You might also like
- Criba Vibratoria PDFDocument8 pagesCriba Vibratoria PDFLimberth Miranda BayoNo ratings yet
- Diseño de CRIBADORADocument61 pagesDiseño de CRIBADORAWilber Oña100% (1)
- Molino Eje VerticalDocument1 pageMolino Eje VerticalOliver Pardo Del PinoNo ratings yet
- Eagle Austin Western Jaw CrushersDocument3 pagesEagle Austin Western Jaw CrushersDiego Perez100% (1)
- Calculos TornilloDocument18 pagesCalculos Tornillociruja94No ratings yet
- 10202S SRB CatalogDocument198 pages10202S SRB CatalogMauricio AyalaNo ratings yet
- Equipos MoservinDocument6 pagesEquipos MoservinRAUL PEREZ NEGREIROSNo ratings yet
- De Tipo Europeo Trituradora de ImpactoDocument4 pagesDe Tipo Europeo Trituradora de ImpactoLi MingNo ratings yet
- 4.4 - Harnero VibratorioDocument8 pages4.4 - Harnero VibratorioJuan Francisco KönigNo ratings yet
- Listado de Partes y Piezas Alimentador Vibratorio MV40120 - 128Document23 pagesListado de Partes y Piezas Alimentador Vibratorio MV40120 - 128Juan Francisco König100% (1)
- Cangilones de AceroDocument12 pagesCangilones de AceroMarcos Huaman AarujoNo ratings yet
- Cotizaciond Faja TransportadoraDocument3 pagesCotizaciond Faja Transportadora943170056100% (2)
- Iom Se Español - ElectroimanDocument16 pagesIom Se Español - ElectroimanEfrain Paricahua QuispeNo ratings yet
- Verif. Eje Agitador Tanque M-02Document3 pagesVerif. Eje Agitador Tanque M-02MiguelRagasNo ratings yet
- SIHI - LPHX - 45 - Catalogo - ESDocument12 pagesSIHI - LPHX - 45 - Catalogo - ESAlexander RivillasNo ratings yet
- Catálogo MartínDocument2 pagesCatálogo MartínJavier CMNo ratings yet
- Diseño de Extrusora 1Document140 pagesDiseño de Extrusora 1predeleytorNo ratings yet
- Plan de Mantenimiento A Troqueladora TeulDocument25 pagesPlan de Mantenimiento A Troqueladora TeulGustavo RamirezNo ratings yet
- Los Rodillos de Molienda de Alta PresiónDocument3 pagesLos Rodillos de Molienda de Alta PresiónJhonatan Vichez LezamaNo ratings yet
- Circuito de Trituración - ModDocument18 pagesCircuito de Trituración - ModannaNo ratings yet
- Molino RaymondDocument28 pagesMolino Raymondhugo CHIVI ARGANDOÑANo ratings yet
- AbrazaderaDocument2 pagesAbrazaderaJuan Carlos Arhuata MoralesNo ratings yet
- Cálculo de Cintas Transportadoras - M PirelliDocument20 pagesCálculo de Cintas Transportadoras - M PirelliAxel FernandezNo ratings yet
- Chancado Numero PartesDocument83 pagesChancado Numero Partessebastian torresNo ratings yet
- ST4.8 Product Presentation 2013Document9 pagesST4.8 Product Presentation 2013saldanaalvitesNo ratings yet
- Molinos de MartilloDocument6 pagesMolinos de MartilloFernando Montenegro100% (1)
- Cuerdas - Maryland Metrics PDFDocument20 pagesCuerdas - Maryland Metrics PDFcareihNo ratings yet
- Dimensionamiento de Tamices (Asociación de Fabricantes de Tamices Vibratorios)Document15 pagesDimensionamiento de Tamices (Asociación de Fabricantes de Tamices Vibratorios)IVAN ALEXIS HUAMAN SEGURANo ratings yet
- Protocolos Allis Challmers 8 1 08Document4 pagesProtocolos Allis Challmers 8 1 08rzevalloscruzNo ratings yet
