You might also like
- Lecture 5 Strengthening Mechanisms LecDocument17 pagesLecture 5 Strengthening Mechanisms LecLeencie SandeNo ratings yet
- Chapter 9d FractureDocument70 pagesChapter 9d FracturenaveenaNo ratings yet
- INVESTMENT CASTING DESIGN GUIDEDocument27 pagesINVESTMENT CASTING DESIGN GUIDENisha Singh100% (1)
- Solidification Lecture 2Document32 pagesSolidification Lecture 2Shabid AshrafNo ratings yet
- A Brief Outline of Iron Making NotesDocument27 pagesA Brief Outline of Iron Making NotesEzronMasekoNo ratings yet
- Unit 3 &4 Question BankDocument4 pagesUnit 3 &4 Question BankcprabhakaranNo ratings yet
- BARC interview notes for mechanical and physical metallurgyDocument6 pagesBARC interview notes for mechanical and physical metallurgyrajeshNo ratings yet
- Metal Casting TechniquesDocument81 pagesMetal Casting TechniquesAshok PradhanNo ratings yet
- Types of Methods of Powder Production:: Physico Chemical Processes Are As UnderDocument11 pagesTypes of Methods of Powder Production:: Physico Chemical Processes Are As UnderDevashish JoshiNo ratings yet
- Unit 2-Chapter 6 - Heat Treatment of MetalsDocument55 pagesUnit 2-Chapter 6 - Heat Treatment of Metalssainath reddy kesam reddyNo ratings yet
- Engineering Materials and Metallurgy QBDocument13 pagesEngineering Materials and Metallurgy QBParamasivam VeerappanNo ratings yet
- Casting Technology 04Document11 pagesCasting Technology 04Sreekumar RajendrababuNo ratings yet
- Chapter 10 Casting IDocument38 pagesChapter 10 Casting IMinhaj UllahNo ratings yet
- 0913HPC Lowres PDFDocument84 pages0913HPC Lowres PDFkazzam41No ratings yet
- Answers To Materials and Heat Treatment Board Exam Review QuestionsDocument3 pagesAnswers To Materials and Heat Treatment Board Exam Review Questionsrex tanongNo ratings yet
- Chills and gating systems in metal castingDocument22 pagesChills and gating systems in metal castingMurali83% (6)
- Lab. Plan - IME 454 Maintenance Engineering & Management Experiment # TopicDocument2 pagesLab. Plan - IME 454 Maintenance Engineering & Management Experiment # TopicImdad JalaliNo ratings yet
- GATE MT 2018 Paper With Solution - AskmemetallurgyDocument37 pagesGATE MT 2018 Paper With Solution - AskmemetallurgySivanuja100% (1)
- 2 Thermodynamics & KineticsDocument71 pages2 Thermodynamics & KineticssmrutiNo ratings yet
- Foundry I - Complete Lab Manual at WWW.07MET - TKDocument18 pagesFoundry I - Complete Lab Manual at WWW.07MET - TKAnil Kumar100% (1)
- Engineering Materials & Metallurgy Question BankDocument7 pagesEngineering Materials & Metallurgy Question BankJOHN PAUL V67% (3)
- Phase Transformation of Fe-Fe3CDocument77 pagesPhase Transformation of Fe-Fe3CAhmat Safa'at100% (2)
- Plastic Deformation of Single Crystals ExplainedDocument42 pagesPlastic Deformation of Single Crystals ExplainedNaresh DeshpandeNo ratings yet
- Solidification of Metals (To Be Completed) : Prof. H. K. Khaira Professor, Deptt. of MSME M.A.N.I.T., BhopalDocument62 pagesSolidification of Metals (To Be Completed) : Prof. H. K. Khaira Professor, Deptt. of MSME M.A.N.I.T., BhopalIndranil Bhattacharyya100% (1)
- Vinodhini B. - Mercury PorosimetryDocument35 pagesVinodhini B. - Mercury PorosimetryHarry JakeNo ratings yet
- Chapter 9 (Cleaning and Fettling of Castings), 2003Document32 pagesChapter 9 (Cleaning and Fettling of Castings), 2003Desalegn DgaNo ratings yet
- Solid solutions explainedDocument14 pagesSolid solutions explainedMirza MohammadNo ratings yet
