You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- ISO-9001-2015-quality Manual-Template-Sample PDFDocument11 pagesISO-9001-2015-quality Manual-Template-Sample PDFDayledaniel Sorveto100% (2)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Shell DEP ListDocument25 pagesShell DEP ListKaustabha Das50% (4)
- Process Design of Cooling Towers PDFDocument36 pagesProcess Design of Cooling Towers PDFFELIPE DURANNo ratings yet
- Ritas Process Chart Game CardsDocument7 pagesRitas Process Chart Game Cards04ParthPurandareNo ratings yet
- SIEM For BeginnersDocument18 pagesSIEM For BeginnersАлексей ЦибиногинNo ratings yet
- Saes G 005 PDFDocument35 pagesSaes G 005 PDFjuliusNo ratings yet
- Blind Calculation: This Calculation Is According To EN 13480Document2 pagesBlind Calculation: This Calculation Is According To EN 13480kbc404No ratings yet
- Valve Seat Material GuideDocument1 pageValve Seat Material GuideAndresNo ratings yet
- UTK Elevator Design CriteriaDocument60 pagesUTK Elevator Design Criteriamishraengg100% (1)
- Activa I User ManualDocument75 pagesActiva I User ManualSandy Sury100% (2)
- Iso 21809-2Document1 pageIso 21809-2Anonymous n4bJbeLAq100% (1)
- Tabla de Equivalencias PDFDocument6 pagesTabla de Equivalencias PDFJavier Ricardo Romero BohorquezNo ratings yet
- Tabla de Equivalencias PDFDocument6 pagesTabla de Equivalencias PDFJavier Ricardo Romero BohorquezNo ratings yet
- E92 Complete VehicleDocument41 pagesE92 Complete VehicleVASEKNo ratings yet
- R5888C Quadramho A4RBDocument336 pagesR5888C Quadramho A4RBdbeard811100% (1)
- Vibration Damper For Piping - GERB - PDF Catalogs - Technical Documentation - BrochureDocument7 pagesVibration Damper For Piping - GERB - PDF Catalogs - Technical Documentation - Brochurekbc404No ratings yet
- Math Worksheet MultiplicationDocument4 pagesMath Worksheet Multiplicationkbc404No ratings yet
- Use Your ADCB Credit or Debit Card With Your Mobile Wallet and Earn Bonus Rewards (The "Offer")Document3 pagesUse Your ADCB Credit or Debit Card With Your Mobile Wallet and Earn Bonus Rewards (The "Offer")kbc404No ratings yet
- Grade 1 Spell Bee Words for Jan 2020 CompetitionDocument1 pageGrade 1 Spell Bee Words for Jan 2020 Competitionkbc404No ratings yet
- DETAILS OF LEAD BANKS IN MAHARASHTRADocument1 pageDETAILS OF LEAD BANKS IN MAHARASHTRAkbc404No ratings yet
- Garde - 1 Spell Bee WordsDocument1 pageGarde - 1 Spell Bee Wordskbc404No ratings yet
- Dunes International School AaaaaaacmkmklcklDocument2 pagesDunes International School Aaaaaaacmkmklcklkbc404No ratings yet
- Nisargopachar Kendra - 2016-17Document68 pagesNisargopachar Kendra - 2016-17kbc404No ratings yet
- Instructions-MaRRs Intl Spelling Bee-19-20Document1 pageInstructions-MaRRs Intl Spelling Bee-19-20kbc404No ratings yet
- Ti Orifice deDocument46 pagesTi Orifice dekbc404No ratings yet
- Nonferrous PDFDocument1 pageNonferrous PDFkbc404No ratings yet
- Dunes International SchoolDocument5 pagesDunes International Schoolkbc404No ratings yet
- Zygology Anodic Index - Galvanic CorossionDocument3 pagesZygology Anodic Index - Galvanic Corossionkbc404No ratings yet
