You might also like
- Gauge May Be Configured Vert. or Horz. by Position of Blank PlugDocument1 pageGauge May Be Configured Vert. or Horz. by Position of Blank PlugtxagusNo ratings yet
- Norsok: Instrument Stand 316 SST 50mm NB Pipe StandDocument1 pageNorsok: Instrument Stand 316 SST 50mm NB Pipe StandtxagusNo ratings yet
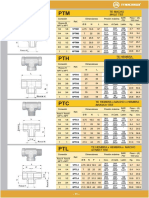
- Figuras PTM-PTH-PTC-PTLDocument1 pageFiguras PTM-PTH-PTC-PTLtxagusNo ratings yet
- Norsok: Product ListDocument1 pageNorsok: Product ListtxagusNo ratings yet
- Norsok: Instr. PipingDocument1 pageNorsok: Instr. PipingtxagusNo ratings yet
- I 001 104Document1 pageI 001 104txagusNo ratings yet
- Norsok: Diaphragm SealDocument1 pageNorsok: Diaphragm SealtxagusNo ratings yet
- Norsok: Instrument Stand 316 SST 50mm NB Pipe StandDocument1 pageNorsok: Instrument Stand 316 SST 50mm NB Pipe StandtxagusNo ratings yet
- Norsok: by PipingDocument1 pageNorsok: by PipingtxagusNo ratings yet
- 1/2" NPT OR 1/4" NPT Note 2: NorsokDocument1 page1/2" NPT OR 1/4" NPT Note 2: NorsoktxagusNo ratings yet
- Norsok: Product ListDocument1 pageNorsok: Product ListtxagusNo ratings yet
- Norsok I-001-105Document1 pageNorsok I-001-105txagusNo ratings yet
- Junction Box Product ListDocument1 pageJunction Box Product ListtxagusNo ratings yet
- I 001 104Document1 pageI 001 104txagusNo ratings yet
- Field Equipment Field Junction Box Panel: NorsokDocument1 pageField Equipment Field Junction Box Panel: NorsoktxagusNo ratings yet
- Norsok: NotesDocument1 pageNorsok: NotestxagusNo ratings yet
- 1.10 K Controls e Training - Pneumatic Actuator Equipment Interfaces PDFDocument6 pages1.10 K Controls e Training - Pneumatic Actuator Equipment Interfaces PDFtxagusNo ratings yet
- Junction Box Product ListDocument1 pageJunction Box Product ListtxagusNo ratings yet
- 1.10 K Controls e Training - Pneumatic Actuator Equipment Interfaces PDFDocument6 pages1.10 K Controls e Training - Pneumatic Actuator Equipment Interfaces PDFtxagusNo ratings yet
- Actuators Selection Procedures (Bettis)Document4 pagesActuators Selection Procedures (Bettis)txagusNo ratings yet
- Space Heating Handbook (Reznor)Document76 pagesSpace Heating Handbook (Reznor)txagusNo ratings yet
- Installation & Grounding of MagmetersDocument8 pagesInstallation & Grounding of MagmeterstxagusNo ratings yet
- RTD, Life CostsDocument4 pagesRTD, Life CoststxagusNo ratings yet
- Centrifugal PumpDocument12 pagesCentrifugal PumpPrashant DhakateNo ratings yet
- Norsok M CR 501r1Document19 pagesNorsok M CR 501r1Peter AllisonNo ratings yet
- Noise Control Manual (Masoneilan) PDFDocument24 pagesNoise Control Manual (Masoneilan) PDFtxagusNo ratings yet
- 17 Sil EvlauationDocument14 pages17 Sil EvlauationtxagusNo ratings yet
- Standards & Certification For Hazardous Area Instrumentation (2015)Document6 pagesStandards & Certification For Hazardous Area Instrumentation (2015)txagusNo ratings yet
- NFPA 87 RP For Fluid Heaters (Presentation) PDFDocument56 pagesNFPA 87 RP For Fluid Heaters (Presentation) PDFtxagus100% (2)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Hydraulics Engineering Course OverviewDocument35 pagesHydraulics Engineering Course Overviewahmad akramNo ratings yet
