You might also like
- IncendioDocument91 pagesIncendioanonimoNo ratings yet
- Integrales 1Document2 pagesIntegrales 1anonimoNo ratings yet
- 202012211304Document3 pages202012211304anonimoNo ratings yet
- PDFDocument3 pagesPDFanonimoNo ratings yet
- Programas de Capacitación 2015Document8 pagesProgramas de Capacitación 2015anonimoNo ratings yet
- Instrucciones PDFDocument1 pageInstrucciones PDFJulio GastelumNo ratings yet
- Investigacion Accidentes PDFDocument63 pagesInvestigacion Accidentes PDFHiram RomeroNo ratings yet
- Bsicodeseguridadindustrial 170607182814Document37 pagesBsicodeseguridadindustrial 170607182814pwpwNo ratings yet
- Equipo de Proteccion PersonalDocument21 pagesEquipo de Proteccion Personalimarlu0% (1)
- Reporte Bimensual 4mmmmDocument1 pageReporte Bimensual 4mmmmanonimoNo ratings yet
- Reporte RivasDocument12 pagesReporte RivasanonimoNo ratings yet
- PreludioDocument208 pagesPreludioAlberto Martinez BarrosNo ratings yet
- PalaEléctricaExcavaciónMineríaDocument20 pagesPalaEléctricaExcavaciónMineríagonzalojesus1100% (3)
- InstruccionesDocument5 pagesInstruccionesanonimoNo ratings yet
- Instrucciones PDFDocument1 pageInstrucciones PDFJulio GastelumNo ratings yet
- Easkdj Eneit ChiloDocument1 pageEaskdj Eneit ChiloanonimoNo ratings yet
- Bit ByteDocument16 pagesBit Byteanonimo100% (1)
- 4 IndicesDocument42 pages4 IndicesRichard Frank ChoqueNo ratings yet
- L50Document850 pagesL50Oscar Gomez Martinez60% (5)
- Formulario PDFDocument2 pagesFormulario PDFCelso Gayoso MinayaNo ratings yet
- Todo Lo Que Debes Saber Si Viajas A Nueva ZelandaDocument17 pagesTodo Lo Que Debes Saber Si Viajas A Nueva ZelandaAlejandro Cortez ZikerNo ratings yet
- Manual Sistema Transmision Retroexcavadoras Serie M Case 2 PDFDocument34 pagesManual Sistema Transmision Retroexcavadoras Serie M Case 2 PDFMarcel Foshino Osorio PerezNo ratings yet
- Aprendiendo C Sharp (C#)Document272 pagesAprendiendo C Sharp (C#)Dewyn LirianoNo ratings yet
- Todo Lo Que Debes Saber Si Viajas A Nueva ZelandaDocument17 pagesTodo Lo Que Debes Saber Si Viajas A Nueva ZelandaAlejandro Cortez ZikerNo ratings yet
- Combustible PG 34Document124 pagesCombustible PG 34Daniel Fernandez BardalesNo ratings yet
- Arranque de CalderaDocument5 pagesArranque de Calderaanonimo100% (1)
- Najera IntroDocument2 pagesNajera IntroanonimoNo ratings yet
- Manual Sixen 500Document20 pagesManual Sixen 500Javier Andres Navia ZamoraNo ratings yet
- Instrucciones instalación y funcionamiento caldera Sirena FD eDocument36 pagesInstrucciones instalación y funcionamiento caldera Sirena FD eanonimoNo ratings yet
- Determinación Del Calor de Reacción de Una Reacción ÁcidoDocument6 pagesDeterminación Del Calor de Reacción de Una Reacción ÁcidoJuanMiguel Arratia ValderramaNo ratings yet
- Resuelto - (ACV-S02) Cuestionario de Laboratorio Calificado 1 - FISICOQUIMICA (8608)Document5 pagesResuelto - (ACV-S02) Cuestionario de Laboratorio Calificado 1 - FISICOQUIMICA (8608)cristianNo ratings yet
