You might also like
- Total, Active and Effective Alkali: SCAN-N 2:88Document3 pagesTotal, Active and Effective Alkali: SCAN-N 2:88Cristobal Valdovinos100% (1)
- Sample Code FM Based ExtractorDocument7 pagesSample Code FM Based ExtractorVikas Gautam100% (2)
- Process - Optimization by Bhaskar AgateDocument4 pagesProcess - Optimization by Bhaskar AgateBhaskar (भास्कर) Agate (आगटे)No ratings yet
- HTC Summary and Discussion of Chemical Mechanisms For Process EngineeringDocument18 pagesHTC Summary and Discussion of Chemical Mechanisms For Process EngineeringJoseCuevasMartinezNo ratings yet
- Optimise Heat Exchanger Network DesignDocument2 pagesOptimise Heat Exchanger Network DesignAmirul AfiqNo ratings yet
- Plant Experience - Molecular Sieve Dehydration of Gas Containing OxygenDocument23 pagesPlant Experience - Molecular Sieve Dehydration of Gas Containing OxygenHoang-Vu BuiNo ratings yet
- Physics 1C Midterm With SolutionDocument9 pagesPhysics 1C Midterm With SolutionSarita DokaniaNo ratings yet
- Documents - MX - Ps Work BooksolutionDocument39 pagesDocuments - MX - Ps Work BooksolutionHaziq MansorNo ratings yet
- Process Control Instrumentation Terms GlossaryDocument9 pagesProcess Control Instrumentation Terms GlossaryInférus AdvenæNo ratings yet
- Natural Gas ProcessingDocument7 pagesNatural Gas ProcessingEl Ehsan Abinya FatihNo ratings yet
- Norma t204 Extractives in Wood or Pulp TappiDocument12 pagesNorma t204 Extractives in Wood or Pulp TappiDANIEL-LABJMENo ratings yet
- 11 Chemical Recovery Cycle PDFDocument34 pages11 Chemical Recovery Cycle PDFSrinivasa Rao Venkumahanthi100% (2)
- Example: HAZOP Analysis of A Fueling Terminal For A BargeDocument4 pagesExample: HAZOP Analysis of A Fueling Terminal For A BargeBharat LalNo ratings yet
- Emulsion PolymerisationDocument5 pagesEmulsion PolymerisationLuizaNo ratings yet
- Design of DryerDocument11 pagesDesign of DryerHARKULVINDER SINGHNo ratings yet
- Kraft Pulping Developments and Trends to Reduce Pollution and Increase SustainabilityDocument56 pagesKraft Pulping Developments and Trends to Reduce Pollution and Increase SustainabilityNaveenGoyal100% (1)
- Chapter 1Document24 pagesChapter 1Anonymous tytJlPojNo ratings yet
- Natural Gas Dehydratation Process SimulationDocument5 pagesNatural Gas Dehydratation Process SimulationAndrea TellanNo ratings yet
- CO2 FreezeDocument19 pagesCO2 Freezegad480No ratings yet
- Paper Manufacturing TrainingDocument183 pagesPaper Manufacturing TrainingMazharul Islam100% (1)
- Brief Analysis of Waste Paper Pulp ProcessingDocument12 pagesBrief Analysis of Waste Paper Pulp ProcessingtisaNo ratings yet
- Effect of Dead Load ChemicalsDocument8 pagesEffect of Dead Load ChemicalsA. VenugopalNo ratings yet
- Multiphase Flow Measurement To Improve Well Performance: History CasesDocument11 pagesMultiphase Flow Measurement To Improve Well Performance: History CasesDarya Khan Bhutto100% (1)
- Steam and Kondensat For PapermachineDocument33 pagesSteam and Kondensat For PapermachinesakarisoNo ratings yet
- Drying AgentsDocument28 pagesDrying AgentsccatrineNo ratings yet
- Introduction:-: Lars Nilsson.Document18 pagesIntroduction:-: Lars Nilsson.Bharat PatilNo ratings yet
- PH HandpookDocument72 pagesPH HandpookzaffarNo ratings yet
- 07 Membrane SeparationDocument36 pages07 Membrane SeparationRalph EvidenteNo ratings yet
