You might also like
- Protective Coatings Performance Test DataDocument1 pageProtective Coatings Performance Test DataImam Situmeang100% (1)
- Paint consumption calculation summaryDocument10 pagesPaint consumption calculation summaryImam Situmeang100% (1)
- UNISEAL GALVA ZN B (New EN)Document1 pageUNISEAL GALVA ZN B (New EN)ramdhaniNo ratings yet
- QCPC Pmi FanDocument44 pagesQCPC Pmi FanBagas Dewo septian100% (1)
- Data Persiapan Panel Uji (Pelat 3Mm) Pull Off TestDocument1 pageData Persiapan Panel Uji (Pelat 3Mm) Pull Off TestImam SitumeangNo ratings yet
- Technical Data Sheet for Barrier 80 Zinc Epoxy PrimerDocument5 pagesTechnical Data Sheet for Barrier 80 Zinc Epoxy PrimerBalaji GuruNo ratings yet
- Zinc Rich Cold Galvanizing (UZZIEL 215) : Product DescriptionDocument1 pageZinc Rich Cold Galvanizing (UZZIEL 215) : Product DescriptionImam SitumeangNo ratings yet
- Engineering Data Sheet: UST Ullet TandardDocument1 pageEngineering Data Sheet: UST Ullet TandardImam SitumeangNo ratings yet
- Interthane 990 Test Data PDFDocument2 pagesInterthane 990 Test Data PDFImam Situmeang100% (2)
- RB Engineering Data PDFDocument1 pageRB Engineering Data PDFImam SitumeangNo ratings yet
- Interzinc 52+td+eng PDFDocument2 pagesInterzinc 52+td+eng PDFImam Situmeang100% (1)
- CV Imam 2017Document2 pagesCV Imam 2017Imam SitumeangNo ratings yet
- RB Standard Engineering Data PDFDocument1 pageRB Standard Engineering Data PDFImam SitumeangNo ratings yet
- Rounded Brush (Kuas Bulat) Diameter " 10pcsDocument1 pageRounded Brush (Kuas Bulat) Diameter " 10pcsImam SitumeangNo ratings yet
- Environment Test Sheet: Waktu Item TanggalDocument3 pagesEnvironment Test Sheet: Waktu Item TanggalImam Situmeang100% (1)
- Interseal 670 HSDocument4 pagesInterseal 670 HSFikru DdienNo ratings yet
- Rounded Brush (Kuas Bulat) Diameter " 10pcsDocument1 pageRounded Brush (Kuas Bulat) Diameter " 10pcsImam SitumeangNo ratings yet
- Trial Repair Galvanized Surface of Box Girder: Use Zinc Rich Primer PaintDocument4 pagesTrial Repair Galvanized Surface of Box Girder: Use Zinc Rich Primer PaintImam SitumeangNo ratings yet
- Corrothane I Zinc PrimerDocument4 pagesCorrothane I Zinc PrimerImam SitumeangNo ratings yet
- RB Standard Engineering Data PDFDocument1 pageRB Standard Engineering Data PDFImam SitumeangNo ratings yet
- PPG PMC Sigmaprime Offen Case Study A4 Jun2016 Glob en LRDocument2 pagesPPG PMC Sigmaprime Offen Case Study A4 Jun2016 Glob en LRImam SitumeangNo ratings yet
- Galvanized Steel Vs Zinc Rich PaintDocument2 pagesGalvanized Steel Vs Zinc Rich PaintImam SitumeangNo ratings yet
- PPG PMC Sigmaprime Brochure A4 Feb2016 Glob en LRSPDocument8 pagesPPG PMC Sigmaprime Brochure A4 Feb2016 Glob en LRSPImam SitumeangNo ratings yet
- Corrothane I Zinc PrimerDocument4 pagesCorrothane I Zinc PrimerImam SitumeangNo ratings yet
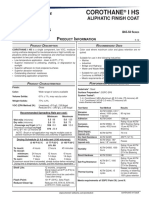
- Protective & Marine Coatings: Corothane IHSDocument4 pagesProtective & Marine Coatings: Corothane IHSImam SitumeangNo ratings yet
- Technical Data Sheet for Penguard Express Epoxy CoatingDocument5 pagesTechnical Data Sheet for Penguard Express Epoxy CoatingImam SitumeangNo ratings yet
- Corothane® I Galvapac 1K Zinc Primer PDFDocument4 pagesCorothane® I Galvapac 1K Zinc Primer PDFImam Situmeang100% (1)
- Penguard Universal PDFDocument5 pagesPenguard Universal PDFImam SitumeangNo ratings yet
- Painting Istructions Accroding ISO 12944-5Document40 pagesPainting Istructions Accroding ISO 12944-5giulioiussich100% (5)
- Rust Bullet AI & GuideDocument32 pagesRust Bullet AI & GuideImam SitumeangNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5783)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Practical Plate - Pipe InspectionDocument10 pagesPractical Plate - Pipe InspectionPratheep ShansNo ratings yet