- Aldehidos 1111Document13 pagesAldehidos 1111Kathryn MuñozNo ratings yet
- Basura en La Ciudad de HcoDocument91 pagesBasura en La Ciudad de HcoVELIAROSALES0% (1)
- Práctica VII - Laboratorio Orgánica IDocument16 pagesPráctica VII - Laboratorio Orgánica Imax goldNo ratings yet
- Planta SiderurgicaDocument18 pagesPlanta SiderurgicaMiguel GuzmanNo ratings yet
- Presentacion Adhesivos TenacesDocument7 pagesPresentacion Adhesivos TenacesAndres LeonNo ratings yet
- Curvas HistereticasDocument12 pagesCurvas HistereticasVerónica Fernández SánchezNo ratings yet
- Normas y fabricantes de fajas transportadorasDocument1 pageNormas y fabricantes de fajas transportadorasKiara Camila Prado YanaNo ratings yet
- Análisis de Dureza Total Por Titulación Con EDTADocument5 pagesAnálisis de Dureza Total Por Titulación Con EDTAPedro Oscar VillaNo ratings yet
- 159) : Y:a, En: Nomt!'r,.Document34 pages159) : Y:a, En: Nomt!'r,.JULIAN SANTIAGO MURCIA RIVERANo ratings yet
- Diseño Mezclas para Placa HuellasDocument13 pagesDiseño Mezclas para Placa HuellasJulio C Daza TorresNo ratings yet
- @ F 12 Especificaciones Tecnicas Parque LloqllasqaDocument53 pages@ F 12 Especificaciones Tecnicas Parque LloqllasqaLyco Ceykhann Ramos100% (1)
- Capitulo 4. Clasificación de SuelosDocument9 pagesCapitulo 4. Clasificación de SuelosAlvaro Herrera DazaNo ratings yet
- Odi Por EspecialidadDocument8 pagesOdi Por Especialidadmaritza arias fuentes100% (1)
- Reconocimiento de ProteinasDocument9 pagesReconocimiento de ProteinasMONICA MICHELL AYALA TORRESNo ratings yet
- Experimento Termo IDocument20 pagesExperimento Termo ILubrication´s Room86% (36)
- Rubia Works 1000 15w40Document14 pagesRubia Works 1000 15w40Daniela Madariaga SalasNo ratings yet
- Propiedades químicas y físicas de los alcoholesDocument2 pagesPropiedades químicas y físicas de los alcoholesDayiisMonroy100% (10)
- Presupuesto Coliseo de GallosDocument36 pagesPresupuesto Coliseo de GallosPerlita LeónNo ratings yet
- Uniones QuímicasDocument7 pagesUniones QuímicasMiltonNo ratings yet
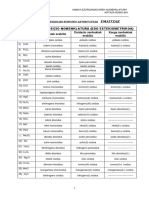
- Formula: EmaitzakDocument10 pagesFormula: EmaitzakAnaNo ratings yet
- InformeDocument3 pagesInformeMarianela BenavidesNo ratings yet
- Calculo de BuzonesDocument13 pagesCalculo de BuzonesErwin Hassan Ramos CobeñasNo ratings yet
- EXAMEN-RESISTENCIA-MATERIALESDocument4 pagesEXAMEN-RESISTENCIA-MATERIALESEYMI ARIANA BLAS PEDRAZANo ratings yet
- Catalogo Hormigon ImpresoDocument12 pagesCatalogo Hormigon Impresocarlos aponteNo ratings yet
- Transferencia de calor fundamentosDocument34 pagesTransferencia de calor fundamentosDosazelaNo ratings yet
- Inventario9 24 20Document19 pagesInventario9 24 20Erick Ramirez ChaconNo ratings yet
- Mapa Conceptual - Diagramas de EquilibrioDocument1 pageMapa Conceptual - Diagramas de EquilibrioKaren SierraNo ratings yet
- 5 Clase-Comercialización PDFDocument42 pages5 Clase-Comercialización PDFDiómedes Miguel Perez HuamaniNo ratings yet