You might also like
- # 4 and 7 Distillation (1 &2) (Compatibility Mode)Document141 pages# 4 and 7 Distillation (1 &2) (Compatibility Mode)jesiNo ratings yet
- CDU - SlideDocument23 pagesCDU - SlideVăn Bão TôNo ratings yet
- Refining ProcessDocument15 pagesRefining Processtechy TalksNo ratings yet
- NGLDocument6 pagesNGLAlberto Fonseca UribeNo ratings yet
- DHDSDocument36 pagesDHDSravichandraNo ratings yet
- Hydrocarbon Recovery v1 0Document39 pagesHydrocarbon Recovery v1 0Adam ShandyNo ratings yet
- PCS#176, Low-Capital Crude Unit Revamp Increases Product YieldDocument4 pagesPCS#176, Low-Capital Crude Unit Revamp Increases Product YieldJeffrey Ryan LindmarkNo ratings yet
- Isomerization TechniqueDocument14 pagesIsomerization TechniqueharisNo ratings yet
- UOP Maximize Propylene From Your FCC Unit Paper PDFDocument5 pagesUOP Maximize Propylene From Your FCC Unit Paper PDFCarolina GarzónNo ratings yet
- Petroleum Refining (2 of 3)Document247 pagesPetroleum Refining (2 of 3)Chuah Chong YangNo ratings yet
- Mina Abdulla Refinery Experience With Atmospheric Residue Desulfurization (Ards)Document10 pagesMina Abdulla Refinery Experience With Atmospheric Residue Desulfurization (Ards)Owais AhmedNo ratings yet
- Debutaniser OptimisationDocument5 pagesDebutaniser OptimisationAntonNo ratings yet
- 112 Refinery Overview ChevronDocument2 pages112 Refinery Overview Chevronupender345No ratings yet
- Economic Extraction of FCC Feedstock From Residual Oils: AuthorsDocument27 pagesEconomic Extraction of FCC Feedstock From Residual Oils: AuthorsCarlos ReNo ratings yet
- Minimum Wellhead Requirements PDFDocument134 pagesMinimum Wellhead Requirements PDFKHALEDFEKAIRNo ratings yet
- A New Generation of Hydroconversion and Hydrodesulphurization CatalystDocument30 pagesA New Generation of Hydroconversion and Hydrodesulphurization CatalystTomasz OleckiNo ratings yet
- Emerging Technologies For The Conversion of ResiduesDocument24 pagesEmerging Technologies For The Conversion of ResiduesRuth AbelloNo ratings yet
- EIA NGL Workshop Anne KellerDocument47 pagesEIA NGL Workshop Anne KellerisbtanwirNo ratings yet
- Maximising ULSD Production Through Refinery RevampsDocument8 pagesMaximising ULSD Production Through Refinery Revampssam josephNo ratings yet
- New Hydroprocessing Approaches Increase Petrochemical ProductionDocument11 pagesNew Hydroprocessing Approaches Increase Petrochemical ProductionnishilgeorgeNo ratings yet
- Production Chemistry and Flow Assurance for Natural Gas Liquids RecoveryDocument20 pagesProduction Chemistry and Flow Assurance for Natural Gas Liquids RecoveryWael BadriNo ratings yet
- Enhance Naphtha Value and Gasoline Reformer Performance Using UOP's MaxEneTMProcessEnhanceDocument25 pagesEnhance Naphtha Value and Gasoline Reformer Performance Using UOP's MaxEneTMProcessEnhanceAhmad DaoodNo ratings yet
- Bp-Uop Cyclar Process: Lubo ZhouDocument10 pagesBp-Uop Cyclar Process: Lubo ZhouBharavi K SNo ratings yet
- Wet Crude ProcessingDocument39 pagesWet Crude ProcessingMohanad HussienNo ratings yet
- Catalytic Reforming: 2011 Refining Processes HandbookDocument3 pagesCatalytic Reforming: 2011 Refining Processes HandbookGaspar BlaserNo ratings yet
- Delayed Coking 09Document12 pagesDelayed Coking 09amitfriedlanderNo ratings yet
- Reforming Process OptimizationDocument23 pagesReforming Process OptimizationSiddharth SharmaNo ratings yet
