You might also like
- Jurnal Internasional Komposit 2Document6 pagesJurnal Internasional Komposit 2Andi Indar Wangii 311201No ratings yet
- A Study On Mechanical Properties of Bamboo Fiber Rei - 2020 - Materials Today PDocument7 pagesA Study On Mechanical Properties of Bamboo Fiber Rei - 2020 - Materials Today PClaudia UngureanuNo ratings yet
- Materials: Characterisation of Natural Fibres For Sustainable Discontinuous Fibre Composite MaterialsDocument17 pagesMaterials: Characterisation of Natural Fibres For Sustainable Discontinuous Fibre Composite MaterialsALEESYA BINTI ABDUL RAMAN MoeNo ratings yet
- Processing and Characterization of Natural Fiber-Lycra Composite Reinforced With Epoxy ResinDocument5 pagesProcessing and Characterization of Natural Fiber-Lycra Composite Reinforced With Epoxy ResinsivaNo ratings yet
- Fabrication and Testing of Fibre Reinforced Polymer Composites MaterialDocument8 pagesFabrication and Testing of Fibre Reinforced Polymer Composites Materialyadagani nirmalNo ratings yet
- Natural Fibre-Polymer Composites: A ReviewDocument23 pagesNatural Fibre-Polymer Composites: A ReviewanonymousNo ratings yet
- Jute With Sic Hybrid Final Copy IIDocument18 pagesJute With Sic Hybrid Final Copy IIvaitheemechNo ratings yet
- Investigating The Influence of Water Absorption and Mechanical Properties of Composites Reinforced With Banana and Roselle FibersDocument9 pagesInvestigating The Influence of Water Absorption and Mechanical Properties of Composites Reinforced With Banana and Roselle FibersIJRASETPublicationsNo ratings yet
- Ijmet 09 03 009 PDFDocument6 pagesIjmet 09 03 009 PDFShahid sayyadNo ratings yet
- Effect of Fiber Orientation On Mechanical Properties of Sisal Fiber Reinforced Epoxy CompositesDocument6 pagesEffect of Fiber Orientation On Mechanical Properties of Sisal Fiber Reinforced Epoxy CompositeskumareshNo ratings yet
- Fabrication of Natural Composite Fiber and Study of Its Properties Shubham Sharma, Ashish Srivastava, Abhishek KumarDocument12 pagesFabrication of Natural Composite Fiber and Study of Its Properties Shubham Sharma, Ashish Srivastava, Abhishek KumarPrince Ghosh EponNo ratings yet
- 2.literature ReviewDocument8 pages2.literature ReviewMohanraj SubramaniNo ratings yet
- Comparing Impact Behavior of Natural Fiber With Termite Mound and Egg Shell Filler Added Reinforced CompositeDocument8 pagesComparing Impact Behavior of Natural Fiber With Termite Mound and Egg Shell Filler Added Reinforced CompositeTJPRC PublicationsNo ratings yet
- Hari Ij9Document14 pagesHari Ij9T Hari PrasadNo ratings yet
- Experimental Investigation of Jute Fiberreinforcednano Clay CompositeDocument5 pagesExperimental Investigation of Jute Fiberreinforcednano Clay Compositedennisitty01No ratings yet
- Literature SurveyDocument14 pagesLiterature SurveyMukesh PatilNo ratings yet
- Free Vibration Characteristics of Banana Sisal Natural Fibers Reinforced Hybrid Polymer Composite BeamDocument5 pagesFree Vibration Characteristics of Banana Sisal Natural Fibers Reinforced Hybrid Polymer Composite BeamDr Engr Md Zillur RahmanNo ratings yet
- PCX - Report - Doc 6Document15 pagesPCX - Report - Doc 6KANAPARTHY SRI RAGHURAMNo ratings yet
- Experimental Investigation of Mechanical and Morphological Properties of Flax-Glass Fiber Reinforced Hybrid Composite Using Finite Element AnalysisDocument11 pagesExperimental Investigation of Mechanical and Morphological Properties of Flax-Glass Fiber Reinforced Hybrid Composite Using Finite Element AnalysissriyajambukarNo ratings yet
