You might also like
- Din 19704-1-2014-11Document52 pagesDin 19704-1-2014-11nicola100% (3)
- EN 12275 enDocument2 pagesEN 12275 enMauricio GaviriaNo ratings yet
- ASME Sec IXDocument5 pagesASME Sec IXkirubha_karan2000No ratings yet
- Amendment No. 2 April 2022 To Is 7098 (Part 2) : 2011 Crosslinked Polyethylene Insulated Thermoplastic Sheathed Cables - SpecificationDocument11 pagesAmendment No. 2 April 2022 To Is 7098 (Part 2) : 2011 Crosslinked Polyethylene Insulated Thermoplastic Sheathed Cables - SpecificationVatsalNo ratings yet
- C116 90Document3 pagesC116 90Kemal YücelNo ratings yet
- Load Test Report For Spreader Bar A & BDocument2 pagesLoad Test Report For Spreader Bar A & BAkhtar AnsariNo ratings yet
- Extracted Pages From ASME BPVC 2021 Section IX-2Document2 pagesExtracted Pages From ASME BPVC 2021 Section IX-2Roberto Carlos Arana ChumpitazNo ratings yet
- 2-Asme BPVC Section Ix-2013Document2 pages2-Asme BPVC Section Ix-2013Reda ElsawyNo ratings yet
- QW-162 Guided-Bend Test Procedure: QW-466.1 Figure QW-466.2 Figure QW-463.1 (F)Document2 pagesQW-162 Guided-Bend Test Procedure: QW-466.1 Figure QW-466.2 Figure QW-463.1 (F)Gangadhar SahuNo ratings yet
- QW-196 Resistance Weld Testing: ASME BPVC - IX-2019Document1 pageQW-196 Resistance Weld Testing: ASME BPVC - IX-2019Tahar DabbarNo ratings yet
- Tube-To-Tube Sheet Joint RequirementsDocument2 pagesTube-To-Tube Sheet Joint RequirementsWaqas WaqasNo ratings yet
- IP46 - Guide To Use BAPCO WPS & Welding ProceduresDocument4 pagesIP46 - Guide To Use BAPCO WPS & Welding ProceduressajiNo ratings yet
- C944 - C944M-12 Standard Test Method For Abrasion Resistance of Concrete or Mortar Surfaces by The Rotating-Cutter MethodDocument5 pagesC944 - C944M-12 Standard Test Method For Abrasion Resistance of Concrete or Mortar Surfaces by The Rotating-Cutter MethodFahad RedaNo ratings yet
- UR W28 Welding Procedure Qualification Tests of Steels (Rev.2 Mar 2012)Document25 pagesUR W28 Welding Procedure Qualification Tests of Steels (Rev.2 Mar 2012)Dagoberto AguilarNo ratings yet
- Asme Section IxDocument71 pagesAsme Section Ixranjitkumar1977100% (2)
- IX Exercise Rev 02 PDFDocument11 pagesIX Exercise Rev 02 PDFweerasinghekNo ratings yet
- Api-582-2016-Welding-Guidelines-For-The-Chemical-Oil-And-Gas-Industries-Apiasme-Practice-Test Clause 11.3Document4 pagesApi-582-2016-Welding-Guidelines-For-The-Chemical-Oil-And-Gas-Industries-Apiasme-Practice-Test Clause 11.3Ahmed ElsharkawNo ratings yet
- Zzze) I (ZFRP: QW-163 Acceptance Criteria - Bend Tests QW-163 Acceptance Criteria - Bend TestsDocument1 pageZzze) I (ZFRP: QW-163 Acceptance Criteria - Bend Tests QW-163 Acceptance Criteria - Bend TestsSARSAN NDTNo ratings yet
- Offshore Mooring Chain Cables and AccessoriesDocument8 pagesOffshore Mooring Chain Cables and Accessoriesscofiel1No ratings yet
- Automotive Vehicles - Valves and Valve Accessories For Pneumatic Tyres - Specification (Document20 pagesAutomotive Vehicles - Valves and Valve Accessories For Pneumatic Tyres - Specification (deepak.mbrubbersNo ratings yet
- Cast Aluminum Alloy Railing Posts: Standard Specification ForDocument2 pagesCast Aluminum Alloy Railing Posts: Standard Specification ForFRANZ RICHARD SARDINAS MALLCONo ratings yet
- Note 7 - Welder Test - Mechanical Test and X-RayDocument29 pagesNote 7 - Welder Test - Mechanical Test and X-RayMohamad Yusuf HelmiNo ratings yet
