You might also like
- AISC Field Fixes PDFDocument153 pagesAISC Field Fixes PDFfegenbush93% (15)
- Mar10 SteelWise WebDocument3 pagesMar10 SteelWise WebParamartha SomNo ratings yet
- Stud Welding Thru Galv. - Painted DeckingDocument2 pagesStud Welding Thru Galv. - Painted DeckingjcNo ratings yet
- Drawing 14 20 00 03 Elevator Pit Ladder dtl57445EFC176A PDFDocument1 pageDrawing 14 20 00 03 Elevator Pit Ladder dtl57445EFC176A PDFjcNo ratings yet
- Arc-Section 090714 AllDocument53 pagesArc-Section 090714 AlljcNo ratings yet
- Welding and Hot-Dip Galvanizing PDFDocument8 pagesWelding and Hot-Dip Galvanizing PDFSivaNo ratings yet
- Gaqe of Angle-StandardDocument1 pageGaqe of Angle-StandardjcNo ratings yet
- Detailing StairsDocument7 pagesDetailing StairsSelbi CeylanNo ratings yet
- CE 442 Assignment 3 Steel Design ProblemsDocument1 pageCE 442 Assignment 3 Steel Design Problemssibalon.markryanNo ratings yet
- Round Head Tension Control Structural Bolt Assembly, ASTM A325, Type 1, PlainDocument2 pagesRound Head Tension Control Structural Bolt Assembly, ASTM A325, Type 1, PlainjcNo ratings yet
- Catalogo StudDocument40 pagesCatalogo Studwilliam figueroaNo ratings yet
- Canam Joist Catalog PDFDocument166 pagesCanam Joist Catalog PDFzepfer100% (1)
- Materials EngineerDocument41 pagesMaterials EngineerGeneva LatorreNo ratings yet
- Preferred Practices For Steel Bridge Design, Fabrication, and ErectionDocument64 pagesPreferred Practices For Steel Bridge Design, Fabrication, and ErectionmojgfdNo ratings yet
- Catalogo StudDocument40 pagesCatalogo Studwilliam figueroaNo ratings yet
- Review QuestionsDocument31 pagesReview QuestionsjcNo ratings yet
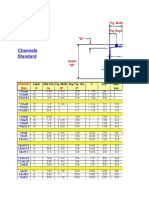
- ChannelsDocument4 pagesChannelsjcNo ratings yet
- Surface Preparation Standards Comparison ChartDocument2 pagesSurface Preparation Standards Comparison ChartajuhaseenNo ratings yet
- Review QuestionsDocument31 pagesReview QuestionsjcNo ratings yet
- Standard Specifications For HighwaysDocument24 pagesStandard Specifications For HighwaysjcNo ratings yet
- ME ReviewerDocument16 pagesME ReviewerNil DGNo ratings yet
- Materials EngineerDocument41 pagesMaterials EngineerGeneva LatorreNo ratings yet
- Standard Specifications For HighwaysDocument24 pagesStandard Specifications For HighwaysjcNo ratings yet
- Multiple Choice Questions in Engineering Mathematics by Diego Inocencio T. GillesaniaDocument216 pagesMultiple Choice Questions in Engineering Mathematics by Diego Inocencio T. GillesaniaAko Si Karla90% (10)
- Standard Specifications For HighwaysDocument24 pagesStandard Specifications For HighwaysjcNo ratings yet
- Review Materials EngineeringDocument29 pagesReview Materials EngineeringjcNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5783)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- IG Cryogenic Gas Relief Valves ASME PRV19430 PRV29430 SeriesDocument5 pagesIG Cryogenic Gas Relief Valves ASME PRV19430 PRV29430 SeriesCimmangNo ratings yet
- Installation, Testing & Flushing of Firefighting Piping System MSTDocument10 pagesInstallation, Testing & Flushing of Firefighting Piping System MSTMohamedNo ratings yet
- BEHAVIOUR OF SHEAR STRESSES IN SIMPLY SUPPORTED BEAMDocument55 pagesBEHAVIOUR OF SHEAR STRESSES IN SIMPLY SUPPORTED BEAMLloyd R. PonceNo ratings yet