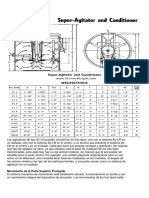
- Catalogo de AcondicionadoresDocument13 pagesCatalogo de AcondicionadoresLuisMiguelBartoloCochachezNo ratings yet
- Protocolo Experimental de Bola MarcadaDocument7 pagesProtocolo Experimental de Bola MarcadaAnonymous QmT5xMPzG100% (1)
- Catalogo Metalmecanica PDFDocument20 pagesCatalogo Metalmecanica PDFgerardoctavaraNo ratings yet
- Trituradoras: tipos y característicasDocument34 pagesTrituradoras: tipos y característicasOmar Diego Parra AvilaNo ratings yet
- Transportadores MetálicosDocument49 pagesTransportadores MetálicosFernando Alvarado100% (1)
- Cálculo Cantidad de Grasa para Relubricación de Rodamientos - P21e37Document4 pagesCálculo Cantidad de Grasa para Relubricación de Rodamientos - P21e37Cesar Augusto Morales CasanovaNo ratings yet
- Manual para Usar El Ultrasonido Nova Tg110 PDFDocument5 pagesManual para Usar El Ultrasonido Nova Tg110 PDFJESGEDEONNo ratings yet
- Cálculo Fondo KORBBOGEN Según ASME (Rev 2)Document4 pagesCálculo Fondo KORBBOGEN Según ASME (Rev 2)Benito Moya Fernández100% (1)
- 1005GP0006C 601 02 4001 - 0Document1 page1005GP0006C 601 02 4001 - 0Harry Ccayascca FloresNo ratings yet
- Capacidad de CangilonesDocument12 pagesCapacidad de CangiloneseddyjohanNo ratings yet
- 7 Molinos de MartillosDocument2 pages7 Molinos de MartillosMery Yuliana Martínez GamboaNo ratings yet
- AcoplesDocument3 pagesAcoplesHarteman RuizNo ratings yet
- Molino de BolasDocument1 pageMolino de BolasMiguel Quispe TiconaNo ratings yet
- ChancadoraDocument13 pagesChancadoraJames Leonardo RojasNo ratings yet
- Chancadora de Quijada ArquitecuraDocument1 pageChancadora de Quijada ArquitecuraMiguel Quispe TiconaNo ratings yet
- Fallas en engranajes: tipos y causasDocument9 pagesFallas en engranajes: tipos y causasJoshep Gutierrez100% (1)
- Transmisión de movimiento entre ejes paralelosDocument14 pagesTransmisión de movimiento entre ejes paralelossivelis0% (1)
- Dimensionamiento de Una Zaranda - 2022Document13 pagesDimensionamiento de Una Zaranda - 2022Emerson Sivincha0% (1)
- El Catalogo de ZenithDocument24 pagesEl Catalogo de ZenithJuan Luis FerretNo ratings yet
- Trituradora de MandibulasDocument56 pagesTrituradora de MandibulasVictor H. Choque Urrelo100% (7)
- EC - EME - PR CAMBIO DE REDUCTOR FALKDocument11 pagesEC - EME - PR CAMBIO DE REDUCTOR FALKMaribel huancahuireNo ratings yet
- Elevador de CangilonesDocument45 pagesElevador de CangilonesHugo Muñoz ValdiviaNo ratings yet
- Grizzly Vibratorio PDFDocument8 pagesGrizzly Vibratorio PDFJose Carlos Ullilen ValverdeNo ratings yet
- Maquinaria y EquipoDocument13 pagesMaquinaria y EquipoandreaNo ratings yet
- Hiladora Galan N 1303-FC0176V1CASDocument226 pagesHiladora Galan N 1303-FC0176V1CAScruzmario100% (4)
- Presentacion Actualizada de Modulo V FiatDocument133 pagesPresentacion Actualizada de Modulo V FiatEduardo Carlos Timana LabrinNo ratings yet
- Informe 065-2022 Motor 40HP Weg Ot 44489Document8 pagesInforme 065-2022 Motor 40HP Weg Ot 44489Axel Quiroga CasteloNo ratings yet