- WPQ Uwl 32 Asme VIIIDocument7 pagesWPQ Uwl 32 Asme VIIInokkydwiprasetyoNo ratings yet
- Cases of Asme Boiler and Pressure Vessel CodeDocument10 pagesCases of Asme Boiler and Pressure Vessel CodeCyntia AltamiranoNo ratings yet
- QW-191.2 Ultrasonic ExaminationDocument1 pageQW-191.2 Ultrasonic ExaminationJuan ortega castellarNo ratings yet
- Asme B31.4 - 2016 EndDocument1 pageAsme B31.4 - 2016 Endwilliam cordero valverdeNo ratings yet
- Welder Qualification Radiography Acceptance CriteriaDocument2 pagesWelder Qualification Radiography Acceptance CriteriaKamalnath KpNo ratings yet
- Ur W28rev2Document25 pagesUr W28rev2Karla JTNo ratings yet
- Ur-W27rev1 - Cast Steel PropellersDocument9 pagesUr-W27rev1 - Cast Steel PropellersJohnNo ratings yet
- 1 - CBT Welding NDT 26 02 2020 - Ans and ExplanetionDocument27 pages1 - CBT Welding NDT 26 02 2020 - Ans and ExplanetionAMALENDU PAULNo ratings yet
- RT Asme IxDocument3 pagesRT Asme Ixhernando gelves100% (1)
- AsmeDocument11 pagesAsmeManoj BallaNo ratings yet
- 2-6-ASME Sect. IX-2013-Section of Pipe Welder Qual.-Qw 452.6Document1 page2-6-ASME Sect. IX-2013-Section of Pipe Welder Qual.-Qw 452.6Tina MartinezNo ratings yet
- API 510 - DAY 3: G T Technical & Management Institute PVT - LTD.Document102 pagesAPI 510 - DAY 3: G T Technical & Management Institute PVT - LTD.hamedNo ratings yet
- Asme 9 DatosDocument47 pagesAsme 9 Datosvichu_villamarNo ratings yet
- Enbridge Pipeline Repair Workplan WeldingDocument23 pagesEnbridge Pipeline Repair Workplan WeldingJesus MaestreNo ratings yet
- Rec 70 Rev 2Document9 pagesRec 70 Rev 2majdi jerbiNo ratings yet
- Asme B 31.1Document4 pagesAsme B 31.1Md Ashikur Rahman100% (1)
- Asme Sec IxDocument3 pagesAsme Sec IxMd Ashikur RahmanNo ratings yet
- API 5L 45-th Edition: Item No SawlDocument6 pagesAPI 5L 45-th Edition: Item No SawlRob WillestoneNo ratings yet
- Asme Sec Viii Div 1 Uw-51Document1 pageAsme Sec Viii Div 1 Uw-51ALEXIS MORALESNo ratings yet
- Iacs W-22 2004Document15 pagesIacs W-22 2004Guilherme de BarrosNo ratings yet
- Asme Section 8 Div 1 - RTDocument12 pagesAsme Section 8 Div 1 - RTGulfnde Industrial ServiceNo ratings yet
- Case 2235-13 Use of Ultrasonic Examination in Lieu of Radiography Section Section XIIDocument12 pagesCase 2235-13 Use of Ultrasonic Examination in Lieu of Radiography Section Section XII나무No ratings yet
- Plastico Asme IxDocument13 pagesPlastico Asme IxAnonymous t0r2yT4No ratings yet
- Sis Book Asme IxDocument107 pagesSis Book Asme IxHamza AlamNo ratings yet
- ASME IX ExerciseDocument11 pagesASME IX ExerciseRanaweera Ariyamanjula100% (1)
- API 570 DAY 3 BOOK (1 To 108) (PP)Document106 pagesAPI 570 DAY 3 BOOK (1 To 108) (PP)melvinNo ratings yet
- Guidelines On Welding ProcedureDocument9 pagesGuidelines On Welding ProcedureadelNo ratings yet
- Side Pocket Mandrel NS 1 A4 1watermarked PDFDocument7 pagesSide Pocket Mandrel NS 1 A4 1watermarked PDFislam atifNo ratings yet
- Making Roller-Compacted Concrete in Cylinder Molds Using A Vibrating TableDocument4 pagesMaking Roller-Compacted Concrete in Cylinder Molds Using A Vibrating TableLam Tang VanNo ratings yet
- QW-185 Diffusion Welding - Procedure and Performance Qualification SpecimensDocument2 pagesQW-185 Diffusion Welding - Procedure and Performance Qualification SpecimensTahar DabbarNo ratings yet