- An Affordable Non-Linear Apc Technology For Distillation Columns Using First Principle ModelsDocument11 pagesAn Affordable Non-Linear Apc Technology For Distillation Columns Using First Principle Modelskirandevi1981No ratings yet
- RCA-Root Cause Analysis Hospital HVACDocument6 pagesRCA-Root Cause Analysis Hospital HVAChorntvedtNo ratings yet
- Advanced Process Control for Lube Oil Plant OptimizationDocument48 pagesAdvanced Process Control for Lube Oil Plant OptimizationHariajahNo ratings yet
- Fluid Catalytic Cracking and HydrocrackingDocument31 pagesFluid Catalytic Cracking and HydrocrackingIntanti Mulana PutriNo ratings yet
- Why machine parts failDocument28 pagesWhy machine parts failAbdulNo ratings yet
- Devronizer XP10 Steam Shower Actuator: BenefitsDocument3 pagesDevronizer XP10 Steam Shower Actuator: BenefitsRush SfNo ratings yet
- Biogas PostaDocument83 pagesBiogas PostaMarcelo TorresNo ratings yet
- MSC LiUDocument43 pagesMSC LiUMoksadur RahmanNo ratings yet
- Mass Transfer in Fermentation ScaleupDocument4 pagesMass Transfer in Fermentation Scaleupfawmer61No ratings yet
- Modified GCC Fillers in Printing Paper ProductionDocument7 pagesModified GCC Fillers in Printing Paper ProductionPenkinNo ratings yet
- Predict Distillation Tray Efficiency: Reactions and SeparationsDocument7 pagesPredict Distillation Tray Efficiency: Reactions and SeparationsJohn AnthoniNo ratings yet
- Overview Plant Utility SystemDocument7 pagesOverview Plant Utility SystemMuhammad Nur Fahmi NaimemNo ratings yet
- Advanced Process Control Quick and Easy Energy SavingDocument3 pagesAdvanced Process Control Quick and Easy Energy SavingRobert MontoyaNo ratings yet
- 3 CDU W Pinch Analysis LiebmannDocument13 pages3 CDU W Pinch Analysis LiebmannAnsinath Barathi100% (1)
- Chemical Enginineering Fourth YearDocument68 pagesChemical Enginineering Fourth YearHabib NuredinNo ratings yet
- Advanced Process Control Delivers Significant Economic Savings for Alumina PlantsDocument6 pagesAdvanced Process Control Delivers Significant Economic Savings for Alumina PlantscbqucbquNo ratings yet
- Pinch Analysis of Heat Exchanger Networks in The Crude Distillation Unit of Port-Harcourt RefineryDocument10 pagesPinch Analysis of Heat Exchanger Networks in The Crude Distillation Unit of Port-Harcourt RefineryAdriana WagnerNo ratings yet
- WorkDocument43 pagesWorkAkash GundaleNo ratings yet
- Optimizing Bleach Plant Control with Inline MeasurementsDocument13 pagesOptimizing Bleach Plant Control with Inline Measurementssaravanaeee2004No ratings yet
- The Top Ten Factors in Kraft Pulp Yield: What AreDocument7 pagesThe Top Ten Factors in Kraft Pulp Yield: What AreYudhi Dwi KurniawanNo ratings yet
- Applications of AdsorptionDocument6 pagesApplications of AdsorptionmrshashmiNo ratings yet
- Pulp and Paper Industry.Document15 pagesPulp and Paper Industry.Aman TandonNo ratings yet
- SMID - 213 - Natural Gas Condensate Sour PDFDocument13 pagesSMID - 213 - Natural Gas Condensate Sour PDFmahdiscribdNo ratings yet
- 1 Process Dynamics and Control No1Document32 pages1 Process Dynamics and Control No1Ayushi100% (1)
- 05 Web Mansoori AsphaltenesDocument18 pages05 Web Mansoori AsphaltenesjardelbrunoNo ratings yet
- Management Ofc: Examples From PracticeDocument10 pagesManagement Ofc: Examples From PracticeKaterina HadzijevskaNo ratings yet