- Metals: Review QuestionsDocument5 pagesMetals: Review QuestionsKhaled ShaabanNo ratings yet
- Isostatic PressingDocument4 pagesIsostatic PressingBelma HasanovicNo ratings yet
- Polymer Processing-3Document25 pagesPolymer Processing-3andrijanto12350% (2)
- Assignment For UNIT IDocument2 pagesAssignment For UNIT IParamasivam VeerappanNo ratings yet
- Casting Solidification ProcessDocument33 pagesCasting Solidification ProcessGosaye Desalegn100% (1)
- HHP.fflo~.f..tpoo/'W S'06: 1 FN:AN201lAD301(1401Document14 pagesHHP.fflo~.f..tpoo/'W S'06: 1 FN:AN201lAD301(1401Bipin BabuNo ratings yet
- 0 Introduction To MetalDocument139 pages0 Introduction To MetalMichael TanjayaNo ratings yet
- Abrasion-Resistant Cast Irons1 PDFDocument1 pageAbrasion-Resistant Cast Irons1 PDFjlplazaolaNo ratings yet
- Lecture 5 - Crystal Defects-Dislocations - 2 PDFDocument53 pagesLecture 5 - Crystal Defects-Dislocations - 2 PDFArpit Pradhan100% (1)
- Manufacturing MCQDocument5 pagesManufacturing MCQJustice RaoNo ratings yet
- Dislocations and Plastic Deformation MechanismsDocument17 pagesDislocations and Plastic Deformation MechanismsSiDh SmjNo ratings yet
- Solidification ShrinkageDocument16 pagesSolidification ShrinkageSherif El-soudyNo ratings yet
- Engineering Materials PDFDocument55 pagesEngineering Materials PDFChin MandatoNo ratings yet
- Recovery Recrystallization Grain GrowthDocument15 pagesRecovery Recrystallization Grain Growthteju1996coolNo ratings yet
- Non Conventional Machining ProcessesDocument143 pagesNon Conventional Machining Processesmahesh100% (2)
- Material Science - Properties of MaterialsDocument13 pagesMaterial Science - Properties of MaterialsBlessings James Bwalya100% (1)
- Dokumen - Tips Fundamentals of Modern Manufacturing 4th Solution ManualDocument25 pagesDokumen - Tips Fundamentals of Modern Manufacturing 4th Solution ManualNguyễn Đức MạnhNo ratings yet
- Chapter 11 (Foundry Modernization and Mechanization) 2003Document10 pagesChapter 11 (Foundry Modernization and Mechanization) 2003gere33% (3)
- Heat TreatmentDocument24 pagesHeat TreatmentOlanrewaju Slyman Damilola100% (1)
- Application of Integrated Taguchi and TOPSIS Method For Optimization of Process Parameters For Dimensional Accuracy in Turning of EN25 SteelDocument9 pagesApplication of Integrated Taguchi and TOPSIS Method For Optimization of Process Parameters For Dimensional Accuracy in Turning of EN25 SteelKenan MuhamedagicNo ratings yet
- IE252 Manufacturing Processes Lab ManualDocument39 pagesIE252 Manufacturing Processes Lab ManualGosaye DesalegnNo ratings yet
- Moulding ProcessesDocument10 pagesMoulding ProcessesChinmay Das67% (3)
- Slides - 4Document55 pagesSlides - 4Rahul PandeyNo ratings yet
- Material Lab Manual Experiments January2016 1Document47 pagesMaterial Lab Manual Experiments January2016 1gosaye desalegn100% (2)
- Lec3-Dislocation, Slip Systems and TwiningDocument32 pagesLec3-Dislocation, Slip Systems and Twiningsamurai7_77No ratings yet
- MD Design ConsiderationDocument18 pagesMD Design ConsiderationjhpatelNo ratings yet
- Chapter 11 Foundry Modernization and Mechanization 2003 PPTDocument16 pagesChapter 11 Foundry Modernization and Mechanization 2003 PPTDesalegn DgaNo ratings yet
- Presented By, Uma .B. S Ii Sem Mtech (1MS11MSC013) Department of Mechanical EngineeringDocument18 pagesPresented By, Uma .B. S Ii Sem Mtech (1MS11MSC013) Department of Mechanical EngineeringJyoti Sharma100% (1)