- Pages From ASME B31.3 - 2016Document5 pagesPages From ASME B31.3 - 2016Gulzar AliNo ratings yet
- Api 107Document14 pagesApi 107Yersin Hernandez AldanNo ratings yet
- ASTM C-700 Vitrified Clay PipesDocument4 pagesASTM C-700 Vitrified Clay PipesAli MirzaiiNo ratings yet
- Spec Tn1946Document8 pagesSpec Tn1946Kumara SubramanianNo ratings yet
- WD-03-misc-86 (Rev. 4)Document16 pagesWD-03-misc-86 (Rev. 4)ROH BKSCNo ratings yet
- 303 2Document1 page303 2SARSAN NDTNo ratings yet
- Codes and StandardsDocument33 pagesCodes and StandardsMohd AmaniNo ratings yet
- WEM-SU-5246 Use of Non-Pressure-Tested Closure WeldsDocument8 pagesWEM-SU-5246 Use of Non-Pressure-Tested Closure WeldsAldeline SungahidNo ratings yet
- Abrasion Resistance C944Document4 pagesAbrasion Resistance C944SAPTIONONo ratings yet
- 637 AgendaDocument47 pages637 AgendaHarshad SachaniNo ratings yet
- Akhtar Ansari - TPI - FRT PDFDocument5 pagesAkhtar Ansari - TPI - FRT PDFAkhtar AnsariNo ratings yet
- Project CharterDocument27 pagesProject CharterAkhtar AnsariNo ratings yet
- Think and Grow Rich Made EasyDocument116 pagesThink and Grow Rich Made EasyAkhtar AnsariNo ratings yet
- Equipment AssemblyDocument8 pagesEquipment AssemblyAkhtar AnsariNo ratings yet
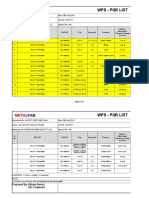
- Wps - PQR List: Page 1 of 4Document4 pagesWps - PQR List: Page 1 of 4Akhtar AnsariNo ratings yet
- MFJO738A - Prssure Test CertificateDocument10 pagesMFJO738A - Prssure Test CertificateAkhtar AnsariNo ratings yet
- Training On: 5S Housekeeping TrainingDocument1 pageTraining On: 5S Housekeeping TrainingAkhtar AnsariNo ratings yet
- Mfjo770 Activity ScheduleDocument1 pageMfjo770 Activity ScheduleAkhtar AnsariNo ratings yet
- Attendance Sheet - 5S Housekeeping TrainingDocument1 pageAttendance Sheet - 5S Housekeeping TrainingAkhtar Ansari100% (1)
- Memo StyleDocument5 pagesMemo StyleAkhtar AnsariNo ratings yet
- Memo StyleDocument5 pagesMemo StyleAkhtar AnsariNo ratings yet
- Pages From Asme Sec Ix 2017-8Document1 pagePages From Asme Sec Ix 2017-8Akhtar AnsariNo ratings yet
- Ijetae 1213 93Document5 pagesIjetae 1213 93Akhtar AnsariNo ratings yet
- Effect of The Electrode To Work Angle, Filler Diameter and Shielding Gas Type On Weld Geometry of HQ130 Steel Joints Produced by Robotic GMAWDocument5 pagesEffect of The Electrode To Work Angle, Filler Diameter and Shielding Gas Type On Weld Geometry of HQ130 Steel Joints Produced by Robotic GMAWAkhtar AnsariNo ratings yet
- NDE Request: Metalfab Middle East FZ LLCDocument1 pageNDE Request: Metalfab Middle East FZ LLCAkhtar AnsariNo ratings yet
- PR-1708 - Lifting and Hoisting Procedure Part 1 Framework, Part 2 Inspection, Testing and CertificationDocument113 pagesPR-1708 - Lifting and Hoisting Procedure Part 1 Framework, Part 2 Inspection, Testing and Certificationmac1677No ratings yet
- Cover Sheet: Zapsib-2 ProjectDocument12 pagesCover Sheet: Zapsib-2 ProjectAkhtar AnsariNo ratings yet
- Mfjo597-Pmi-0001 Rev 0Document10 pagesMfjo597-Pmi-0001 Rev 0Akhtar AnsariNo ratings yet
- Corrected Weld Summary For Point # 6Document7 pagesCorrected Weld Summary For Point # 6Akhtar AnsariNo ratings yet
- Pages From Asme Sec Ix 2017-4Document1 pagePages From Asme Sec Ix 2017-4Akhtar AnsariNo ratings yet
- Pages From Asme Sec Ix 2017-3Document1 pagePages From Asme Sec Ix 2017-3Akhtar AnsariNo ratings yet
