You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Hack WhatsappDocument4 pagesHack WhatsappKittupkl67% (3)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Study Water Distribution Using EPANET SoftwareDocument9 pagesStudy Water Distribution Using EPANET SoftwareMichelle ErasmusNo ratings yet
- Chandigarh Presentation TPDocument29 pagesChandigarh Presentation TPsanNo ratings yet
- MAG EYE Townhouse BriefDocument25 pagesMAG EYE Townhouse BriefChino Estoque FragataNo ratings yet
- Presentation 123Document1 pagePresentation 123Anand TatteNo ratings yet
- RRRRRR RRRRRRR RRRRRRRDocument1 pageRRRRRR RRRRRRR RRRRRRRAnand TatteNo ratings yet
- Egg Shape Tunnel Is Best Suitable For: (A) Road Way (B) Sewer Line (C) Railway (D) All The AboveDocument1 pageEgg Shape Tunnel Is Best Suitable For: (A) Road Way (B) Sewer Line (C) Railway (D) All The AboveAnand TatteNo ratings yet
- Egg Shape Tunnel Is Best Suitable For: (A) Road Way (B) Sewer Line (C) Railway (D) All The AboveDocument1 pageEgg Shape Tunnel Is Best Suitable For: (A) Road Way (B) Sewer Line (C) Railway (D) All The AboveAnand TatteNo ratings yet
- Central List of Obcs For The State of Madhya Pradesh Entry No Caste/ Community Resolution No. & DateDocument7 pagesCentral List of Obcs For The State of Madhya Pradesh Entry No Caste/ Community Resolution No. & Datepawan bathamNo ratings yet
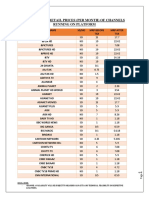
- A La Carte Rates - 16-01-2020Document8 pagesA La Carte Rates - 16-01-2020Anand TatteNo ratings yet
- Introduction to Bridge Foundation TypesDocument21 pagesIntroduction to Bridge Foundation TypesAnand TatteNo ratings yet
- Presentation 123Document1 pagePresentation 123Anand TatteNo ratings yet
- Presentation 123Document1 pagePresentation 123Anand TatteNo ratings yet
- A La Carte Rates - 16-01-2020Document8 pagesA La Carte Rates - 16-01-2020Anand TatteNo ratings yet
- Foundation TypesDocument26 pagesFoundation TypesAnand TatteNo ratings yet
- TVS JupiterDocument7 pagesTVS JupiterAnand TatteNo ratings yet
- Strata Becom - Es Uneconom - Ical, Not OnlyDocument1 pageStrata Becom - Es Uneconom - Ical, Not OnlyAnand TatteNo ratings yet
- Foundation TypesDocument26 pagesFoundation TypesAnand TatteNo ratings yet
- AgdsahdgasDocument1 pageAgdsahdgasAnand TatteNo ratings yet
- Yhufhdfjkghekghdfklgdflkgjldfkgasdjk Fhasdjkfbmb SCS) DFSHFDFKLHKLDFGHDFKLGVNDFJKVSDFJKLVHSDDocument1 pageYhufhdfjkghekghdfklgdflkgjldfkgasdjk Fhasdjkfbmb SCS) DFSHFDFKLHKLDFGHDFKLGVNDFJKVSDFJKLVHSDAnand TatteNo ratings yet
- TTTTTDocument1 pageTTTTTAnand TatteNo ratings yet
- 222669Document144 pages222669Anand TatteNo ratings yet
- SFSGHDFGLDHFNDGF FGHDFGHDFJKLGHLKGDJFKLGH GJKLDJHKLGGHGKLJKGF HG 565658653Document1 pageSFSGHDFGLDHFNDGF FGHDFGHDFJKLGHLKGDJFKLGH GJKLDJHKLGGHGKLJKGF HG 565658653Anand TatteNo ratings yet
- AaaaaaaaaaaaaaaaaaaDocument1 pageAaaaaaaaaaaaaaaaaaaAnand TatteNo ratings yet
- TVS JupiterDocument7 pagesTVS JupiterAnand TatteNo ratings yet
- AaaaaaaaaDocument1 pageAaaaaaaaaAnand TatteNo ratings yet
- AaaaaaaaaaaaaaaaaaaDocument1 pageAaaaaaaaaaaaaaaaaaaAnand TatteNo ratings yet
- RRRRRR RRRRRRR RRRRRRRDocument1 pageRRRRRR RRRRRRR RRRRRRRAnand TatteNo ratings yet
- Read Me Before InstallDocument1 pageRead Me Before InstallAnand TatteNo ratings yet
- Submitted in Partial Fulfillment of The RequirementDocument31 pagesSubmitted in Partial Fulfillment of The RequirementAnand TatteNo ratings yet
- Layouts and Types of Water Distribution SystemsDocument43 pagesLayouts and Types of Water Distribution SystemsPausePlay100% (1)
