You might also like
- 1-1 Introduction & AgendaDocument14 pages1-1 Introduction & Agendaanjo0225No ratings yet
- Quality Improvement Through Planned Experimentation: Third EditionDocument6 pagesQuality Improvement Through Planned Experimentation: Third EditionJaiveer YadavNo ratings yet
- Sustaining The Gains: Transitioning The Black Belt Project: © 2001 Conceptflow 0Document19 pagesSustaining The Gains: Transitioning The Black Belt Project: © 2001 Conceptflow 0anjo0225No ratings yet
- Lean Strategy by Shyam TalawadekarDocument4 pagesLean Strategy by Shyam Talawadekartsid47No ratings yet
- Arrow DiagramDocument4 pagesArrow DiagramscapasNo ratings yet
- Quality Orientation GuideDocument25 pagesQuality Orientation GuideAmruthNo ratings yet
- CIC BIM Protocol University of CambridgeDocument21 pagesCIC BIM Protocol University of CambridgeLuis Fernando RodriguezNo ratings yet
- The Bim Issue1Document80 pagesThe Bim Issue1김대경No ratings yet
- Putting The I in BIM: UK Government BIM StrategyDocument26 pagesPutting The I in BIM: UK Government BIM Strategypaci87No ratings yet
- What Is QFD?: Dr. Yoji AkaoDocument6 pagesWhat Is QFD?: Dr. Yoji AkaoANo ratings yet
- 3-2 Introduction To ImproveDocument11 pages3-2 Introduction To Improveanjo0225No ratings yet
- Black Belt Certification ArticleDocument6 pagesBlack Belt Certification ArticleLindgrenNo ratings yet
- TCS Corporate Sustainability Report 2011-12-3Document104 pagesTCS Corporate Sustainability Report 2011-12-3Chinmai HemaniNo ratings yet
- Product Order Cycle Time Six Sigma Case StudyDocument2 pagesProduct Order Cycle Time Six Sigma Case StudySteven BonacorsiNo ratings yet
- XML Document Structure and ElementsDocument62 pagesXML Document Structure and ElementsAbhishek Kumar MauryaNo ratings yet
- Amway Lean Office Hdi 2Document30 pagesAmway Lean Office Hdi 2Ignacio Guerra100% (1)
- Smith, Gerald - Types of Quality Problems PDFDocument7 pagesSmith, Gerald - Types of Quality Problems PDFJoana SoaresNo ratings yet
- Risk Register Format Example March 2008Document1 pageRisk Register Format Example March 2008Tissa1969No ratings yet
- Standard Operating Procedure for Drawing Letters M and WDocument126 pagesStandard Operating Procedure for Drawing Letters M and WIb JensenNo ratings yet
- NMC Lean Office ExercisesDocument36 pagesNMC Lean Office ExercisesDearRed FrankNo ratings yet
- SWOT - v1Document79 pagesSWOT - v1Alpha Excellence consultingNo ratings yet
- Manufacturing Process DesignDocument45 pagesManufacturing Process DesignAnuj Chanda0% (1)
- LEAN HandoutDocument31 pagesLEAN Handouttri agustariaNo ratings yet
- Pestle Analysis of IndiaDocument15 pagesPestle Analysis of IndiaRaghav PunjaniNo ratings yet
- CIC End Term Report 28th Dec 2015Document260 pagesCIC End Term Report 28th Dec 2015CicKenyaNo ratings yet
- I GLC Hans Thomas HolmDocument31 pagesI GLC Hans Thomas HolmRuddy Morales MejiaNo ratings yet
- Senior Leadership Lean Transformation PDFDocument48 pagesSenior Leadership Lean Transformation PDFMario Alejandro Charlin SteinNo ratings yet
- Project Reviews and Examples: © 2001 Conceptflow 0Document36 pagesProject Reviews and Examples: © 2001 Conceptflow 0Michael WuNo ratings yet
- Value Engineering TQMDocument18 pagesValue Engineering TQMSumitKumarNo ratings yet
- Dan Stroescu - Module 2 - The EIRDocument10 pagesDan Stroescu - Module 2 - The EIRDan StroescuNo ratings yet
- QSB ProfessionalDocument76 pagesQSB ProfessionalAdeniran AfolamiNo ratings yet
- BCG-Lean Services - A Primer For Success PDFDocument13 pagesBCG-Lean Services - A Primer For Success PDFKevin MoysNo ratings yet
- Changeover Standard Work TemplateDocument1 pageChangeover Standard Work Templatelam nguyenNo ratings yet
- Payroll Remittance Six Sigma Case StudyDocument2 pagesPayroll Remittance Six Sigma Case StudySteven BonacorsiNo ratings yet
