You might also like
- Disclosure To Promote The Right To InformationDocument34 pagesDisclosure To Promote The Right To InformationVasu RajaNo ratings yet
- Elimination of Pinhole Porosity by Using Fe SeDocument5 pagesElimination of Pinhole Porosity by Using Fe SeVasu RajaNo ratings yet
- Astm A 106 - A 106M-06Document8 pagesAstm A 106 - A 106M-06Ramsi AnkziNo ratings yet
- US4089837Document6 pagesUS4089837Vasu RajaNo ratings yet
- Process Parameter Optimization of CO2 MouldingDocument4 pagesProcess Parameter Optimization of CO2 MouldingVasu RajaNo ratings yet
- Er70s 6Document2 pagesEr70s 6Carlos PadillaNo ratings yet
- Increasing of Reclamination Sand Compression StrengthDocument6 pagesIncreasing of Reclamination Sand Compression StrengthVasu RajaNo ratings yet
- Defects, Root Causes in Casting Process and Their Remedies: ReviewDocument8 pagesDefects, Root Causes in Casting Process and Their Remedies: ReviewkoushikraoNo ratings yet
- United States Patent: (45) June 6, 1972Document4 pagesUnited States Patent: (45) June 6, 1972Vasu RajaNo ratings yet
- Shell Molding Process Guide - The Eagle GroupDocument27 pagesShell Molding Process Guide - The Eagle GroupVasu RajaNo ratings yet
- Weldingguide ENGDocument518 pagesWeldingguide ENGBoris Kozjan0% (1)
- ACCAB - Corporate BrochureDocument12 pagesACCAB - Corporate BrochureVasu RajaNo ratings yet
- Nabl 191Document87 pagesNabl 191Vasu RajaNo ratings yet
- ISO IEC 17025 2017 Transition TemplateDocument8 pagesISO IEC 17025 2017 Transition TemplateVasu RajaNo ratings yet
- Is 1917.1.1991Document8 pagesIs 1917.1.1991gurushankarNo ratings yet
- Nabl 100Document51 pagesNabl 100Vasu RajaNo ratings yet
- Phosphorous Control in Induction Furnace Steel Melting Using LD Slag IJERTV5IS060791 PDFDocument6 pagesPhosphorous Control in Induction Furnace Steel Melting Using LD Slag IJERTV5IS060791 PDFVasu RajaNo ratings yet
- Turning Carbon Dioxide Into FuelDocument22 pagesTurning Carbon Dioxide Into FuelVasu RajaNo ratings yet
- Creehan RD 1984 PHD ThesisDocument211 pagesCreehan RD 1984 PHD ThesisVasu RajaNo ratings yet
- Disclosure To Promote The Right To Information: IS 1811 (1984) : Methods of Sampling Foundry Sands (MTD 14: Foundry)Document17 pagesDisclosure To Promote The Right To Information: IS 1811 (1984) : Methods of Sampling Foundry Sands (MTD 14: Foundry)Vasu RajaNo ratings yet
- Practice ASTM E691Document22 pagesPractice ASTM E691Les Nataly Hernando JaqueNo ratings yet
- Astm A-29Document16 pagesAstm A-29Jivi' Gernot DunckelNo ratings yet
- TensileDocument7 pagesTensiledayglisNo ratings yet
- Risk ManagementDocument19 pagesRisk ManagementChitu IulianNo ratings yet
- ISO31000yNS AustralianaDocument61 pagesISO31000yNS AustralianaMarco Antonio GuillenNo ratings yet
- Risk Assessment in Analytical LaboratoriesDocument7 pagesRisk Assessment in Analytical LaboratoriesVasu RajaNo ratings yet
- Material Specification Sheet Saarstahl - C45: 1.0503 BS: Afnor: Sae: Material Group: Chemical Composition: ApplicationDocument2 pagesMaterial Specification Sheet Saarstahl - C45: 1.0503 BS: Afnor: Sae: Material Group: Chemical Composition: Applicationshankarjb100% (1)
- Nabl 216Document17 pagesNabl 216Bhupendra KarandikarNo ratings yet
- Failure Modesand Effects AnalysisDocument3 pagesFailure Modesand Effects AnalysisVasu RajaNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5782)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Final Mini-Project Automobile Turn Lights Control Class: EE/CS 120A Lab Section: 026 TA: Eric MlinarDocument19 pagesFinal Mini-Project Automobile Turn Lights Control Class: EE/CS 120A Lab Section: 026 TA: Eric MlinarbatoolNo ratings yet
