You might also like
- Basic Mechanical-ReqrmntDocument14 pagesBasic Mechanical-Reqrmntadel rihanaNo ratings yet
- Nanotechnologies and Nano Materials in Welding Production ReviewDocument5 pagesNanotechnologies and Nano Materials in Welding Production ReviewVIJAY KUMARNo ratings yet
- Who Is An Engineer 119945034453490 4Document22 pagesWho Is An Engineer 119945034453490 4Alito MagalhaesNo ratings yet
- 1113 Maintenance of PRVDocument63 pages1113 Maintenance of PRVhardito sussatrioNo ratings yet
- Tech. Spec. For VesselsDocument6 pagesTech. Spec. For Vesselssanjay421No ratings yet
- Installation Design and Back Pressure CompensationDocument0 pagesInstallation Design and Back Pressure CompensationDana GuerreroNo ratings yet
- Safe Lifting PracticeDocument2 pagesSafe Lifting Practicevijuindia1111No ratings yet
- Mechanical Completion Procedure for HPCL Visakh ProjectDocument18 pagesMechanical Completion Procedure for HPCL Visakh ProjectLegend AnbuNo ratings yet
- A. Major Causes of Construction Site AccidentsDocument6 pagesA. Major Causes of Construction Site AccidentsAlyzza Mae AngkahanNo ratings yet
- BU48A02B00 00E N - 007 (ProSafe ProjRef)Document12 pagesBU48A02B00 00E N - 007 (ProSafe ProjRef)Broken WindowNo ratings yet
- Open Book PortionDocument6 pagesOpen Book Portionvishal bailurNo ratings yet
- CFI Rim Seal Fire Protection PDFDocument2 pagesCFI Rim Seal Fire Protection PDFmohamed fanouchNo ratings yet
- Sanchit Kapil (CV)Document4 pagesSanchit Kapil (CV)Sanchit KapilNo ratings yet
- Lamination Recipe-700mmDocument1 pageLamination Recipe-700mmSai PrasathNo ratings yet
- Esh ManualDocument31 pagesEsh Manualkirandevi1981No ratings yet
- Traffic Management Plan ExampleDocument85 pagesTraffic Management Plan ExampleAbdul Malik YacobNo ratings yet
- Repair pipeline defects using Hot TappingDocument11 pagesRepair pipeline defects using Hot Tappingعزت عبد المنعمNo ratings yet
- Hose Quotation List: Description Quantity SpecificationDocument1 pageHose Quotation List: Description Quantity SpecificationLegend AnbuNo ratings yet
- Inspection of Static & Rotating Equipment InstallationDocument3 pagesInspection of Static & Rotating Equipment InstallationNaiyer KarimiNo ratings yet
- DBBVDocument29 pagesDBBVsanchay2503No ratings yet
- HSE 2012-Tutorial 2 & SolutionDocument4 pagesHSE 2012-Tutorial 2 & SolutionHarashta HanivNo ratings yet
- Saudi Aramco Inspection Checklist: Storage & Preservation of Fireclay Bricks & Mortar SAIC-N-2038 15-Dec-09 MechDocument1 pageSaudi Aramco Inspection Checklist: Storage & Preservation of Fireclay Bricks & Mortar SAIC-N-2038 15-Dec-09 MechaamirapiNo ratings yet
- Welding Carbon Steels Thesis PDFDocument285 pagesWelding Carbon Steels Thesis PDFstanyeahNo ratings yet
- PSBR 1 TemplateDocument2 pagesPSBR 1 TemplatesathishNo ratings yet
- A. O. Univ.-Prof. Dipl.-Ing. Dr. Mont. Erich Folkhard (Auth.) - Welding Metallurgy of Stainless Steels-Springer-Verlag Wien (1988)Document288 pagesA. O. Univ.-Prof. Dipl.-Ing. Dr. Mont. Erich Folkhard (Auth.) - Welding Metallurgy of Stainless Steels-Springer-Verlag Wien (1988)Graylab Technologies100% (1)
- Interpretations ASME B31.3Document338 pagesInterpretations ASME B31.3Claudenir AlvesNo ratings yet
- Isa 540Document100 pagesIsa 540Maxim50% (2)
- RSP - ALL - WI0573 - CC Permit To Work Management - Appendix 01Document1 pageRSP - ALL - WI0573 - CC Permit To Work Management - Appendix 01sani priadi100% (1)
- Factors Affecting Variable Weld PenetrationDocument32 pagesFactors Affecting Variable Weld PenetrationRodney Vitorino DiasNo ratings yet