- Metal Casting & Welding 15Me35ADocument20 pagesMetal Casting & Welding 15Me35ASHEKHARAPPA MALLURNo ratings yet
- Metal Casting & Welding 15Me35ADocument20 pagesMetal Casting & Welding 15Me35A01061975No ratings yet
- Grains Structure of IngotsDocument6 pagesGrains Structure of Ingotshayder1920No ratings yet
- Module 3Document17 pagesModule 3sathwikkumasamaNo ratings yet
- ManganeseDocument12 pagesManganeseTeka KamNo ratings yet
- Stress (Mechanics)Document12 pagesStress (Mechanics)Teka KamNo ratings yet
- Tensor: T, Which Takes A Direction V As Input and Produces The Stress TDocument16 pagesTensor: T, Which Takes A Direction V As Input and Produces The Stress TTeka KamNo ratings yet
- Albert CamusDocument13 pagesAlbert CamusTeka KamNo ratings yet
- Amorphous MetalDocument5 pagesAmorphous MetalTeka KamNo ratings yet
- Joint DislocationDocument7 pagesJoint DislocationTeka KamNo ratings yet
- High Entropy AlloysDocument8 pagesHigh Entropy AlloysTeka KamNo ratings yet
- Amorphous MetalDocument5 pagesAmorphous MetalTeka KamNo ratings yet
- Joint DislocationDocument7 pagesJoint DislocationTeka KamNo ratings yet
- Micro FabricationDocument6 pagesMicro FabricationTeka KamNo ratings yet
- Joint DislocationDocument7 pagesJoint DislocationTeka KamNo ratings yet
- Stacking Fault: Stacking Faults in SemiconductorsDocument1 pageStacking Fault: Stacking Faults in SemiconductorsTeka KamNo ratings yet
- Laves PhaseDocument2 pagesLaves PhaseTeka KamNo ratings yet
- Matrix (Mathematics)Document19 pagesMatrix (Mathematics)Teka KamNo ratings yet
- Fermi LevelDocument7 pagesFermi LevelTeka KamNo ratings yet
- Matrix (Mathematics)Document19 pagesMatrix (Mathematics)Teka KamNo ratings yet
- Phonon: Lattice DynamicsDocument11 pagesPhonon: Lattice DynamicsTeka KamNo ratings yet
- Trib OlogyDocument6 pagesTrib OlogyTeka KamNo ratings yet
- Bending (Metalworking)Document8 pagesBending (Metalworking)Teka KamNo ratings yet
- HypothesisDocument6 pagesHypothesisTeka KamNo ratings yet
- Rolling (Metalworking)Document12 pagesRolling (Metalworking)Teka KamNo ratings yet
- ExtrusionDocument11 pagesExtrusionTeka KamNo ratings yet
- Thin Film: From Wikipedia, The Free EncyclopediaDocument7 pagesThin Film: From Wikipedia, The Free EncyclopediaTeka KamNo ratings yet
- Simultaneous Equations: Teachers Teaching With Technology T ScotlandDocument4 pagesSimultaneous Equations: Teachers Teaching With Technology T ScotlandTeka KamNo ratings yet
- From Wikipedia, The Free EncyclopediaDocument8 pagesFrom Wikipedia, The Free EncyclopediaTeka KamNo ratings yet
- 11 Steps To Structuring A Science Paper Editors Will Take SeriouslyDocument16 pages11 Steps To Structuring A Science Paper Editors Will Take SeriouslyalamtareqNo ratings yet
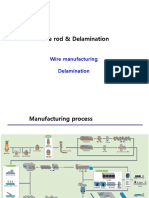
- Wire Rod Delamination Causes and PreventionDocument71 pagesWire Rod Delamination Causes and PreventionTeka KamNo ratings yet
- PolaronDocument7 pagesPolaronTeka KamNo ratings yet
- Particle PhysicsDocument6 pagesParticle PhysicsTeka KamNo ratings yet
- DIY Homemade HHO Hydrogen Generator - RMCyberneticsDocument6 pagesDIY Homemade HHO Hydrogen Generator - RMCyberneticsharisaryono100% (1)
- Design and Analysis of Tension MemberDocument29 pagesDesign and Analysis of Tension MemberJhianne Dulpina RoqueNo ratings yet
- p608 PDFDocument8 pagesp608 PDFMohamed TabetNo ratings yet
- Green Composites: An OverviewDocument11 pagesGreen Composites: An OverviewAyushNo ratings yet
- WG 101Document1 pageWG 101'Lampa'No ratings yet