- American Fastener TablesDocument7 pagesAmerican Fastener TablesAhmed BdairNo ratings yet
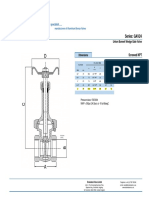
- GAV24v Rev02Document1 pageGAV24v Rev02kbc404No ratings yet
- Current Offers TncsDocument3 pagesCurrent Offers Tncskbc404No ratings yet
- MANAURITE XM Material PDFDocument8 pagesMANAURITE XM Material PDFkbc404No ratings yet
- Galvanic Corrossion & The Prevention.Document27 pagesGalvanic Corrossion & The Prevention.Jayakrishnan RadhakrishnanNo ratings yet
- Av-Tek DEX Double EccentricDocument12 pagesAv-Tek DEX Double Eccentrickbc404No ratings yet
- S, I A M P: Gate Valve "O.S." & "Y"Document6 pagesS, I A M P: Gate Valve "O.S." & "Y"Hafiz Ali AlviNo ratings yet
- Resilient Seated Wedge Gate Valve Data SheetDocument2 pagesResilient Seated Wedge Gate Valve Data Sheetkbc404100% (1)
- Manual Book Casio QW 3198Document5 pagesManual Book Casio QW 3198Dondy Agung PramonoNo ratings yet
- Ferralium LeafletDocument21 pagesFerralium LeafletChristian Contreras ArdilesNo ratings yet
- i-MX RT1060 EVK SchematicDocument17 pagesi-MX RT1060 EVK SchematicsyntroniksNo ratings yet
- Provides multi-layer performance monitoring and enhanced maintenance for multi-operator networksDocument5 pagesProvides multi-layer performance monitoring and enhanced maintenance for multi-operator networksAjay BarwalNo ratings yet
- Saso 2663 - 2017Document23 pagesSaso 2663 - 2017pant.vk8514No ratings yet
- MSS Pooling ActivationDocument4 pagesMSS Pooling ActivationKumaraguru SathiyaseelanNo ratings yet
- Scoop EJC 417Document10 pagesScoop EJC 417kelvisbaNo ratings yet
- Clinical Pathways For Malaysia & MongoliaDocument18 pagesClinical Pathways For Malaysia & MongoliaIndonesian Clinical Pathways Association100% (1)
- Zebra Bi Business Chart WhitepaperDocument18 pagesZebra Bi Business Chart WhitepaperVuong Luu0% (1)
- Overhead ConveyorsDocument9 pagesOverhead ConveyorsFederico MejiaNo ratings yet
- Proporation & RatioDocument16 pagesProporation & RatioPranav KunteNo ratings yet
- Kirk Key Systems PDFDocument6 pagesKirk Key Systems PDFGlenys MuñozNo ratings yet
- E19t5w 19 LCD MonitorDocument56 pagesE19t5w 19 LCD MonitorJames BrianNo ratings yet
- UT60G Multimetro ManualDocument42 pagesUT60G Multimetro ManualmtorresptNo ratings yet
- Cyberoam Next-Gen Security for EnterprisesDocument7 pagesCyberoam Next-Gen Security for EnterprisesksibinpaulNo ratings yet
- Saudi Aramco UPS Inspection PlanDocument30 pagesSaudi Aramco UPS Inspection PlanVISAKHNo ratings yet
- Service BulletinDocument5 pagesService Bulletinohromeo100% (1)
- Chapter 8 LAN Technologies and Network TopologyDocument9 pagesChapter 8 LAN Technologies and Network TopologyDhitya PujaramaNo ratings yet
- Eclipse and Cisco Media Awareness ConfigurationDocument6 pagesEclipse and Cisco Media Awareness ConfigurationTestNo ratings yet
- Ultrasonic Neb U Luz at orDocument4 pagesUltrasonic Neb U Luz at ortimur_okNo ratings yet
- Unix 1Document50 pagesUnix 1Kunchi PraveenaNo ratings yet
- STC1000C 100-Ton Truck CraneDocument31 pagesSTC1000C 100-Ton Truck CraneOvan Indra Abdi PamungkasNo ratings yet
- Dược phẩm vậng yếuDocument112 pagesDược phẩm vậng yếuMèo Tam ThểNo ratings yet