You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Swimming Pool-BoQDocument8 pagesSwimming Pool-BoQSolomon Ahimbisibwe100% (1)
- Room Integrity Testing, Room Integrity Test, Enclosure Integrity Testing, Blower Door Test PDFDocument6 pagesRoom Integrity Testing, Room Integrity Test, Enclosure Integrity Testing, Blower Door Test PDFJomyJose100% (1)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- D2729Document5 pagesD2729Hernando Andrés Ramírez Gil100% (1)
- Aatcc 173-2015 PDFDocument4 pagesAatcc 173-2015 PDFHernando Andrés Ramírez GilNo ratings yet
- Aatcc 173-2015 PDFDocument4 pagesAatcc 173-2015 PDFHernando Andrés Ramírez GilNo ratings yet
- Aatcc 173-2015 PDFDocument4 pagesAatcc 173-2015 PDFHernando Andrés Ramírez GilNo ratings yet
- F2788 PDFDocument11 pagesF2788 PDFHernando Andrés Ramírez GilNo ratings yet
- F2788 PDFDocument11 pagesF2788 PDFHernando Andrés Ramírez GilNo ratings yet
- Astm D790-17Document12 pagesAstm D790-17Hernando Andrés Ramírez GilNo ratings yet
- Astm D2563-08Document24 pagesAstm D2563-08Dalton Jay Casila100% (1)
- Plate Heat Exchanger Pre-Commissioning ChecklistDocument1 pagePlate Heat Exchanger Pre-Commissioning ChecklistHoang Nam100% (1)
- F2787 PDFDocument26 pagesF2787 PDFHernando Andrés Ramírez Gil100% (1)
- Rate Analysis For Mortar of 1 cu.m (C/S =1:3Document6 pagesRate Analysis For Mortar of 1 cu.m (C/S =1:3azam1uNo ratings yet
- Masonry Heater Design Ideas PDFDocument37 pagesMasonry Heater Design Ideas PDFIon Daniel-EduardNo ratings yet
- Astm D1004Document4 pagesAstm D1004Hernando Andrés Ramírez Gil100% (1)
- En 14651 PDFDocument17 pagesEn 14651 PDFDaniel De Andrade Souza83% (6)
- En 12256Document10 pagesEn 12256Hernando Andrés Ramírez GilNo ratings yet
- Astm D2538 02Document6 pagesAstm D2538 02Hernando Andrés Ramírez Gil100% (1)
- Notched, Constant Ligament-Stress (NCLS) Test To Determine Slow-Crack-Growth Resistance of HDPE Resins or HDPE Corrugated PipeDocument5 pagesNotched, Constant Ligament-Stress (NCLS) Test To Determine Slow-Crack-Growth Resistance of HDPE Resins or HDPE Corrugated PipeHernando Andrés Ramírez GilNo ratings yet
- Excess Flow Valves For Natural Gas ServiceDocument5 pagesExcess Flow Valves For Natural Gas ServiceHernando Andrés Ramírez GilNo ratings yet
- Molded Drain, Waste, and Vent (DWV) Short-Pattern Plastic FittingsDocument6 pagesMolded Drain, Waste, and Vent (DWV) Short-Pattern Plastic FittingsHernando Andrés Ramírez GilNo ratings yet
- Butt Heat Fusion Polyethylene (PE) Plastic Fittings For Polyethylene (PE) Plastic Pipe and TubingDocument6 pagesButt Heat Fusion Polyethylene (PE) Plastic Fittings For Polyethylene (PE) Plastic Pipe and TubingHernando Andrés Ramírez GilNo ratings yet
- Resistance To Short-Time Hydraulic Pressure of Plastic Pipe, Tubing, and FittingsDocument3 pagesResistance To Short-Time Hydraulic Pressure of Plastic Pipe, Tubing, and FittingsHernando Andrés Ramírez GilNo ratings yet
- Polyethylene (PE) Plastic Tubing: Standard Specification ForDocument7 pagesPolyethylene (PE) Plastic Tubing: Standard Specification ForHernando Andrés Ramírez GilNo ratings yet
- F2785Document13 pagesF2785Hernando Andrés Ramírez Gil100% (1)
- Time-to-Failure of Plastic Pipe Under Constant Internal PressureDocument4 pagesTime-to-Failure of Plastic Pipe Under Constant Internal PressureHernando Andrés Ramírez GilNo ratings yet
- Butt Heat Fusion Polyethylene (PE) Plastic Fittings For Polyethylene (PE) Plastic Pipe and TubingDocument6 pagesButt Heat Fusion Polyethylene (PE) Plastic Fittings For Polyethylene (PE) Plastic Pipe and TubingHernando Andrés Ramírez GilNo ratings yet
- Polyethylene (PE) Plastic Pipe, Schedule 40: Standard Specification ForDocument7 pagesPolyethylene (PE) Plastic Pipe, Schedule 40: Standard Specification ForHernando Andrés Ramírez GilNo ratings yet
- D1785 PDFDocument11 pagesD1785 PDFHernando Andrés Ramírez GilNo ratings yet
- D1527 PDFDocument8 pagesD1527 PDFHernando Andrés Ramírez GilNo ratings yet
- Association of Textile, Parel & Matenals Professionals: This Test Method Is Not For ResaleDocument7 pagesAssociation of Textile, Parel & Matenals Professionals: This Test Method Is Not For ResaleHernando Andrés Ramírez GilNo ratings yet