- LC-MAX and Other LC-FINING Process Enhancements to Extend Conversion and On-stream FactorDocument16 pagesLC-MAX and Other LC-FINING Process Enhancements to Extend Conversion and On-stream FactorMarisol OjedaNo ratings yet
- Em FlexicokingDocument8 pagesEm FlexicokingHenry Saenz0% (1)
- Residue Upgrading With Sydecsm Delayed Coking FWDocument10 pagesResidue Upgrading With Sydecsm Delayed Coking FWsoftechq1809No ratings yet
- 6 UOP. Honeywel Egypt - Technologies For Distillate Production - Hydrocracking - E SvenssonDocument17 pages6 UOP. Honeywel Egypt - Technologies For Distillate Production - Hydrocracking - E SvenssonCamilo inversionesNo ratings yet
- Gas TreatmentDocument106 pagesGas TreatmentKarthik MuruganNo ratings yet
- Safety in Operations - Human Aspect - DorcDocument119 pagesSafety in Operations - Human Aspect - DorcAdanenche Daniel Edoh100% (1)
- Debottlenecking - FractionatorDocument5 pagesDebottlenecking - Fractionatorsuprateem100% (1)
- Maximizing profits from heavy crude oils and reducing fuel oil productionDocument5 pagesMaximizing profits from heavy crude oils and reducing fuel oil productionsantiagoNo ratings yet
- Brenno C. Menezes, Marcel Joly, Lincoln F. L. MoroDocument31 pagesBrenno C. Menezes, Marcel Joly, Lincoln F. L. MoroNathalia DelgadoNo ratings yet
- AFPMQA 2013 DayOneDocument20 pagesAFPMQA 2013 DayOneosmanyukseNo ratings yet
- Explosion at RefineryDocument1 pageExplosion at RefineryAnurag IngleNo ratings yet
- Hydro Cracking Web AxensDocument11 pagesHydro Cracking Web Axensa_s_a_dNo ratings yet
- Hydrotreater Optimization With WpheDocument29 pagesHydrotreater Optimization With Wpheandrei12320003181No ratings yet
- Unit 2 1Document4 pagesUnit 2 1Sadagopan RajaNo ratings yet
- Crude CharacterizationDocument32 pagesCrude CharacterizationdivakarNo ratings yet
- E1.0 - Crude Stab - Foaming PDFDocument32 pagesE1.0 - Crude Stab - Foaming PDFRégis Ongollo100% (2)
- TCM 701Document20 pagesTCM 701OYINLOLA ADESOKANNo ratings yet
- FCC Profitability Assessment Via Advanced ModelingDocument10 pagesFCC Profitability Assessment Via Advanced Modelingsaleh4060No ratings yet
- 11 Blending OptimizationDocument31 pages11 Blending OptimizationferaldoNo ratings yet
- DR FCC PDFDocument7 pagesDR FCC PDFAle SanzNo ratings yet
- Introduction To Petroleum Technology - 3Document21 pagesIntroduction To Petroleum Technology - 3Anish VazeNo ratings yet
- Achieve Success in Gasoline HDTDocument6 pagesAchieve Success in Gasoline HDTmujeeb84No ratings yet
- Gas Sec 1 PDFDocument40 pagesGas Sec 1 PDFJose Manuel MatossNo ratings yet
- Meaning of CompatibilityDocument19 pagesMeaning of CompatibilityRodrigo FernandesNo ratings yet
- 2016 July PDFDocument108 pages2016 July PDFmnasiroleslamiNo ratings yet
- Background And: Introducti OnDocument173 pagesBackground And: Introducti Onengr_aqeelNo ratings yet
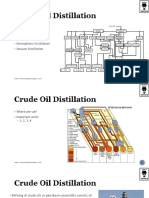
- Crude DistillationDocument35 pagesCrude DistillationraisNo ratings yet
- Packinox Catalytic ReformingDocument2 pagesPackinox Catalytic Reformingzohaib_farooqNo ratings yet
- FCC Propylene Production Tech PaperDocument8 pagesFCC Propylene Production Tech PaperMaría Belén JaureguiNo ratings yet
- Petroleum Refining and PetrochemicalsDocument1 pagePetroleum Refining and PetrochemicalsadityamduttaNo ratings yet
- HGU, DHT Units OverviewDocument36 pagesHGU, DHT Units OverviewTirumala SaiNo ratings yet
- Refinery Process DiagDocument23 pagesRefinery Process Diagrajeshv8907100% (16)