- The Service Marketing Plan On " Expert Personalized Chef": Presented byDocument27 pagesThe Service Marketing Plan On " Expert Personalized Chef": Presented byA.S. ShuvoNo ratings yet
- Ecc Part 2Document25 pagesEcc Part 2Shivansh PundirNo ratings yet
- Computer Networks Transmission Media: Dr. Mohammad AdlyDocument14 pagesComputer Networks Transmission Media: Dr. Mohammad AdlyRichthofen Flies Bf109No ratings yet
- Mil STD 2154Document44 pagesMil STD 2154Muh SubhanNo ratings yet
- Weone ProfileDocument10 pagesWeone ProfileOmair FarooqNo ratings yet
- Listening Exercise 1Document1 pageListening Exercise 1Ma. Luiggie Teresita PerezNo ratings yet
- EIRA v0.8.1 Beta OverviewDocument33 pagesEIRA v0.8.1 Beta OverviewAlexQuiñonesNietoNo ratings yet
- Employee Confidentiality and Non-Disclosure AgreementDocument5 pagesEmployee Confidentiality and Non-Disclosure AgreementshamoojeeNo ratings yet
- Endangered EcosystemDocument11 pagesEndangered EcosystemNur SyahirahNo ratings yet
- Basic Features of The Microcredit Regulatory Authority Act, 2006Document10 pagesBasic Features of The Microcredit Regulatory Authority Act, 2006Asif Hasan DhimanNo ratings yet
- I Will Be Here TABSDocument7 pagesI Will Be Here TABSEric JaoNo ratings yet
- Essential Rendering BookDocument314 pagesEssential Rendering BookHelton OliveiraNo ratings yet
- Audio - Questions: Safety Equipment Reliability Handbook (SERH) 4th EditionDocument29 pagesAudio - Questions: Safety Equipment Reliability Handbook (SERH) 4th EditionLuc SchramNo ratings yet
- Ofper 1 Application For Seagoing AppointmentDocument4 pagesOfper 1 Application For Seagoing AppointmentNarayana ReddyNo ratings yet
- GP Rating GSK Exit ExamDocument108 pagesGP Rating GSK Exit ExamMicle VM100% (4)
- Kate Elizabeth Bokan-Smith ThesisDocument262 pagesKate Elizabeth Bokan-Smith ThesisOlyaGumenNo ratings yet
- Final Year Project (Product Recommendation)Document33 pagesFinal Year Project (Product Recommendation)Anurag ChakrabortyNo ratings yet
- 2021 JHS INSET Template For Modular/Online Learning: Curriculum MapDocument15 pages2021 JHS INSET Template For Modular/Online Learning: Curriculum MapDremie WorksNo ratings yet
- Consensus Building e Progettazione Partecipata - Marianella SclaviDocument7 pagesConsensus Building e Progettazione Partecipata - Marianella SclaviWilma MassuccoNo ratings yet
- A Princess of Mars Part 3Document4 pagesA Princess of Mars Part 3Sheila Inca100% (1)
- Training Customer CareDocument6 pagesTraining Customer Careyahya sabilNo ratings yet
- CTR Ball JointDocument19 pagesCTR Ball JointTan JaiNo ratings yet
- Induction ClassesDocument20 pagesInduction ClassesMichelle MarconiNo ratings yet
- Week 15 - Rams vs. VikingsDocument175 pagesWeek 15 - Rams vs. VikingsJMOTTUTNNo ratings yet
- Bula Defense M14 Operator's ManualDocument32 pagesBula Defense M14 Operator's ManualmeNo ratings yet
- CENG 5503 Intro to Steel & Timber StructuresDocument37 pagesCENG 5503 Intro to Steel & Timber StructuresBern Moses DuachNo ratings yet
- Mounting InstructionDocument1 pageMounting InstructionAkshay GargNo ratings yet
- Philippine Population 2009Document6 pagesPhilippine Population 2009mahyoolNo ratings yet
- Day 4 Quiz - Attempt ReviewDocument8 pagesDay 4 Quiz - Attempt ReviewĐỗ Đức AnhNo ratings yet