- Properties and Characterization of Tamarind Nut Shell Powder Filled Jute and Hemp Fibers Reinforced Hybrid Polymer CompositesDocument16 pagesProperties and Characterization of Tamarind Nut Shell Powder Filled Jute and Hemp Fibers Reinforced Hybrid Polymer CompositesAnandNo ratings yet
- Natural Fibers Jute and BananaDocument4 pagesNatural Fibers Jute and Bananassservice centreNo ratings yet
- Mechanical Properties of Silanized Jute-Polypropylene CompositesDocument6 pagesMechanical Properties of Silanized Jute-Polypropylene CompositesJuan Camilo Pedraza OrtizNo ratings yet
- Corbin_2018_IOP_Conf._Ser.__Mater._Sci._Eng._406_012016Document12 pagesCorbin_2018_IOP_Conf._Ser.__Mater._Sci._Eng._406_012016adonaies19No ratings yet
- Experimental Investigation of Mechanical Behavior of Jute-Flax Based Glass Fiber Reinforced CompositeDocument12 pagesExperimental Investigation of Mechanical Behavior of Jute-Flax Based Glass Fiber Reinforced Compositerahul reddyNo ratings yet
- NotesDocument36 pagesNotesULTRA College of Engineering & Technology for WomenNo ratings yet
- A Review On Mechanical Property of Sisal Glass Fiber - 2017 - Materials TodayDocument11 pagesA Review On Mechanical Property of Sisal Glass Fiber - 2017 - Materials TodayClaudia UngureanuNo ratings yet
- Effect of Fiber Length and Chemical Treatment On Wear Rate of The Natural Reinforced PolymerDocument7 pagesEffect of Fiber Length and Chemical Treatment On Wear Rate of The Natural Reinforced PolymerWafaa MahdiNo ratings yet
- EvaluationofTensileBehaviorofSeaShell JuteFabric PDFDocument7 pagesEvaluationofTensileBehaviorofSeaShell JuteFabric PDFPrince Ghosh EponNo ratings yet
- Experimental Investigations On Mechanical Properties of Jute Fiber Reinforced Composites With Polyester and Epoxy Resin MatricesDocument12 pagesExperimental Investigations On Mechanical Properties of Jute Fiber Reinforced Composites With Polyester and Epoxy Resin MatricesSayan RakshitNo ratings yet
- Mechanical Performance of Natural Fiber Epoxy Hybrid CompositesDocument5 pagesMechanical Performance of Natural Fiber Epoxy Hybrid CompositesParnia ZakikhaniNo ratings yet
- Composite Material ReportDocument22 pagesComposite Material ReportDevesh RajputNo ratings yet
- 16 Influence of Weave Pattern and Composite Thickness On MechanicalDocument13 pages16 Influence of Weave Pattern and Composite Thickness On MechanicalEngr Md. Nayemul IslamNo ratings yet
- Review of Natural Fiber CompositesDocument10 pagesReview of Natural Fiber CompositesArvind RNo ratings yet
- Review 1Document14 pagesReview 1karthikkolli420No ratings yet
- Prasad 2018 IOP Conf. Ser. Mater. Sci. Eng. 402 012103 PDFDocument7 pagesPrasad 2018 IOP Conf. Ser. Mater. Sci. Eng. 402 012103 PDFlekNo ratings yet
- Mechanical Characterization of NanocelluloseJute Fiber Based CompositesDocument4 pagesMechanical Characterization of NanocelluloseJute Fiber Based CompositesInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Natural Fibre CompositeDocument10 pagesNatural Fibre CompositeAdikaNo ratings yet
- Characterization of Properties of Epoxy Sisal / Glass Fiber Reinforced Hybrid CompositeDocument7 pagesCharacterization of Properties of Epoxy Sisal / Glass Fiber Reinforced Hybrid CompositeMr. K.S. Raghul Asst Prof MECHNo ratings yet
- Mechanical Properties Hybrid Fiber CompositesDocument6 pagesMechanical Properties Hybrid Fiber CompositesTeja shivraj DandeNo ratings yet
- Study On Durability of Natural Fibre Concrete Composites Using Mechanical Strength and Microstructural PropertiesDocument11 pagesStudy On Durability of Natural Fibre Concrete Composites Using Mechanical Strength and Microstructural PropertiessfsdffedsNo ratings yet
- Analysis of Mechanical Properties of Natural Fiber Composite BeamDocument6 pagesAnalysis of Mechanical Properties of Natural Fiber Composite BeamDj ShettyNo ratings yet
