlorite, 5% SolutionMuhammadPurnamaSugiriNo ratings yet
- C-051-VP-040-CLTW-PRO-0007 Rev. A Pre Commissioning Commissioning ProcedureDocument11 pagesC-051-VP-040-CLTW-PRO-0007 Rev. A Pre Commissioning Commissioning ProcedureMidha NeerNo ratings yet
- Mechanical Completion Procedure PDFDocument69 pagesMechanical Completion Procedure PDFDoctorOberman100% (3)
- Comparing API and ASME-ANSI Flanges Dimensions and Pressure RatingsDocument2 pagesComparing API and ASME-ANSI Flanges Dimensions and Pressure Ratingsjorge1952100% (1)
- Planned Shutdown ManagementDocument7 pagesPlanned Shutdown ManagementP Koteswara RaoNo ratings yet
- Flowstation Debottlenecking and Optimization ProjectDocument1 pageFlowstation Debottlenecking and Optimization ProjectogunsholadanielNo ratings yet
- Pump Storage and PreservationDocument4 pagesPump Storage and PreservationazkNo ratings yet
- Chemical and Process Plant Commissioning Handbook: A Practical Guide to Plant System and Equipment Installation and CommissioningFrom EverandChemical and Process Plant Commissioning Handbook: A Practical Guide to Plant System and Equipment Installation and CommissioningNo ratings yet
- Drawing 20'GP Office Type 2Document1 pageDrawing 20'GP Office Type 2Yosses Sang NahkodaNo ratings yet
- Drawing 20'GP Office Type 2Document1 pageDrawing 20'GP Office Type 2Yosses Sang NahkodaNo ratings yet
- KTV Shop 0816 105 285Document2 pagesKTV Shop 0816 105 285Yosses Sang NahkodaNo ratings yet
- Calculations on an adiabatic continuous dryer processDocument11 pagesCalculations on an adiabatic continuous dryer processBülent KabadayiNo ratings yet
- Apv Brocure 170403Document2 pagesApv Brocure 170403Yosses Sang NahkodaNo ratings yet
- Tabulasi Led Smart TV 75" Inch: NO Toko Merk Fitur Harga KeteranganDocument1 pageTabulasi Led Smart TV 75" Inch: NO Toko Merk Fitur Harga KeteranganYosses Sang NahkodaNo ratings yet
- KTV SHOP 0816 105 285 Package DealsDocument2 pagesKTV SHOP 0816 105 285 Package DealsYosses Sang NahkodaNo ratings yet
- Ac Ups Calculation: Load Energy ProfileDocument6 pagesAc Ups Calculation: Load Energy ProfileYosses Sang NahkodaNo ratings yet
- Check List GensetDocument1 pageCheck List GensetYosses Sang NahkodaNo ratings yet
- Kurva S Gantt Time Schedule BukuyudiDocument3 pagesKurva S Gantt Time Schedule BukuyudiebeNo ratings yet
- Jumlah Valve Project Bali Ukuran Valve 3/4" 1 2 3 4 6 8 NO Area A Tanki T-26 1 2Document2 pagesJumlah Valve Project Bali Ukuran Valve 3/4" 1 2 3 4 6 8 NO Area A Tanki T-26 1 2Yosses Sang NahkodaNo ratings yet
- A2U8A2 - KBR Quality Plan For Phase Two Mechanical and Electrical Work PDFDocument53 pagesA2U8A2 - KBR Quality Plan For Phase Two Mechanical and Electrical Work PDFMOST PASONNo ratings yet
- Basic Calculator - TemplateDocument48 pagesBasic Calculator - TemplateeuseNo ratings yet
- Spraying Information Calibration ProceduresDocument8 pagesSpraying Information Calibration ProceduresYosses Sang NahkodaNo ratings yet
- Hasil Test Report Valve Di Alvindo NO. Valve Data Serial No Hasil KeteranganDocument6 pagesHasil Test Report Valve Di Alvindo NO. Valve Data Serial No Hasil KeteranganYosses Sang NahkodaNo ratings yet
- T-27 Weld Map ManggisDocument4 pagesT-27 Weld Map ManggisYosses Sang NahkodaNo ratings yet
- Internal Report Hydrotest Valve KSBDocument4 pagesInternal Report Hydrotest Valve KSBYosses Sang NahkodaNo ratings yet
- Protectoseal Emergency Vent Application WorksheetDocument1 pageProtectoseal Emergency Vent Application WorksheetYosses Sang NahkodaNo ratings yet
- 10 Detector Activation Time Sup1 SiDocument16 pages10 Detector Activation Time Sup1 SiShazreel AmirNo ratings yet
- CalibrationworksheethDocument2 pagesCalibrationworksheethYosses Sang NahkodaNo ratings yet
- Protectoseal Emergency Vent Application WorksheetDocument1 pageProtectoseal Emergency Vent Application WorksheetYosses Sang NahkodaNo ratings yet
- Pipe PurgingDocument1 pagePipe PurgingYosses Sang NahkodaNo ratings yet
- Calibration Worksheet HDocument2 pagesCalibration Worksheet HYosses Sang NahkodaNo ratings yet
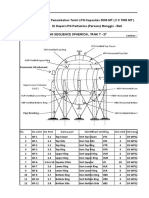
- T-27 Welding Sequence MANGGISDocument7 pagesT-27 Welding Sequence MANGGISYosses Sang NahkodaNo ratings yet
- Sprayer Calibration Version 2Document8 pagesSprayer Calibration Version 2Yosses Sang NahkodaNo ratings yet