- Manual IO6032HGWD0Document62 pagesManual IO6032HGWD0AntonioNo ratings yet
- 2.5mva Cummins - En.esDocument4 pages2.5mva Cummins - En.esLuisfelipe Zavaleta Guevara100% (1)
- Rockwell Primary Products-UP5 1Document34 pagesRockwell Primary Products-UP5 1Lizbeth Soto CastilloNo ratings yet
- Manual de MotoniveladoraDocument868 pagesManual de MotoniveladoraJose Lozano Pisco100% (2)
- Proyecto de EvaluacionDocument6 pagesProyecto de EvaluacionClaudia Arce CruzNo ratings yet
- Instructions To Work With E-ReadersDocument3 pagesInstructions To Work With E-ReadersClaudia Arce CruzNo ratings yet
- Actividades de inglés para 4to gradoDocument3 pagesActividades de inglés para 4to gradoClaudia Arce CruzNo ratings yet
- Sin TítuloDocument1 pageSin TítuloZhirokh RMNo ratings yet
- MRU y MRUV Ejercicios ResueltosDocument5 pagesMRU y MRUV Ejercicios ResueltosLuis Miguel Livia Gómez0% (1)
- Trabajo MinasDocument8 pagesTrabajo MinasClaudia Arce CruzNo ratings yet
- DarellDocument3 pagesDarellClaudia Arce CruzNo ratings yet
- RecetaDocument4 pagesRecetaClaudia Arce CruzNo ratings yet
- Ejercicio de ConcentradosDocument3 pagesEjercicio de ConcentradosClaudia Arce CruzNo ratings yet
- Cuentos Ecológicos para SecundariaDocument3 pagesCuentos Ecológicos para SecundariaClaudia Arce Cruz75% (12)
- Rocas EspecialesDocument27 pagesRocas EspecialesClaudia Arce CruzNo ratings yet
- Informe GeoestadisticaDocument12 pagesInforme GeoestadisticaClaudia Arce CruzNo ratings yet
- Ficha TécnicaDocument9 pagesFicha TécnicaClaudia Arce CruzNo ratings yet
- Cut and FillDocument13 pagesCut and FillAlvaro Andres Bustamante MontenegroNo ratings yet
- Liderazgo y características del líder enDocument15 pagesLiderazgo y características del líder enClaudia Arce CruzNo ratings yet
- Recursos estilísticos en el análisis de textosDocument5 pagesRecursos estilísticos en el análisis de textosClaudia Arce CruzNo ratings yet
- Rocas EspecialesDocument27 pagesRocas EspecialesClaudia Arce CruzNo ratings yet
- Procesamiento de ConcentradosDocument30 pagesProcesamiento de ConcentradosClaudia Arce CruzNo ratings yet
- Cuentos Ecológicos para SecundariaDocument3 pagesCuentos Ecológicos para SecundariaClaudia Arce Cruz75% (12)
- Procesos de ComercializaciónDocument39 pagesProcesos de ComercializaciónClaudia Arce CruzNo ratings yet
- Guión Lameto IndioDocument13 pagesGuión Lameto IndioClaudia Arce CruzNo ratings yet
- Guión Lameto IndioDocument13 pagesGuión Lameto IndioClaudia Arce CruzNo ratings yet
- Concentrado de MineralesDocument5 pagesConcentrado de MineralesClaudia Arce CruzNo ratings yet
- Productos Industriales en MineriaDocument34 pagesProductos Industriales en MineriaClaudia Arce CruzNo ratings yet
- Héroe Sin LímitesDocument10 pagesHéroe Sin LímitesClaudia Arce CruzNo ratings yet
- Rocas EspecialesDocument27 pagesRocas EspecialesClaudia Arce CruzNo ratings yet
- Produccion Minero MetalurgicoDocument47 pagesProduccion Minero MetalurgicoClaudia Arce Cruz100% (1)
- Produccion Minero MetalurgicoDocument47 pagesProduccion Minero MetalurgicoClaudia Arce Cruz100% (1)