- Mechanical Characterisation of Rattan Fibre Polyester CompositeDocument9 pagesMechanical Characterisation of Rattan Fibre Polyester Compositesabenid984No ratings yet
- Comparative Evaluation On Properties of Hybrid Glass Fiber-Sisal/Jute Reinforced Epoxy CompositesDocument6 pagesComparative Evaluation On Properties of Hybrid Glass Fiber-Sisal/Jute Reinforced Epoxy CompositesUMA MAHESHNo ratings yet
- Composites Journal of Reinforced Plastics andDocument15 pagesComposites Journal of Reinforced Plastics andNoor Ur RehmanNo ratings yet
- Effect of Volume Fraction Variation of Wool Yarn and Resin Composite On The Strength of Tensile Test and Impact TestDocument7 pagesEffect of Volume Fraction Variation of Wool Yarn and Resin Composite On The Strength of Tensile Test and Impact TestInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Investigationon The Mechanical and Morphological Characteristics of Caryota Urens Spadix Fibre Reinforced With Polyester CompositesDocument10 pagesInvestigationon The Mechanical and Morphological Characteristics of Caryota Urens Spadix Fibre Reinforced With Polyester Compositesdharani kumarNo ratings yet
- Effect of Fiber Length On The Mechanical Properties of Coir and Wild Date Palm Reinforced Epoxy CompositesDocument5 pagesEffect of Fiber Length On The Mechanical Properties of Coir and Wild Date Palm Reinforced Epoxy CompositesIJSTENo ratings yet
- Manufacturing and Mechanical Properties Testing of Hybrid Natural Fibre Reinforced Polymer CompositesDocument9 pagesManufacturing and Mechanical Properties Testing of Hybrid Natural Fibre Reinforced Polymer CompositesIJRASETPublicationsNo ratings yet
- Effect of Water Absorption On Mech Props of Hybrid Interwoven Cellulosic Fibre Reinforced Epoxy CompositesDocument32 pagesEffect of Water Absorption On Mech Props of Hybrid Interwoven Cellulosic Fibre Reinforced Epoxy Compositessanchana velalaganNo ratings yet
- ISSN 2277 - 7164 Original Article: Advances in Polymer Science and Technology: An International JournalDocument7 pagesISSN 2277 - 7164 Original Article: Advances in Polymer Science and Technology: An International JournalNarasimha Murthy InampudiNo ratings yet
- R BhoopatiDocument10 pagesR BhoopatiAnkit JaglanNo ratings yet
- 15470-Article Text-69299-2-10-2022060Document6 pages15470-Article Text-69299-2-10-2022060Om FaNo ratings yet
- Report On Bio Composites2Document18 pagesReport On Bio Composites2Shubham GunnalNo ratings yet
- 105-Article Text-669-3-10-20190901Document10 pages105-Article Text-669-3-10-20190901Naga KiranNo ratings yet
- Ijmet 08 01 001 PDFDocument14 pagesIjmet 08 01 001 PDFIAEME PublicationNo ratings yet
- A Study On Effect of Variation of Thickness On Tensile Properties of Hybrid Polymer Composites (Glassfibre-Carbonfibre-Graphite) and GFRP CompositesDocument10 pagesA Study On Effect of Variation of Thickness On Tensile Properties of Hybrid Polymer Composites (Glassfibre-Carbonfibre-Graphite) and GFRP CompositesfullaNo ratings yet
- Comparison of Jute Fiber Over Glass FibeDocument5 pagesComparison of Jute Fiber Over Glass FibeBobby LupangoNo ratings yet
- 2015 A Study On Strength Properties of Hybrid Fiber Reinforced PDFDocument5 pages2015 A Study On Strength Properties of Hybrid Fiber Reinforced PDFSrikanth KonikiNo ratings yet
- Bamboo+Alumina CompositeDocument5 pagesBamboo+Alumina CompositeAmmineni Syam PrasadNo ratings yet
- Nihms 509305Document17 pagesNihms 509305WardahNo ratings yet
- Electrochemistry EquilibriaDocument39 pagesElectrochemistry EquilibriaWardahNo ratings yet