- Overstrength and Redundancy FactorDocument3 pagesOverstrength and Redundancy FactorJordi FranchNo ratings yet
- Cable Number From To XXX Mains Cable Item Number Voltage Grade Conductor TypeDocument22 pagesCable Number From To XXX Mains Cable Item Number Voltage Grade Conductor TypeDashrath SinghNo ratings yet
- Sustainable Design PrinciplesDocument15 pagesSustainable Design PrinciplesyaraNo ratings yet
- TL - 03 - Reparatur Glet - 01 - 2016 - enDocument1 pageTL - 03 - Reparatur Glet - 01 - 2016 - enNevena IlicNo ratings yet
- Candy Cos125d 16sDocument21 pagesCandy Cos125d 16srobNo ratings yet
- Schedule Q - Quality RequirementsDocument73 pagesSchedule Q - Quality RequirementsFirdaus Nasir93% (14)
- SCentre Infra - The Leading Steel Construction Company in IndiaDocument54 pagesSCentre Infra - The Leading Steel Construction Company in Indiaseo2.artistonkNo ratings yet
- Drawings Phase IIDocument12 pagesDrawings Phase IIY Go GltdNo ratings yet
- Electrical Installation Lecture No.12 DR - Mohammed Tawfeeq Al-ZuhairiDocument10 pagesElectrical Installation Lecture No.12 DR - Mohammed Tawfeeq Al-ZuhairiTĩnh LặngNo ratings yet
- LEVA Parts Catalog V1.4 COLORDocument84 pagesLEVA Parts Catalog V1.4 COLORMionnix KM-Service-premiumNo ratings yet
- Subsea Pipeline Design Engineering MethodologyDocument11 pagesSubsea Pipeline Design Engineering MethodologyKumarJR86100% (1)
- Hazen William Formula PDFDocument4 pagesHazen William Formula PDFMac ShaikNo ratings yet
- Broiler Preventive Maintenance ChecklistDocument5 pagesBroiler Preventive Maintenance ChecklistFaysbuk KotoNo ratings yet
- Trane Clearance SpecsDocument20 pagesTrane Clearance SpecsdaveeeescribdNo ratings yet
- Seismic Strengthening and Repair of RC Shear Walls PDFDocument8 pagesSeismic Strengthening and Repair of RC Shear Walls PDFSri LathaNo ratings yet
- Hollow Bar ChartDocument1 pageHollow Bar Charthornet121No ratings yet
- Notes FCE 511Document130 pagesNotes FCE 511Mwengei MutetiNo ratings yet
- 17FG0045 BoqDocument2 pages17FG0045 BoqrrpenolioNo ratings yet
- Nature ArchitectureDocument175 pagesNature Architecturevyolet13No ratings yet
- Construction Contracts GuideDocument5 pagesConstruction Contracts Guidejunlab0807100% (1)
- NS1 Work Plan Procedure For CW Piping Installation Rev.4Document47 pagesNS1 Work Plan Procedure For CW Piping Installation Rev.4namdq-1No ratings yet
- Critical Buckling Load of Pile in Liquefied SoilDocument8 pagesCritical Buckling Load of Pile in Liquefied SoilKefas JanuarNo ratings yet
- En 40-3.2 (2013) PDFDocument14 pagesEn 40-3.2 (2013) PDFLuís FerreiraNo ratings yet
- Yashco Tube Industries Company ProfileDocument4 pagesYashco Tube Industries Company ProfileS.M MAAZNo ratings yet
- LP Flameblock Builder Assemblies Brochure English PDFDocument6 pagesLP Flameblock Builder Assemblies Brochure English PDFluis rodrigo salazar cerdaNo ratings yet
- White Book C03 S03 Steel Encasements GypLyner ENCASEDocument20 pagesWhite Book C03 S03 Steel Encasements GypLyner ENCASEPavaloaie Marian ConstantinNo ratings yet
- Download Aci 309r 05 Concrete Specification PDFDocument3 pagesDownload Aci 309r 05 Concrete Specification PDFShokhieb Showbad CarriebNo ratings yet