- Ms 150 PDFDocument1 pageMs 150 PDFMrr KuxNo ratings yet
- IIW-ANB Refresher Course: Gas Welding, Brazing, Soldering and Cutting ProcessesDocument81 pagesIIW-ANB Refresher Course: Gas Welding, Brazing, Soldering and Cutting ProcessesAsad Bin Ala QatariNo ratings yet
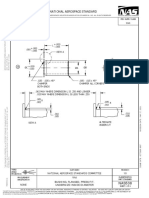
- National Aerospace Standard: Fed. Supply ClassDocument4 pagesNational Aerospace Standard: Fed. Supply ClassGlenn CHOU100% (1)
- Wagner Equation Constants for Vapour Pressure PredictionDocument17 pagesWagner Equation Constants for Vapour Pressure PredictionGustavo Adolfo RodriguezNo ratings yet
- Eco-Design Forever PanDocument25 pagesEco-Design Forever PanDaniel QuijanoNo ratings yet
- 10 - Equipment Damage Curves Motors PDFDocument5 pages10 - Equipment Damage Curves Motors PDFMoulay m'hammed LOUKILINo ratings yet
- Solubility and Solubilization: Mahendrasingh Ajitsingh Chavan M.Pharm I ST Year (Pharmaceutics) S.P.C.P. NagpurDocument33 pagesSolubility and Solubilization: Mahendrasingh Ajitsingh Chavan M.Pharm I ST Year (Pharmaceutics) S.P.C.P. NagpurBolli SandeepNo ratings yet
- PJK Project 2011 Form 2 (Word 2010)Document30 pagesPJK Project 2011 Form 2 (Word 2010)Charmaine Yeo Shern LiNo ratings yet
- The complete rock cycle process and formation of the three main rock typesDocument21 pagesThe complete rock cycle process and formation of the three main rock typesshanesha blackhoodNo ratings yet
- 1-S2.0-S0360128515300149-Main Imp PDFDocument40 pages1-S2.0-S0360128515300149-Main Imp PDFSuresh ChinniNo ratings yet
- Ocr 33983 PP 09 Jan L Gce 2815 01Document12 pagesOcr 33983 PP 09 Jan L Gce 2815 01Philip_830No ratings yet
- 5070 s09 QP 1 PDFDocument16 pages5070 s09 QP 1 PDFNeural Spark Physics CieNo ratings yet
- SP-1097 DSS Welding Specs PDFDocument48 pagesSP-1097 DSS Welding Specs PDFHari Prakash GrandheyNo ratings yet
- Waste Segregation & Disposal Management ProgramDocument17 pagesWaste Segregation & Disposal Management ProgramHecate TNNo ratings yet
- Duplex Stainless Steel 2304 Spec Sheet for Weight Savings & Corrosion ResistanceDocument2 pagesDuplex Stainless Steel 2304 Spec Sheet for Weight Savings & Corrosion ResistanceDeepak TdNo ratings yet
- TK19 Revised Assignment1Document99 pagesTK19 Revised Assignment1Luthfiya NaifaNo ratings yet
- IGCC-BGC Qualified Welders ListDocument4 pagesIGCC-BGC Qualified Welders ListAhmedNo ratings yet
- YORK K OIL Material Safety Data SheetDocument5 pagesYORK K OIL Material Safety Data SheetMunishNo ratings yet
- Confix HVDocument1 pageConfix HVGian ArevaloNo ratings yet
- DME ProcessDocument5 pagesDME ProcessAndres FragosoNo ratings yet
- Ucalgary 2020 Du StevenDocument65 pagesUcalgary 2020 Du StevenmnasiroleslamiNo ratings yet
- 2011 Final AnswerDocument8 pages2011 Final Answerxuan1002No ratings yet
- DVC 99wierDocument2 pagesDVC 99wierMohamed ElmakkyNo ratings yet
- A Pseudo 3D Analysis of The Indentation Rolling Resistance ProblemDocument12 pagesA Pseudo 3D Analysis of The Indentation Rolling Resistance ProblemPetros IosifidisNo ratings yet
- Formula Sheet Thermodynamics Cengel PaDocument3 pagesFormula Sheet Thermodynamics Cengel PaonatbrossNo ratings yet
- Cópia de Column-Beam Bolted Splice Calculation - ASD AISC 9th - 22-Ago-2017Document19 pagesCópia de Column-Beam Bolted Splice Calculation - ASD AISC 9th - 22-Ago-2017cludioNo ratings yet
- Magnetically Impelled Arc Butt WeldingDocument23 pagesMagnetically Impelled Arc Butt WeldingMutiara Monica100% (1)
- Air DryersDocument99 pagesAir Dryersapi-384214360% (5)
- Cold Storage SlidesDocument37 pagesCold Storage Slidesbal singh ranaNo ratings yet