- IM-CO-FO-88 SUMMARY INSPECTION REPORT OF THE RIG PIONEER 53 - CANACOL OCT 2018 - RevDocument28 pagesIM-CO-FO-88 SUMMARY INSPECTION REPORT OF THE RIG PIONEER 53 - CANACOL OCT 2018 - RevJUAN JOSE VESGA RUEDANo ratings yet
- 6ta - Parts - Flypartsguy - Com - 3.2019Document98 pages6ta - Parts - Flypartsguy - Com - 3.2019Kurd SkorvskiNo ratings yet
- Manual: Floor To Ceiling Tube Support Unit DM-FCT-1Document9 pagesManual: Floor To Ceiling Tube Support Unit DM-FCT-1Ho PhuNo ratings yet
- Ardf DF3070 (D630) 111222Document34 pagesArdf DF3070 (D630) 111222william lozadaNo ratings yet
- Screw Dimensions According To DIN StandardsDocument1 pageScrew Dimensions According To DIN StandardsAhmee MahmoudNo ratings yet
- Fall Protection Self Inspection ChecklistDocument4 pagesFall Protection Self Inspection ChecklistSantosh Kolhatkar100% (2)
- WererrDocument1 pageWererrA cheng yangNo ratings yet
- Mccoy Lift CylinderDocument1 pageMccoy Lift CylinderShairul KhaizulNo ratings yet
- 03/27/2013 14:15:32 AP1011: Bill List by Vendor - Detail 1 Tracy DavisDocument79 pages03/27/2013 14:15:32 AP1011: Bill List by Vendor - Detail 1 Tracy DavisMahmoofNo ratings yet
- Type NVN: Ball Valve With FEP/PFA LiningDocument2 pagesType NVN: Ball Valve With FEP/PFA LiningandrebitaNo ratings yet
- Service and Repair ManualDocument29 pagesService and Repair ManualAUDRAN100% (2)
- Jaw Fassi Grabber - Parts CatalogueDocument1 pageJaw Fassi Grabber - Parts CatalogueHarun OrionNo ratings yet
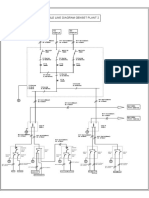
- Single Line Diagram Genset P2Document1 pageSingle Line Diagram Genset P2Dwika YanuariNo ratings yet
- Root Ball: AnchoringDocument2 pagesRoot Ball: AnchoringDavid MissiattoNo ratings yet
- Flange Weight Charts Asme B16.5Document7 pagesFlange Weight Charts Asme B16.5lupiNo ratings yet
- New Holland t4030f t4040f t4050f Tractors Service ManualDocument20 pagesNew Holland t4030f t4040f t4050f Tractors Service Manualthomas98% (51)
- Fisher EZ Sliding - Stem Control Valve: The Easy - Et Valve FamilyDocument20 pagesFisher EZ Sliding - Stem Control Valve: The Easy - Et Valve FamilyAlberto GuillenNo ratings yet
- Tawara University Faculty of EngineeringDocument2 pagesTawara University Faculty of Engineering72esportsNo ratings yet
- NPTEL CoursesDocument1 pageNPTEL CoursesVansh ParateNo ratings yet
- Design of Column (C-1)Document3 pagesDesign of Column (C-1)Khael Angelo Zheus JaclaNo ratings yet
- Model 1010C Convertible Niskin Water SamplerDocument1 pageModel 1010C Convertible Niskin Water SamplerPaulo Costa SilvaNo ratings yet
- Maass Nederland BV-2Document212 pagesMaass Nederland BV-2AngelloNo ratings yet
- Assignment 3 2022Document2 pagesAssignment 3 2022DICKSON SIMUTAMINo ratings yet
- PARCHEM Conlift-Edgelift-Design-Manual-A5Document22 pagesPARCHEM Conlift-Edgelift-Design-Manual-A5Catherine Fatima Mae LeynoNo ratings yet
- COMP WALL WITH RETAINING WALL ModelDocument1 pageCOMP WALL WITH RETAINING WALL ModelAmarjit KulkarniNo ratings yet
- Metric Heavy Hex Screws: ASME B18.2.3.3M-2007Document18 pagesMetric Heavy Hex Screws: ASME B18.2.3.3M-2007Carlitos100% (2)
- Pipes Angles BM 22 36 en - 2Document1 pagePipes Angles BM 22 36 en - 2elias aouadNo ratings yet
- Cooling Circuit With TowerDocument3 pagesCooling Circuit With TowermalarmanicNo ratings yet