- Life Cycle Analysis GuideDocument44 pagesLife Cycle Analysis Guidesabareesh lakshmananNo ratings yet
- " Oncept Ustomer": SolutionsDocument1 page" Oncept Ustomer": SolutionsJac DNo ratings yet
- 2018 MBB Bok MapDocument12 pages2018 MBB Bok MapMohammed YasserNo ratings yet
- Continuous Improvement Toolkit: A3 ThinkingDocument60 pagesContinuous Improvement Toolkit: A3 ThinkingAmit Kumar SinghNo ratings yet
- Framework For Conducting Life Cycle Analysis Presentation PDFDocument24 pagesFramework For Conducting Life Cycle Analysis Presentation PDFHidayat KaryaNo ratings yet
- Waste Reduction by Lean Construction - Office Building Case StudyDocument11 pagesWaste Reduction by Lean Construction - Office Building Case StudyLucero Bereche BNo ratings yet
- Jan 09 Six Sigma Lean OverviewDocument21 pagesJan 09 Six Sigma Lean OverviewAndi Indahwaty SidinNo ratings yet
- VE Presentation July 15, 2019Document78 pagesVE Presentation July 15, 2019Danao ErickNo ratings yet
- DFSS Program RationaleDocument4 pagesDFSS Program Rationaleankitrathod87No ratings yet
- Merrill, Peter Do It Right The Second Time, Second Edition Benchmarking Best Practices in The Quality Change ProcessDocument400 pagesMerrill, Peter Do It Right The Second Time, Second Edition Benchmarking Best Practices in The Quality Change ProcessVathasil VasasiriNo ratings yet
- HDM Method PDFDocument117 pagesHDM Method PDFBonagiri DheerajNo ratings yet
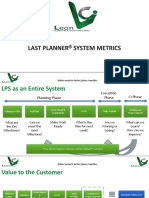
- The Persuasive Power of The Last Planner® System MetricsDocument27 pagesThe Persuasive Power of The Last Planner® System MetricsViviane EspositoNo ratings yet
- Introduction To Participatory Environmental Monitoring Committees: What Has Been Learned in Latin America?Document19 pagesIntroduction To Participatory Environmental Monitoring Committees: What Has Been Learned in Latin America?Environmental Governance Programme (EGP) for Sustainable Natural Resource ManagementNo ratings yet
- 12 Success Factors PDF PDFDocument3 pages12 Success Factors PDF PDFMd. Injamamul HaqueNo ratings yet
- Lean HistoryDocument18 pagesLean HistoryJocksidNo ratings yet
- Kaizen Blitz Charter: Date: Area: Team NameDocument10 pagesKaizen Blitz Charter: Date: Area: Team Nameanjo0225No ratings yet
- Predictive Modelling Foropave - NZ RR PDFDocument87 pagesPredictive Modelling Foropave - NZ RR PDFGaneshNo ratings yet
- Certified Lean Six Sigma Yellow Belt TrainingDocument2 pagesCertified Lean Six Sigma Yellow Belt TrainingChuckie GarciaNo ratings yet
- Performance Improvement in Hospitals and Health Systems Managing Analytics and Quality in Healthcare (2nd Edition), Cap 5Document32 pagesPerformance Improvement in Hospitals and Health Systems Managing Analytics and Quality in Healthcare (2nd Edition), Cap 5Daniela LópezNo ratings yet
- Lean Six Sigma Mid-Term Ass Final 1.0Document21 pagesLean Six Sigma Mid-Term Ass Final 1.0era nominNo ratings yet
- Modern Guide Standard Work DozukiDocument30 pagesModern Guide Standard Work Dozukisteved_43No ratings yet
- Server Backup Six Sigma Case StudyDocument2 pagesServer Backup Six Sigma Case StudySteven BonacorsiNo ratings yet
- Project Quality Management A Complete Guide - 2019 EditionFrom EverandProject Quality Management A Complete Guide - 2019 EditionNo ratings yet
- Geop 4315 LeanDocument25 pagesGeop 4315 LeanjorgeNo ratings yet
- Lecture Day4 Afternoon Lean Production - HandoutsDocument33 pagesLecture Day4 Afternoon Lean Production - HandoutsBust everyNo ratings yet
- Ubc 2015 May Sharpe JillianDocument65 pagesUbc 2015 May Sharpe JillianherzogNo ratings yet
- ECE 4400 Performance Analysis Local Computer Networks HomeworkDocument2 pagesECE 4400 Performance Analysis Local Computer Networks HomeworkNguyen Phi HungNo ratings yet