- PIDILITE FEVICOL SHDocument2 pagesPIDILITE FEVICOL SHnafis haider60% (5)
- Honel A SeriesDocument6 pagesHonel A SeriesAustin WilsonNo ratings yet
- In-Situ Rock StressesDocument16 pagesIn-Situ Rock StressesAslam KhanNo ratings yet
- 1.5 Reservoir Drilling FluidsDocument39 pages1.5 Reservoir Drilling FluidsThắng NguyễnNo ratings yet
- Textile Apparel Ecological Safety Quality V9 - 3Document21 pagesTextile Apparel Ecological Safety Quality V9 - 3mmbNo ratings yet
- Dyeing Process of Cotton Fabric With Reactive DyesDocument6 pagesDyeing Process of Cotton Fabric With Reactive DyesMianAbrarAnjumNo ratings yet
- Painting Procedure For Structural Steel Rev 00Document13 pagesPainting Procedure For Structural Steel Rev 00Ranjan KumarNo ratings yet
- Adilabad ROB SCHDocument17 pagesAdilabad ROB SCHKota RavichandNo ratings yet
- k3) Luxatherm5600 7954Document2 pagesk3) Luxatherm5600 7954Syed FaridNo ratings yet
- Ar-Bt5 RSW Mt-02 Dela CruzDocument11 pagesAr-Bt5 RSW Mt-02 Dela CruzMark Aldrin Dela CruzNo ratings yet
- LNG Light Hydrocarbon Separation with Cryogenic Energy UtilizationDocument4 pagesLNG Light Hydrocarbon Separation with Cryogenic Energy UtilizationphantanthanhNo ratings yet
- Bronze Castings For Bridges and TurntablesDocument4 pagesBronze Castings For Bridges and TurntablesmatiullahNo ratings yet
- HHD-S Cavity anchor installation guideDocument2 pagesHHD-S Cavity anchor installation guideIngeniero Miguel VillarroelNo ratings yet
- Dextra Prestressing Bar Rev 11 Oct 2016Document14 pagesDextra Prestressing Bar Rev 11 Oct 2016Natthawut CheencharoenNo ratings yet
- Aramco US Vendors For P F FDocument1 pageAramco US Vendors For P F Fhemantmech099200No ratings yet
- Asme b31.3 InterpretationsDocument18 pagesAsme b31.3 InterpretationsMallela Sampath KumarNo ratings yet
- Bfe FM200 Epfs 000 02 V.0Document52 pagesBfe FM200 Epfs 000 02 V.0SajjadNo ratings yet
- Designer Brick Brochure WEBDocument28 pagesDesigner Brick Brochure WEBdirtapatroNo ratings yet
- Virtual Lab Bending Test AnalysisDocument12 pagesVirtual Lab Bending Test AnalysisDKM3C-F1056-PRAVINESHNo ratings yet
- 2019 Y5 Work Book 1 (Practical 3) SolutionsDocument9 pages2019 Y5 Work Book 1 (Practical 3) SolutionsChenluyingNo ratings yet
- Design and Manufacturing Guideline For Aerospace CompositesDocument11 pagesDesign and Manufacturing Guideline For Aerospace CompositesBrice_ParmentierNo ratings yet
- FME-2021-0403 Proof HiDocument41 pagesFME-2021-0403 Proof HiAsif EqubalNo ratings yet
- Safety Data Sheet for Penguard HB - Comp. ADocument5 pagesSafety Data Sheet for Penguard HB - Comp. ABalasubramanian AnanthNo ratings yet
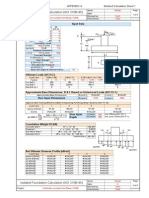
- Isolated Foundation Calculation (ACI 318M-95) : Input DataDocument5 pagesIsolated Foundation Calculation (ACI 318M-95) : Input DataJuan CarlosNo ratings yet
- Materials 13 04965Document14 pagesMaterials 13 04965paulo passeiosNo ratings yet
- The Maker's Field Guide: The Art & Science of Making Anything ImaginableFrom EverandThe Maker's Field Guide: The Art & Science of Making Anything ImaginableNo ratings yet
- Functional Safety from Scratch: A Practical Guide to Process Industry ApplicationsFrom EverandFunctional Safety from Scratch: A Practical Guide to Process Industry ApplicationsNo ratings yet
- Artificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureFrom EverandArtificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureRating: 4.5 out of 5 stars4.5/5 (2)