- %sintax Penginputan Gambar: 'Wardah - JPG' 'Min (X (:) ) 'Document1 page%sintax Penginputan Gambar: 'Wardah - JPG' 'Min (X (:) ) 'WardahNo ratings yet
- Chemical Kinetics Rate Laws & Reaction MechanismsDocument25 pagesChemical Kinetics Rate Laws & Reaction MechanismsWardahNo ratings yet
- 13 Penguat TransistorDocument81 pages13 Penguat TransistorWardahNo ratings yet
- Gen Chem 3Document15 pagesGen Chem 3Marco SarmientoNo ratings yet
- Properties of Carbon Monoxide, Silicon Dioxide and CarbondioxideDocument1 pageProperties of Carbon Monoxide, Silicon Dioxide and CarbondioxidePuppika DogNo ratings yet
- Vegetable Oils Grading and Marking RulesDocument34 pagesVegetable Oils Grading and Marking RulesRasheed BlackNo ratings yet
- Chemolube H - Product DescriptionDocument6 pagesChemolube H - Product DescriptionJulio VargasNo ratings yet
- Hydrocracking PDFDocument89 pagesHydrocracking PDFAkarsha Srivastava100% (12)
- Mp4f01 Ceramics 1 Khor 2011Document40 pagesMp4f01 Ceramics 1 Khor 2011Vincent KohNo ratings yet
- 21.coordination Compound, D & F Block Transition ElementsDocument21 pages21.coordination Compound, D & F Block Transition ElementsQwerty100% (1)
- Experiment 3 KineticsDocument20 pagesExperiment 3 KineticsNItha100% (1)
- Precipitation Presentation FinalDocument44 pagesPrecipitation Presentation FinalJunior J DliwayoNo ratings yet
- 2015 - Kem Pecutan Kimia SBP - T5Document24 pages2015 - Kem Pecutan Kimia SBP - T5Mohd HaidilNo ratings yet
- Patentes de Tintas para MarcadoresDocument80 pagesPatentes de Tintas para MarcadoresorlofNo ratings yet
- 06chapters13 15Document19 pages06chapters13 15Achmad Arifudin HidayatullohNo ratings yet
- Specification For: Anodic Oxide Coatings On Wrought Aluminium For External Architectural ApplicationsDocument19 pagesSpecification For: Anodic Oxide Coatings On Wrought Aluminium For External Architectural ApplicationschandimadissanayakaNo ratings yet
- Model Answer Key For Grade 11Document5 pagesModel Answer Key For Grade 11Rohit Sur100% (1)
- EHS 1001 Compliance FormsDocument18 pagesEHS 1001 Compliance FormsAndre Santos SantosNo ratings yet
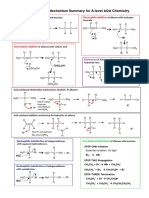
- Aqa Mechanisms A Level SummaryDocument5 pagesAqa Mechanisms A Level SummaryRS JNo ratings yet
- R A e R A K X X R: InstructionsDocument2 pagesR A e R A K X X R: InstructionsAdrian NavarraNo ratings yet
- Balinit Tisaflex Machining Difficult-To-Cut Materials at The Highest LevelDocument4 pagesBalinit Tisaflex Machining Difficult-To-Cut Materials at The Highest Levelnhirpara1No ratings yet
- US5490887 Water Gel ExplosiveDocument5 pagesUS5490887 Water Gel Explosiveteleson eliasNo ratings yet
- Understanding Internal Defects in Mo Fabricated by Wire Arc Additive Manufacturing Through 3D Computed TomographyDocument10 pagesUnderstanding Internal Defects in Mo Fabricated by Wire Arc Additive Manufacturing Through 3D Computed TomographySaketh BachuNo ratings yet
- Evaluation of In-Vitro Antioxidant Potential On Ethanolic Extract of Root of Smilax ChinaDocument6 pagesEvaluation of In-Vitro Antioxidant Potential On Ethanolic Extract of Root of Smilax ChinaRAPPORTS DE PHARMACIE100% (1)
- Stability of Food Emulsions (2) : David Julian McclementsDocument37 pagesStability of Food Emulsions (2) : David Julian McclementsscribdGMMEGANo ratings yet
- 2011 Prep Problems With Solutions 110215Document115 pages2011 Prep Problems With Solutions 110215RSLNo ratings yet
- US4450090Document6 pagesUS4450090Abdulrahman HamdanNo ratings yet
- SCH3U0 Stoichiometry LabDocument12 pagesSCH3U0 Stoichiometry Lab732185No ratings yet
- Experiment No. 3 Elements, Compounds, MixturesDocument4 pagesExperiment No. 3 Elements, Compounds, MixturesHans Bugarin100% (1)