- Demo-C Tfin52 67Document5 pagesDemo-C Tfin52 67namank005No ratings yet
- 864 Wiring Schematic: S/N 518913001-14999 S/N 516812001-14999 S/N 517512001-14999 (Printed March 2001) V-0072Document6 pages864 Wiring Schematic: S/N 518913001-14999 S/N 516812001-14999 S/N 517512001-14999 (Printed March 2001) V-0072Ataa AssaadNo ratings yet
- AC 43-9-1 Amdt 0Document15 pagesAC 43-9-1 Amdt 0Harry NuryantoNo ratings yet
- Robohawks Team HandbookDocument11 pagesRobohawks Team Handbookapi-376756259No ratings yet
- WM 5.4 CLI Reference Guide PDFDocument1,239 pagesWM 5.4 CLI Reference Guide PDFHermes GuerreroNo ratings yet
- JAYCO CARAVANS - 2016 Silverline and Starcraft PDFDocument12 pagesJAYCO CARAVANS - 2016 Silverline and Starcraft PDFBrisbane CamperlandNo ratings yet
- Technical Reference Guide On Steam DistributionDocument66 pagesTechnical Reference Guide On Steam DistributionDainycious KibiwottNo ratings yet
- Amerlock 400CDocument5 pagesAmerlock 400CbalangceNo ratings yet
- ManualDocument14 pagesManualnas_hoNo ratings yet
- ZMD402AT-CT Technical DataDocument7 pagesZMD402AT-CT Technical DataCarlos SandersNo ratings yet
- Bioethanol From CornDocument13 pagesBioethanol From Cornpricett100% (1)
- 16CE125-Structural Analysis - IIDocument12 pages16CE125-Structural Analysis - IIAnkur SinhaNo ratings yet
- CHAPTER 2 4.0 Three Phase SystemsDocument41 pagesCHAPTER 2 4.0 Three Phase SystemsMUHAMMAD ALIFF DANIAL RAZMINo ratings yet
- COMEC Modular Storage SolutionsDocument8 pagesCOMEC Modular Storage SolutionsPedro ChapadoNo ratings yet
- Vapor Pressure Experiment Data AnalysisDocument3 pagesVapor Pressure Experiment Data AnalysisRanaNo ratings yet
- Davao October 2014 Criminologist Board Exam Room AssignmentsDocument113 pagesDavao October 2014 Criminologist Board Exam Room AssignmentsPRC Board0% (1)
- 9040 - User ManualDocument236 pages9040 - User ManualWallie Billingsley77% (13)
- Cable Memebres ProfiledirectoryDocument5 pagesCable Memebres ProfiledirectoryMigration Solution100% (1)
- 02 - MEE10603 - Fourier Series and Power Computations in Nonsinusoidally Driven CircuitsDocument33 pages02 - MEE10603 - Fourier Series and Power Computations in Nonsinusoidally Driven CircuitsMohammad HayazieNo ratings yet
- PM IS - 12818 June2021Document10 pagesPM IS - 12818 June2021Mahendra AhirwarNo ratings yet
- 15 Suspensions PDFDocument57 pages15 Suspensions PDFSASWAT MISHRANo ratings yet
- 747ERDocument8 pages747ERelmobareck elghadhiNo ratings yet
- Bunker SiloDocument3 pagesBunker SiloManju Civil PNo ratings yet
- Well Control - Fundamental - W2 - Well Control PrincipleDocument17 pagesWell Control - Fundamental - W2 - Well Control PrincipleGilbert SunaryoNo ratings yet
- Life Pixel - Nikon D5500 DIY Digital Infrared Conversion TutorialDocument6 pagesLife Pixel - Nikon D5500 DIY Digital Infrared Conversion TutorialCNo ratings yet
- MSOFTX3000 BICC Data Configuration 20090227 B 1 0Document52 pagesMSOFTX3000 BICC Data Configuration 20090227 B 1 0Amjad VtNo ratings yet
- Hitachi Sumitomo Scx1500 2 Hydraulic Crawler Crane SpecificationsDocument2 pagesHitachi Sumitomo Scx1500 2 Hydraulic Crawler Crane Specificationsmargeret100% (50)
- Inductance Measurements For Synchronous MachinesDocument2 pagesInductance Measurements For Synchronous MachinesYusuf YaşaNo ratings yet
- 2016 Popsicle Stick Bridge RulesDocument6 pages2016 Popsicle Stick Bridge RulesMahendra DewasiNo ratings yet
- VELUXDocument16 pagesVELUXEko SalamunNo ratings yet