- Deculator Article 5 03Document4 pagesDeculator Article 5 03tsvmpm1765100% (3)
- The Design of Continuous Polycondensation ReactorsDocument189 pagesThe Design of Continuous Polycondensation ReactorsArmiee Infinite100% (1)
- Batch Centrifugal DesignDocument9 pagesBatch Centrifugal DesignpedroNo ratings yet
- Paper and PulpDocument107 pagesPaper and Pulpzohaib ul hassanNo ratings yet
- Machinery SafetyDocument12 pagesMachinery SafetyAlexius KelupuNo ratings yet
- 71ef PDFDocument6 pages71ef PDFIkok GendolNo ratings yet
- Process Control Performance - Benefits Lambda TuningDocument9 pagesProcess Control Performance - Benefits Lambda TuningKumarNo ratings yet
- BE Seal Pack With MaxPack PDFDocument2 pagesBE Seal Pack With MaxPack PDFGuilherme AugustoNo ratings yet
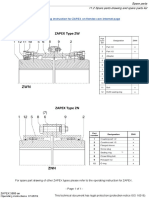
- Zapex Type ZW: For Spare Part Drawing of Other ZAPEX Types Please Refer To The Operating Instruction For ZAPEXDocument1 pageZapex Type ZW: For Spare Part Drawing of Other ZAPEX Types Please Refer To The Operating Instruction For ZAPEXGuilherme AugustoNo ratings yet
- Avoiding Short Term Overheat Failures of Recovery Boiler Superheater TubesDocument27 pagesAvoiding Short Term Overheat Failures of Recovery Boiler Superheater TubesGuilherme AugustoNo ratings yet
- Incoloy Alloy 825Document4 pagesIncoloy Alloy 825Roman PaduaNo ratings yet
- Mechanicalsealforpumps 150921014002 Lva1 App6892Document50 pagesMechanicalsealforpumps 150921014002 Lva1 App6892Buddy EkoNo ratings yet
- Hydraulic Thrust DeviceDocument2 pagesHydraulic Thrust DeviceGuilherme Augusto100% (1)
- Installation and Maintenance Instructions Reverse Acting Rupture Disc AssembliesDocument5 pagesInstallation and Maintenance Instructions Reverse Acting Rupture Disc AssembliesGuilherme AugustoNo ratings yet
- Safe Firing of Black Liquor in Recovery BoilersDocument94 pagesSafe Firing of Black Liquor in Recovery BoilersGuilherme AugustoNo ratings yet
- Rotary Kiln Maintenance Procedures: State of the Art TechnologyDocument49 pagesRotary Kiln Maintenance Procedures: State of the Art TechnologyVictor Maruli100% (1)
- 192 eDocument4 pages192 eGuilherme AugustoNo ratings yet
- 253 MA Flux-Cored Wire: Alloy Description and ApplicationDocument1 page253 MA Flux-Cored Wire: Alloy Description and ApplicationGuilherme AugustoNo ratings yet
- Steam and Gas Turbines Laboratory TestsDocument8 pagesSteam and Gas Turbines Laboratory TestsGuilherme AugustoNo ratings yet
- Fan Damper Selection Fe 2600Document4 pagesFan Damper Selection Fe 2600Guilherme AugustoNo ratings yet
- PDFDocument8 pagesPDFGuilherme AugustoNo ratings yet
- Velocity Measurements of Particles in The Impeller of A Centrifugal Slurry PumpDocument11 pagesVelocity Measurements of Particles in The Impeller of A Centrifugal Slurry PumpGuilherme AugustoNo ratings yet
- 216 0Document12 pages216 0Guilherme AugustoNo ratings yet
- 333 Extremultus-Compendium 02-2017 enDocument108 pages333 Extremultus-Compendium 02-2017 enGuilherme Augusto100% (1)
- Md-17 Shaft DesignDocument7 pagesMd-17 Shaft DesignHenry OoiNo ratings yet
- Md-17 Shaft DesignDocument7 pagesMd-17 Shaft DesignHenry OoiNo ratings yet
- Simulação 1Document7 pagesSimulação 1Guilherme AugustoNo ratings yet