- 1Document3 pages1Febriani RintaNo ratings yet
- Zinc in PlanteDocument4 pagesZinc in PlanteDaniela MarinescuNo ratings yet
- PAH Degradation PathwaysDocument339 pagesPAH Degradation PathwaysNoor Ul NaeemNo ratings yet
- Capitolo 15Document20 pagesCapitolo 15Juan Pablo CorreaNo ratings yet
- Functional Safety from Scratch: A Practical Guide to Process Industry ApplicationsFrom EverandFunctional Safety from Scratch: A Practical Guide to Process Industry ApplicationsNo ratings yet
- Piping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationFrom EverandPiping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationRating: 4 out of 5 stars4/5 (18)
- To Engineer Is Human: The Role of Failure in Successful DesignFrom EverandTo Engineer Is Human: The Role of Failure in Successful DesignRating: 4 out of 5 stars4/5 (137)
- Nuclear Energy in the 21st Century: World Nuclear University PressFrom EverandNuclear Energy in the 21st Century: World Nuclear University PressRating: 4.5 out of 5 stars4.5/5 (3)
- An Introduction to the Periodic Table of Elements : Chemistry Textbook Grade 8 | Children's Chemistry BooksFrom EverandAn Introduction to the Periodic Table of Elements : Chemistry Textbook Grade 8 | Children's Chemistry BooksRating: 5 out of 5 stars5/5 (1)
- An Applied Guide to Water and Effluent Treatment Plant DesignFrom EverandAn Applied Guide to Water and Effluent Treatment Plant DesignRating: 5 out of 5 stars5/5 (4)
- Advanced Modelling Techniques in Structural DesignFrom EverandAdvanced Modelling Techniques in Structural DesignRating: 5 out of 5 stars5/5 (3)
- Trevor Kletz Compendium: His Process Safety Wisdom Updated for a New GenerationFrom EverandTrevor Kletz Compendium: His Process Safety Wisdom Updated for a New GenerationNo ratings yet
- Process Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentFrom EverandProcess Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentNo ratings yet
- Guidelines for Chemical Process Quantitative Risk AnalysisFrom EverandGuidelines for Chemical Process Quantitative Risk AnalysisRating: 5 out of 5 stars5/5 (1)
- Structural Steel Design to Eurocode 3 and AISC SpecificationsFrom EverandStructural Steel Design to Eurocode 3 and AISC SpecificationsNo ratings yet
- Guidelines for Engineering Design for Process SafetyFrom EverandGuidelines for Engineering Design for Process SafetyNo ratings yet
- Guidelines for Siting and Layout of FacilitiesFrom EverandGuidelines for Siting and Layout of FacilitiesNo ratings yet
- Guidelines for Enabling Conditions and Conditional Modifiers in Layer of Protection AnalysisFrom EverandGuidelines for Enabling Conditions and Conditional Modifiers in Layer of Protection AnalysisNo ratings yet
- Pocket Guide to Flanges, Fittings, and Piping DataFrom EverandPocket Guide to Flanges, Fittings, and Piping DataRating: 3.5 out of 5 stars3.5/5 (22)
- Well Control for Completions and InterventionsFrom EverandWell Control for Completions and InterventionsRating: 4 out of 5 stars4/5 (10)
- Robotics: Designing the Mechanisms for Automated MachineryFrom EverandRobotics: Designing the Mechanisms for Automated MachineryRating: 4.5 out of 5 stars4.5/5 (8)
- Guidelines for the Management of Change for Process SafetyFrom EverandGuidelines for the Management of Change for Process SafetyNo ratings yet
- Guidelines for Vapor Cloud Explosion, Pressure Vessel Burst, BLEVE, and Flash Fire HazardsFrom EverandGuidelines for Vapor Cloud Explosion, Pressure Vessel Burst, BLEVE, and Flash Fire HazardsNo ratings yet
- Bow Ties in Risk Management: A Concept Book for Process SafetyFrom EverandBow Ties in Risk Management: A Concept Book for Process SafetyNo ratings yet