- Association of Textile, Apparel & Materials Professionals: This Test Method Is Not For ResaleDocument4 pagesAssociation of Textile, Apparel & Materials Professionals: This Test Method Is Not For ResaleHernando Andrés Ramírez GilNo ratings yet
- Association of Textile, Parel & Matenals Professionals: This Test Method Is Not For ResaleDocument7 pagesAssociation of Textile, Parel & Matenals Professionals: This Test Method Is Not For ResaleHernando Andrés Ramírez GilNo ratings yet
- Association of Textile, Parel & Matenals Professionals: This Test Method Is Not For ResaleDocument7 pagesAssociation of Textile, Parel & Matenals Professionals: This Test Method Is Not For ResaleHernando Andrés Ramírez GilNo ratings yet
- Astm D1239 07Document3 pagesAstm D1239 07Hernando Andrés Ramírez Gil100% (1)
- Astm D2582-16Document5 pagesAstm D2582-16Hernando Andrés Ramírez GilNo ratings yet
- Premature Failure of Ductile Iron Pump ImpellerDocument5 pagesPremature Failure of Ductile Iron Pump ImpellerRomzy WisnuNo ratings yet
- Enamel Plus HRi Flow ING v1 - 0 10-2013 MQDocument2 pagesEnamel Plus HRi Flow ING v1 - 0 10-2013 MQmarinacretu1No ratings yet
- We Deliver Ice Builders (Latent Heat Storage Units) To The HVAC, Dairy, and Food Processing IndustriesDocument4 pagesWe Deliver Ice Builders (Latent Heat Storage Units) To The HVAC, Dairy, and Food Processing IndustriesArlex Ricardo Guillen PetitNo ratings yet
- Electic Circuit Prelims 23 30 PDFDocument15 pagesElectic Circuit Prelims 23 30 PDFazs88.bscpe.amauniversityNo ratings yet
- Is 1570 7Document18 pagesIs 1570 7Raj K Sharma100% (1)
- SSAB Domex Tube Double Grade: General Product DescriptionDocument6 pagesSSAB Domex Tube Double Grade: General Product DescriptionsaurabhsubhuNo ratings yet
- Residential: We Bring Efficient Power To Every HomeDocument12 pagesResidential: We Bring Efficient Power To Every HomeBama IndonesiaNo ratings yet
- Rothoblaas - Wrt.technical Data Sheets - enDocument5 pagesRothoblaas - Wrt.technical Data Sheets - enAndrei GheorghicaNo ratings yet
- EOA 2022 Flyer DINA4 Visiomer-HEMA-P RZ Digitale Version RZ3Document3 pagesEOA 2022 Flyer DINA4 Visiomer-HEMA-P RZ Digitale Version RZ3departamento FinancieroNo ratings yet
- Space Design Load Summary For Cat First FloorDocument1 pageSpace Design Load Summary For Cat First Floormechmohsin4745No ratings yet
- T.9.2.7 Reinforcing For Shear - EUROCODE2: RAPT User ManualDocument16 pagesT.9.2.7 Reinforcing For Shear - EUROCODE2: RAPT User Manualtailieuxaydung2019No ratings yet
- Fisher 99 Instruction ManualDocument24 pagesFisher 99 Instruction ManualJosé de Jesús MartinezNo ratings yet
- Cutting Tool Materials - Properties and List of MaterialsDocument3 pagesCutting Tool Materials - Properties and List of MaterialsarulsivagiriNo ratings yet
- Influence of Adding Short Carbon Fibers On The Flexural Behavior of Textile-Reinforced Concrete One-Way SlabDocument18 pagesInfluence of Adding Short Carbon Fibers On The Flexural Behavior of Textile-Reinforced Concrete One-Way SlabShaker QaidiNo ratings yet
- Installation, Use and Maintenance Manual For ModelDocument76 pagesInstallation, Use and Maintenance Manual For ModelMrigakshi MalavNo ratings yet
- Engineering Physics-II - PH151Document2 pagesEngineering Physics-II - PH151uday vivekNo ratings yet
- Stainless Steel 253MA UNS S30815 Grade Data Sheet 27 04 21Document3 pagesStainless Steel 253MA UNS S30815 Grade Data Sheet 27 04 21nguyenhuutan91No ratings yet
- Buildings & Architecture Vocabulary: An SEO-Optimized Title for an IELTS Topic Vocabulary ListDocument7 pagesBuildings & Architecture Vocabulary: An SEO-Optimized Title for an IELTS Topic Vocabulary ListTeaching StuffNo ratings yet
- TDS 13050310 EN Silicone HT 300Document1 pageTDS 13050310 EN Silicone HT 300rezaNo ratings yet
- 442 Adoc QDocument172 pages442 Adoc QNitesh KadiyaNo ratings yet
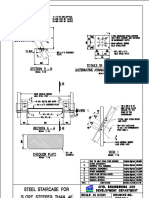
- STEEL STAIRCASE SLOPE DETAILSDocument1 pageSTEEL STAIRCASE SLOPE DETAILSExile PeachNo ratings yet
- Austar Promotes Cleanroom AdvancementDocument36 pagesAustar Promotes Cleanroom Advancementntt_121987No ratings yet
- ElasticityDocument3 pagesElasticityAbel Antonio PancheNo ratings yet
- A2-Floor Plan, ElevationsDocument1 pageA2-Floor Plan, ElevationsRonnel John CruzNo ratings yet