- Product Data Sheet LT 80P: Siegling - Total Belting SolutionsDocument2 pagesProduct Data Sheet LT 80P: Siegling - Total Belting SolutionsGuilherme AugustoNo ratings yet
- Md-17 Shaft DesignDocument7 pagesMd-17 Shaft DesignHenry OoiNo ratings yet
- ცდომილებათა თეორიის ელემენტები - 1, თსუ, 2003Document3 pagesცდომილებათა თეორიის ელემენტები - 1, თსუ, 2003Marina MenteshashviliNo ratings yet
- MCQ On Laplace TransformDocument4 pagesMCQ On Laplace TransformVirag Kothari100% (1)
- Ch3 2 Proof Techniques Part2 2019Document40 pagesCh3 2 Proof Techniques Part2 2019pilotbairexdNo ratings yet
- Control and energy management of a pumping systemDocument16 pagesControl and energy management of a pumping systemhassenbbNo ratings yet
- Supplementary Note335Document21 pagesSupplementary Note335Syafiq ArtNo ratings yet
- m2 Chapter 01 Introduction To MLDocument31 pagesm2 Chapter 01 Introduction To MLHariom PandeyNo ratings yet
- Lecture Notes On Matroid Intersection: 6.1.1 Bipartite MatchingsDocument13 pagesLecture Notes On Matroid Intersection: 6.1.1 Bipartite MatchingsJoe SchmoeNo ratings yet
- Alfa Laval Flow Transmitter Product LeafletDocument4 pagesAlfa Laval Flow Transmitter Product LeafletsanjeevNo ratings yet
- Numerical Solution MethodsDocument9 pagesNumerical Solution Methodsrahpooye313100% (1)
- (Mathematical Logic) : Jhjeong@kyungpook - Ac.krDocument68 pages(Mathematical Logic) : Jhjeong@kyungpook - Ac.krJ-in KimNo ratings yet
- Shallow Foundation Notes 1Document49 pagesShallow Foundation Notes 1NziradzinengweNo ratings yet
- Notes 8Document45 pagesNotes 8---No ratings yet
- AN3190Document6 pagesAN3190noopreply5316No ratings yet
- Guide to Time Series DecompositionDocument66 pagesGuide to Time Series DecompositionRuth CapchaNo ratings yet
- Tests On RocksDocument27 pagesTests On RocksdeadromeoNo ratings yet
- Cracking The Last Mystery of The Rubik's Cube J Palmer - New Scientist, 2008Document4 pagesCracking The Last Mystery of The Rubik's Cube J Palmer - New Scientist, 2008Erno RubikNo ratings yet
- A Review of Scroll Expander Geometries and Their PerformanceDocument23 pagesA Review of Scroll Expander Geometries and Their PerformancePedro ferreiraNo ratings yet
- Mod Exam Mah PDFDocument3 pagesMod Exam Mah PDFjaja riveraNo ratings yet
- Thesis - Robust Control of Power Electronic ConvertersDocument172 pagesThesis - Robust Control of Power Electronic ConvertersDhananjayNo ratings yet
- Einstein's Field EquationsDocument6 pagesEinstein's Field EquationsBranden LaskeNo ratings yet
- Equated Yield RateDocument15 pagesEquated Yield RateAndr Ei100% (1)
- Mathematical Methods For Physicists Webber/Arfken Selected Solutions Ch. 8Document4 pagesMathematical Methods For Physicists Webber/Arfken Selected Solutions Ch. 8Josh Brewer50% (2)
- Be Cse 6 Cs6659 Unit IVDocument32 pagesBe Cse 6 Cs6659 Unit IVMalar AmuNo ratings yet
- Electrical Engineering - Frame WorkDocument10 pagesElectrical Engineering - Frame WorkMocharu ArtNo ratings yet
- Development of Turning Fixture For Flywheel"Document48 pagesDevelopment of Turning Fixture For Flywheel"KIRAN YADAVNo ratings yet
- Demand System Estimation NewDocument13 pagesDemand System Estimation NewGaurav JakhuNo ratings yet
- Use The Substitution Method To Solve The Following SimultaneouslyDocument3 pagesUse The Substitution Method To Solve The Following SimultaneouslyMartin MachezaNo ratings yet