- Laporan Pemeriksaan Harian Panel LVMDPDocument4 pagesLaporan Pemeriksaan Harian Panel LVMDPUmayeva ChildstarsNo ratings yet
- Date Narration Chq./Ref - No. Value DT Withdrawal Amt. Deposit Amt. Closing BalanceDocument3 pagesDate Narration Chq./Ref - No. Value DT Withdrawal Amt. Deposit Amt. Closing BalancefinanceNo ratings yet
- Minerval A12 - EN-en-18491-1Document2 pagesMinerval A12 - EN-en-18491-1sr2011glassNo ratings yet
- ProxywithintenetDocument11 pagesProxywithintenetManu ChintuNo ratings yet
- S257a (s40) Requirement To Provide BiometricsDocument4 pagesS257a (s40) Requirement To Provide BiometricsUng PraseuNo ratings yet
- Revised Authorization Concept For SAP Readiness CheckDocument1 pageRevised Authorization Concept For SAP Readiness CheckOwlie AquilaNo ratings yet
- DelaCruzClarisse FlowchartDocument5 pagesDelaCruzClarisse FlowchartPrincess Shynne MercadoNo ratings yet
- Candy CDPN 4d620pwDocument171 pagesCandy CDPN 4d620pwdobrica ilicNo ratings yet
- Part Change Information List: Date: February 29, 2012Document14 pagesPart Change Information List: Date: February 29, 2012ctecisbNo ratings yet
- Variable displacement piston pump technical detailsDocument9 pagesVariable displacement piston pump technical detailsPedro LandazuriNo ratings yet
- Course - FortiGate Essentials 6.2Document4 pagesCourse - FortiGate Essentials 6.2pyxpdrlviqddcbyijuNo ratings yet
- Service Manual Chassis TPM19.1E LA MTK5599 PhilipsDocument94 pagesService Manual Chassis TPM19.1E LA MTK5599 Philipsiceman2k7777100% (1)
- E2309 137950-1Document8 pagesE2309 137950-1Sarvesh MishraNo ratings yet
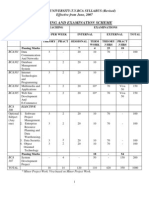
- Gujarat University-T.y.bca SyllabusDocument19 pagesGujarat University-T.y.bca SyllabusSouvik BasuNo ratings yet
- Osp Mans Edu Eg Deepfoundation Ch6 HTMDocument45 pagesOsp Mans Edu Eg Deepfoundation Ch6 HTMTefera TemesgenNo ratings yet
- Fifth Industrial RevolutionDocument17 pagesFifth Industrial RevolutionMuhammad IlhamNo ratings yet
- Computer History HandoutDocument3 pagesComputer History HandoutMary Jane Climaco GamoseNo ratings yet
- Royal CleanDocument9 pagesRoyal CleanCHARAK RAYNo ratings yet
- 766 Alignment Chart - BeckmanDocument5 pages766 Alignment Chart - Beckmanapi-614547772No ratings yet
- Q4W6 Mapeh DLLDocument8 pagesQ4W6 Mapeh DLLcherlyn fabianNo ratings yet
- Design and Fabrication of Power Generation Shock AbsorberDocument1 pageDesign and Fabrication of Power Generation Shock AbsorberVijay GanapathyNo ratings yet
- Compte Rendu TP N°1: MicrocontroleurDocument7 pagesCompte Rendu TP N°1: MicrocontroleuraliNo ratings yet
- Python Programming Model Question PaperDocument3 pagesPython Programming Model Question PaperRakesh tirupathiNo ratings yet
- Narrative Essay "Regrets"Document1 pageNarrative Essay "Regrets"Justt MeeNo ratings yet
- How To Get Free Scampage Letter For SpammingDocument63 pagesHow To Get Free Scampage Letter For SpammingMicheal Newton100% (1)
- Market-Pull' and Technology-Push': New Technology Is Now Available For Manufacturing orDocument2 pagesMarket-Pull' and Technology-Push': New Technology Is Now Available For Manufacturing orVikash BOODHOONo ratings yet
- HrvatskiDocument22 pagesHrvatskiFilateliaPortugalNo ratings yet
- 20W40 MSDSDocument2 pages20W40 MSDSAbhinav SrivastavaNo ratings yet
- Urban Systems (Smailes, 1971)Document15 pagesUrban Systems (Smailes, 1971)reslazaroNo ratings yet