- Ujjain Underground Sewerage Project ReportDocument73 pagesUjjain Underground Sewerage Project ReportAnand TatteNo ratings yet
- Fitbit CaseAnalysisDocument5 pagesFitbit CaseAnalysisCHIRAG NARULANo ratings yet
- ME 439 Refrigeration and Air ConditioningDocument3 pagesME 439 Refrigeration and Air ConditioningMuhammad AliNo ratings yet
- Ac Smart Premium: PQCSW421E0ADocument1 pageAc Smart Premium: PQCSW421E0Aphyo7799No ratings yet
- Soal Us Mulok Bahasa Inggris SDDocument4 pagesSoal Us Mulok Bahasa Inggris SDukasyah abdurrahmanNo ratings yet
- 2017 Laureates Rafael Aranda, Carme Pigem and Ramon Vilalta Spain Media KitDocument26 pages2017 Laureates Rafael Aranda, Carme Pigem and Ramon Vilalta Spain Media KitManu ChackoNo ratings yet
- Elenel G. Estaris: Profesional SummaryDocument7 pagesElenel G. Estaris: Profesional SummaryElenel EstarisNo ratings yet
- HP Color Laserjet Pro MFP M477 Series: Stunning Speed. Solid SecurityDocument5 pagesHP Color Laserjet Pro MFP M477 Series: Stunning Speed. Solid Securitygem lihanshNo ratings yet
- Tldhighlights2013 2014Document8 pagesTldhighlights2013 2014sharma5544No ratings yet
- Operation Manual Telairity SD HD Encoder Setup Manual-EDocument65 pagesOperation Manual Telairity SD HD Encoder Setup Manual-ETechne Phobos100% (2)
- Huawei HCNA-VC Certification TrainingDocument3 pagesHuawei HCNA-VC Certification TrainingArvind JainNo ratings yet
- Structural Behaviour of Cold-Formed Thin-Walled Short Steel Channel Columns at Elevated Temperatures. Part 2 Design Calculations and Numerical AnDocument2 pagesStructural Behaviour of Cold-Formed Thin-Walled Short Steel Channel Columns at Elevated Temperatures. Part 2 Design Calculations and Numerical AnReaditReaditNo ratings yet
- Nucor Grating Catalogue 2015Document64 pagesNucor Grating Catalogue 2015Dan Dela PeñaNo ratings yet
- AutoCAD System VariablesDocument11 pagesAutoCAD System VariablesAllan David100% (1)
- Shantiniketan Residential BrochureDocument15 pagesShantiniketan Residential BrochureKapil AditaniNo ratings yet
- Plans List 18 March 13Document8 pagesPlans List 18 March 13SophieCorlessNo ratings yet
- Building Regulations - Explanatory BookletDocument62 pagesBuilding Regulations - Explanatory BookletPrattyNo ratings yet
- Housekeeping Work CardsDocument15 pagesHousekeeping Work Cardsmanish sharma33% (3)
- FidelisUserGuide 60Document158 pagesFidelisUserGuide 60T AnnapooraniNo ratings yet
- FCU Acoustic Guide Nov09 PDFDocument18 pagesFCU Acoustic Guide Nov09 PDFprasathinusaNo ratings yet
- Manual SurePOS 4810-x4xDocument23 pagesManual SurePOS 4810-x4xAlex Garcia DiazNo ratings yet
- Index To SpecificationDocument29 pagesIndex To Specificationsat palNo ratings yet
- Certificate of Product Approval: TRIMO D.O.ODocument2 pagesCertificate of Product Approval: TRIMO D.O.Oprimoz1No ratings yet
- Laboratory Exercise 1: Using An Altera Nios II SystemDocument12 pagesLaboratory Exercise 1: Using An Altera Nios II SystemNam TômNo ratings yet
- GGI FGI Lumismart Educational 120v PDFDocument2 pagesGGI FGI Lumismart Educational 120v PDFromaoj671No ratings yet
- Broad Brand Abnd WimaxDocument14 pagesBroad Brand Abnd WimaxShariful Islam ShaheenNo ratings yet
- Ahmad Azril Fahriz - English For Architecture Final TestDocument6 pagesAhmad Azril Fahriz - English For Architecture Final TestAhmad Azril FahrizNo ratings yet
- Yokogawa ManualDocument60 pagesYokogawa ManualBrijesh SrivastavNo ratings yet