- Transformed: Moving to the Product Operating ModelFrom EverandTransformed: Moving to the Product Operating ModelRating: 4 out of 5 stars4/5 (1)
- Design for How People Think: Using Brain Science to Build Better ProductsFrom EverandDesign for How People Think: Using Brain Science to Build Better ProductsRating: 4 out of 5 stars4/5 (8)
- Trevor Kletz Compendium: His Process Safety Wisdom Updated for a New GenerationFrom EverandTrevor Kletz Compendium: His Process Safety Wisdom Updated for a New GenerationNo ratings yet
- Nutritional and Therapeutic Interventions for Diabetes and Metabolic SyndromeFrom EverandNutritional and Therapeutic Interventions for Diabetes and Metabolic SyndromeNo ratings yet
- Guidelines for Implementing Process Safety ManagementFrom EverandGuidelines for Implementing Process Safety ManagementNo ratings yet
- Introduction to Petroleum Process SafetyFrom EverandIntroduction to Petroleum Process SafetyRating: 3 out of 5 stars3/5 (2)
- Rules of Thumb for Maintenance and Reliability EngineersFrom EverandRules of Thumb for Maintenance and Reliability EngineersRating: 4.5 out of 5 stars4.5/5 (12)
- A Poison Like No Other: How Microplastics Corrupted Our Planet and Our BodiesFrom EverandA Poison Like No Other: How Microplastics Corrupted Our Planet and Our BodiesRating: 5 out of 5 stars5/5 (1)
- Nir Eyal's Hooked: Proven Strategies for Getting Up to Speed Faster and Smarter SummaryFrom EverandNir Eyal's Hooked: Proven Strategies for Getting Up to Speed Faster and Smarter SummaryRating: 4 out of 5 stars4/5 (5)
- Guidelines for Auditing Process Safety Management SystemsFrom EverandGuidelines for Auditing Process Safety Management SystemsNo ratings yet
- The Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsFrom EverandThe Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsNo ratings yet
- The User's Journey: Storymapping Products That People LoveFrom EverandThe User's Journey: Storymapping Products That People LoveRating: 3.5 out of 5 stars3.5/5 (8)
- 507 Mechanical Movements: Mechanisms and DevicesFrom Everand507 Mechanical Movements: Mechanisms and DevicesRating: 4 out of 5 stars4/5 (28)
- Understanding Automotive Electronics: An Engineering PerspectiveFrom EverandUnderstanding Automotive Electronics: An Engineering PerspectiveRating: 3.5 out of 5 stars3.5/5 (16)
- Guidelines for Initiating Events and Independent Protection Layers in Layer of Protection AnalysisFrom EverandGuidelines for Initiating Events and Independent Protection Layers in Layer of Protection AnalysisRating: 5 out of 5 stars5/5 (1)
- Delft Design Guide -Revised edition: Perspectives- Models - Approaches - MethodsFrom EverandDelft Design Guide -Revised edition: Perspectives- Models - Approaches - MethodsNo ratings yet
- Safety Fundamentals and Best Practices in Construction IndustryFrom EverandSafety Fundamentals and Best Practices in Construction IndustryNo ratings yet
- Incidents That Define Process SafetyFrom EverandIncidents That Define Process SafetyNo ratings yet
- Inherently Safer Chemical Processes: A Life Cycle ApproachFrom EverandInherently Safer Chemical Processes: A Life Cycle ApproachRating: 5 out of 5 stars5/5 (1)
- Operational Amplifier Circuits: Analysis and DesignFrom EverandOperational Amplifier Circuits: Analysis and DesignRating: 4.5 out of 5 stars4.5/5 (2)
- A Complete Guide to Safety Officer Interview Questions and AnswersFrom EverandA Complete Guide to Safety Officer Interview Questions and AnswersRating: 4 out of 5 stars4/5 (1)