- Mat Import ListDocument16 pagesMat Import ListYosses Sang NahkodaNo ratings yet
- Tipe 14 - Frame Safety Railing - Siku 75 - 2Document1 pageTipe 14 - Frame Safety Railing - Siku 75 - 2Yosses Sang NahkodaNo ratings yet
- MGS Power Cable DatasheetDocument4 pagesMGS Power Cable DatasheetYosses Sang NahkodaNo ratings yet
- Power Cable DatasheetDocument16 pagesPower Cable DatasheetYosses Sang NahkodaNo ratings yet
- Concrete New Mix DesignsDocument2 pagesConcrete New Mix DesignsPrabhakar Sv100% (1)
- VGC50 VGC Product Data: Vinylester Glass Capsule Anchoring AdhesiveDocument5 pagesVGC50 VGC Product Data: Vinylester Glass Capsule Anchoring AdhesiveJonathan DouglasNo ratings yet
- EN 1092-1 PN-40 Steel Pipe Flange - Valvias PDFDocument5 pagesEN 1092-1 PN-40 Steel Pipe Flange - Valvias PDFHoria ZecheruNo ratings yet
- Internship presentation on Mutual Builder Pvt. LtdDocument14 pagesInternship presentation on Mutual Builder Pvt. LtdSoo CealNo ratings yet
- Harga Satuan 2023Document12 pagesHarga Satuan 2023Ratih MelatiNo ratings yet
- TDS Hydrocell XL India2Document2 pagesTDS Hydrocell XL India2Shakil AkhterNo ratings yet
- The Future of Construction Final US LetterDocument36 pagesThe Future of Construction Final US LetterSaidAnwarNo ratings yet
- MORTH BT, CC, Causeway, BridgeDocument247 pagesMORTH BT, CC, Causeway, BridgesrinivasparasaNo ratings yet
- Thin Oil Station Manual and Schematic DiagramDocument20 pagesThin Oil Station Manual and Schematic DiagrammantelectromecanicoatenasNo ratings yet
- Misk - Method Statement Tracker (Till 21-June-21)Document13 pagesMisk - Method Statement Tracker (Till 21-June-21)ehteshamNo ratings yet
- Design Management Manual - Vol 2 - Design StandardsDocument87 pagesDesign Management Manual - Vol 2 - Design StandardsWissam JarmakNo ratings yet
- TDS 10650050 EN EN Easy-Mix-S-50 PDFDocument1 pageTDS 10650050 EN EN Easy-Mix-S-50 PDFKJ SupplyNo ratings yet
- Span Tables For Joists and Rafters From AWC in 2015Document52 pagesSpan Tables For Joists and Rafters From AWC in 2015royNo ratings yet
- T & C Fastener Co, LTD.: Certified Material Test ReportDocument1 pageT & C Fastener Co, LTD.: Certified Material Test Reportlady romeroNo ratings yet
- FRP-Confined Column Cyclic LoadingDocument150 pagesFRP-Confined Column Cyclic Loadingf puglieseNo ratings yet
- Bridge JointsDocument3 pagesBridge JointsJs TanNo ratings yet
- Filltros para MP Excavadora Cat 320 B-BL-5GWDocument3 pagesFilltros para MP Excavadora Cat 320 B-BL-5GWJosé GonzalezNo ratings yet
- CIAP 102 SummaryDocument19 pagesCIAP 102 SummaryJoe Mar LlaveNo ratings yet
- St. Clair College Diploma in Construction Engineering TechnicianDocument3 pagesSt. Clair College Diploma in Construction Engineering TechnicianKhushwant Competitive Careers Pvt Ltd100% (1)
- Alberta Building Code Guide to Energy Efficient Home ConstructionDocument45 pagesAlberta Building Code Guide to Energy Efficient Home ConstructionAl7amdlellah100% (2)
- Proceedings of The 9th International Conference On Civil EngineeringDocument627 pagesProceedings of The 9th International Conference On Civil Engineeringtsaniya.mardhiyahNo ratings yet
- 1397087072193-Approved Material List AMLDocument3 pages1397087072193-Approved Material List AMLIsmed PrajanegaraNo ratings yet
- Material List PDFDocument2 pagesMaterial List PDFBasten M H SilitongaNo ratings yet
- 05-05 Vikarabad Shops V Venkatesh - 001Document55 pages05-05 Vikarabad Shops V Venkatesh - 001deerangareddyofficeNo ratings yet
- Diked & Spill Protection: Dike Protection Fixed Mount Low Level Foam MakersDocument4 pagesDiked & Spill Protection: Dike Protection Fixed Mount Low Level Foam MakersAamerMAhmadNo ratings yet
- Towards Understanding Client Quality Requirements On Public Building Construction ProjectsDocument11 pagesTowards Understanding Client Quality Requirements On Public Building Construction ProjectsJohn Muhumuza KakitahiNo ratings yet
- TDS HIPERSITE W2000 (Black)Document1 pageTDS HIPERSITE W2000 (Black)It WittayaNo ratings yet
- Bhatia Gummidipoondi WHRSG O&m Manual FinalDocument224 pagesBhatia Gummidipoondi WHRSG O&m Manual Finalt_syamprasadNo ratings yet
- 2022 23 Secme Balsa Bridge Contest RulesDocument4 pages2022 23 Secme Balsa Bridge Contest RulesgernNo ratings yet
- Green Sand Testing for Strength and PermeabilityDocument3 pagesGreen Sand Testing for Strength and Permeabilityabubakaratan50% (2)