- 3 - 6consctructing Probability Distributions CG A - 4 - 6 Lesson 2Document24 pages3 - 6consctructing Probability Distributions CG A - 4 - 6 Lesson 2CHARLYN JOY SUMALINOGNo ratings yet
- Karate Writing AssessmentDocument2 pagesKarate Writing AssessmentLeeann RandallNo ratings yet
- Cognitive Clusters in SpecificDocument11 pagesCognitive Clusters in SpecificKarel GuevaraNo ratings yet
- ccpc15 Supportive and Preventive WorkbookDocument30 pagesccpc15 Supportive and Preventive WorkbookJeremy HamptonNo ratings yet
- Literature Revisited: Understanding Key Concepts and Applying Analytical SkillsDocument31 pagesLiterature Revisited: Understanding Key Concepts and Applying Analytical SkillsMuhammad Furqan Aslam Awan100% (2)
- SpringDocument4 pagesSpringarun123123No ratings yet
- High Yield Pics For STEP 2 CKDocument24 pagesHigh Yield Pics For STEP 2 CKKinan Alhalabi96% (28)
- Unit 01 Family Life Lesson 1 Getting Started - 2Document39 pagesUnit 01 Family Life Lesson 1 Getting Started - 2Minh Đức NghiêmNo ratings yet
- EPM Mid Lecture 03 Chapt 1Document17 pagesEPM Mid Lecture 03 Chapt 1Partho Protim MondolNo ratings yet
- 1 Starter WBDocument88 pages1 Starter WBHYONo ratings yet
- User Manual - Numrolgy SoftwareDocument14 pagesUser Manual - Numrolgy SoftwareComputershastriNoproblem0% (1)
- Title Page Title: Carbamazepine Versus Levetiracetam in Epilepsy Due To Neurocysticercosis Authors: Akhil P SanthoshDocument16 pagesTitle Page Title: Carbamazepine Versus Levetiracetam in Epilepsy Due To Neurocysticercosis Authors: Akhil P SanthoshPrateek Kumar PandaNo ratings yet
- EVS XT2+ Tech Ref Software Manual v10.03 PDFDocument80 pagesEVS XT2+ Tech Ref Software Manual v10.03 PDFgibonulNo ratings yet
- HV 2Document80 pagesHV 2Hafiz Mehroz KhanNo ratings yet
- Hong Kong A-Level Chemistry Book 3ADocument69 pagesHong Kong A-Level Chemistry Book 3AMARENG BERNABENo ratings yet
- Chime Primary School Brochure TemplateDocument1 pageChime Primary School Brochure TemplateNita HanifahNo ratings yet
- Pump IntakeDocument6 pagesPump IntakeAnonymous CMS3dL1T100% (1)
- Haier's Performance Management in Other CulturesDocument8 pagesHaier's Performance Management in Other CulturesSubhransu SahooNo ratings yet
- Balzac and the Little Chinese Seamstress: A Journey During the Cultural RevolutionDocument4 pagesBalzac and the Little Chinese Seamstress: A Journey During the Cultural RevolutionRogona 123No ratings yet
- 8483724Document24 pages8483724ejkiranNo ratings yet
- Uc 3525 ADocument17 pagesUc 3525 AespaguetesNo ratings yet
- Penilaian Risiko Kerja Menggunakan Metode Hirarc Di Pt. Sinar Laut Indah Natar Lampung SelatanDocument7 pagesPenilaian Risiko Kerja Menggunakan Metode Hirarc Di Pt. Sinar Laut Indah Natar Lampung SelatanIndun InsiyahNo ratings yet
- Adapting Cognitive Behavioral Techniques To Address Anxiety and Depression in Cognitively Able Emerging Adults On The Autism SpectrumDocument3 pagesAdapting Cognitive Behavioral Techniques To Address Anxiety and Depression in Cognitively Able Emerging Adults On The Autism SpectrumVini PezzinNo ratings yet
- Linear Programming Models: Graphical and Computer MethodsDocument91 pagesLinear Programming Models: Graphical and Computer MethodsFaith Reyna TanNo ratings yet
- Ukraine and Russia E IRDocument287 pagesUkraine and Russia E IRtatgirNo ratings yet
- Komposit UHMWPE Sebagai Alternatif Bantalan Rel Kereta Api: Abel Evan, Alia Kristika, Farid Mulia LatiefDocument11 pagesKomposit UHMWPE Sebagai Alternatif Bantalan Rel Kereta Api: Abel Evan, Alia Kristika, Farid Mulia LatiefAlia KristikaNo ratings yet
- Technical Bro A4 UK LR NEW v2Document45 pagesTechnical Bro A4 UK LR NEW v2Roxana NegoitaNo ratings yet
- LaQshya Labour Room Quality Improvement InitiativeDocument2 pagesLaQshya Labour Room Quality Improvement InitiativeHimanshu SharmaNo ratings yet