- Terminos ExcluidosDocument8 pagesTerminos ExcluidosClaudia Arce Cruz0% (1)
- Método VCRDocument13 pagesMétodo VCRClaudia Arce CruzNo ratings yet
- Anexo-01.-Manual de Inspeccion de Equipos de Aplicacion de FitosanitarioDocument279 pagesAnexo-01.-Manual de Inspeccion de Equipos de Aplicacion de FitosanitarioJuan Carlos MontenegroNo ratings yet
- Merlo RotoDocument36 pagesMerlo RotoDerlinAndresLiconaFernandez0% (1)
- La MotoniveladoraDocument4 pagesLa MotoniveladoraAnonymous s407PT8Fe100% (1)
- Transmision ManualDocument20 pagesTransmision ManualRicardoNo ratings yet
- Trocha DelanteraDocument9 pagesTrocha DelanteraWilliam PuleNo ratings yet
- Automotriz Rectificadora de CiguenalesDocument2 pagesAutomotriz Rectificadora de CiguenalesaeylxdNo ratings yet
- Engranajes trenesDocument11 pagesEngranajes trenesBrna Reyes80% (5)
- Motos Transmision AutomaticaDocument8 pagesMotos Transmision Automaticasortiz200100% (1)
- Relacion Servicios de Mantenimiento A VehiculosDocument2 pagesRelacion Servicios de Mantenimiento A VehiculoshenotharenasNo ratings yet
- Arboles y EjesDocument8 pagesArboles y EjesanaNo ratings yet
- Catalogo Productos Trilift Manipulacion Componentes Maquinaria Pesada Mineria Mesas TrabajoDocument32 pagesCatalogo Productos Trilift Manipulacion Componentes Maquinaria Pesada Mineria Mesas Trabajojosedelariva100% (1)
- Extractor Reten CigueñalDocument29 pagesExtractor Reten CigueñalminikamiNo ratings yet
- Manual de Mantenimiento DPP170A (V1.0)Document33 pagesManual de Mantenimiento DPP170A (V1.0)Kenneth Pérez Rosales100% (1)
- GSF650-S K5-K6 - Bat PDFDocument439 pagesGSF650-S K5-K6 - Bat PDFmarcosNo ratings yet
- P5chassi1412es ESDocument192 pagesP5chassi1412es ESManuel Fernando ChaparroNo ratings yet
- Triciclo EléctricoDocument7 pagesTriciclo EléctricoMaxwell MatosNo ratings yet
- Tarea de IshikawaDocument9 pagesTarea de IshikawaJuan AriasNo ratings yet
- Manual Single Facer PDFDocument152 pagesManual Single Facer PDFEdison JavierNo ratings yet
- Diferencial MecánicoDocument44 pagesDiferencial MecánicoEduardo Saa100% (1)
- Transmisiones planetarias y servotransmisionesDocument39 pagesTransmisiones planetarias y servotransmisionesjoel100% (1)
- Ups CT001889 PDFDocument270 pagesUps CT001889 PDFJuan Alfredo Valdés0% (1)
- Fiat Uno Sporting Ficha TecnicaDocument2 pagesFiat Uno Sporting Ficha TecnicaIván Eduardo Pinto SánchezNo ratings yet
- Manual Espanol WebDocument61 pagesManual Espanol WebRodrigo Cano100% (1)
- Modulo Tren de PotenciaDocument41 pagesModulo Tren de PotenciaF Diaz Barrera100% (1)
- Elementos de TransmicionDocument44 pagesElementos de TransmicionRicardo Farroñay Juarez100% (3)
- Sistemas de Camiones de Obra 797F (Marzo 2012)Document125 pagesSistemas de Camiones de Obra 797F (Marzo 2012)Fran Elio Morgan Calizaya100% (4)
- Caja ReductoraDocument10 pagesCaja ReductoraJhon Eberth RamosNo ratings yet
- Fallas de Electronicas Caja AutomaticaDocument25 pagesFallas de Electronicas Caja AutomaticaAlex SánchezNo ratings yet