- Indian Standard: Carbon Steel Castings For General Engineering Purposes - SpecificationDocument8 pagesIndian Standard: Carbon Steel Castings For General Engineering Purposes - SpecificationchepurthiNo ratings yet
- Urea Paper 2c Bartelli PDFDocument7 pagesUrea Paper 2c Bartelli PDFIrwan NugrahaNo ratings yet
- Safe Upper and Lower Limits - Understanding & DocumentingDocument26 pagesSafe Upper and Lower Limits - Understanding & DocumentingAshish JainNo ratings yet
- Confined Space: An Overview of OSHA Standards and Confined Space HazardsDocument35 pagesConfined Space: An Overview of OSHA Standards and Confined Space HazardsIssac BennyNo ratings yet
- حقيبة الرسم الفني لتقنية اللحام PDFDocument63 pagesحقيبة الرسم الفني لتقنية اللحام PDFmahmoud aliNo ratings yet
- Installation & Testing of OPGW & UGNMFOC at Uthmaniyah GOSP-10Document10 pagesInstallation & Testing of OPGW & UGNMFOC at Uthmaniyah GOSP-10Subhash Chekka SEC 115KV ProjectNo ratings yet
- 2013aicheammoniasafetysymposiumquestions AnswersDocument27 pages2013aicheammoniasafetysymposiumquestions AnswersRindeshNo ratings yet
- CHIRANJEEVIDocument38 pagesCHIRANJEEVIshanmukhpavantejNo ratings yet
- HYDROTESTDocument144 pagesHYDROTESTJean GheorgheNo ratings yet
- Electrical First Aid AwarenessDocument16 pagesElectrical First Aid AwarenessAkinwande QuadriNo ratings yet
- Request for Inspection & TestDocument3 pagesRequest for Inspection & TestYusufNo ratings yet
- Hot WorkDocument5 pagesHot WorkjhoniNo ratings yet
- Inspection OF Fired Heaters: For Restricted CirulationDocument59 pagesInspection OF Fired Heaters: For Restricted Cirulationasif rahim100% (1)
- Catalyst Loading Work InstructionDocument4 pagesCatalyst Loading Work Instructionvishal bailurNo ratings yet
- SAUDI ARAMCO Scraper Trap Installation ChecklistDocument9 pagesSAUDI ARAMCO Scraper Trap Installation ChecklistphilipyapNo ratings yet
- Management of Change of Chemical Process Control SystemsDocument7 pagesManagement of Change of Chemical Process Control SystemsVinh Do ThanhNo ratings yet
- Swanson's 30-40-30 RuleDocument9 pagesSwanson's 30-40-30 RulePetro1111No ratings yet
- Asme Viii 1 - PWHT PDFDocument1 pageAsme Viii 1 - PWHT PDFGANGADHAR SAHUNo ratings yet
- ASME BPV Code Section VIII Division 1 TrainingDocument2 pagesASME BPV Code Section VIII Division 1 TrainingumeshNo ratings yet
- Form WorkDocument55 pagesForm WorkPallav Paban BaruahNo ratings yet
- Hazop-Gas Processing ComplexDocument2 pagesHazop-Gas Processing ComplexjavadNo ratings yet
- RP G103 2007Document82 pagesRP G103 2007Robert SmallwoodNo ratings yet
- Interpretation of IP15 in Process Plant Design: A Commonsense ApproachDocument8 pagesInterpretation of IP15 in Process Plant Design: A Commonsense ApproachAl Faruq ShinagaNo ratings yet
- Fem PPT 1Document41 pagesFem PPT 1RAHUL CRNo ratings yet
- Visual Acceptance CriteriaDocument4 pagesVisual Acceptance CriteriaRamzi BEN AHMEDNo ratings yet
- WFP 2-01-Att-1-R1Document3 pagesWFP 2-01-Att-1-R1Hakim 'n BilalNo ratings yet
- TVL-SMAW 12 - Week 5 - Lesson 2 - Acceptable Criteria For Completed WeldsDocument10 pagesTVL-SMAW 12 - Week 5 - Lesson 2 - Acceptable Criteria For Completed WeldsNelPalalonNo ratings yet
- 1.0 Acceptance Criteria For Completed WeldsDocument4 pages1.0 Acceptance Criteria For Completed WeldscfcshakerNo ratings yet
- Seccion 16 Abs SoldaduraDocument9 pagesSeccion 16 Abs SoldaduraRoberto DavilaNo ratings yet
- Table J2.4 Minimum Size of Fillet Welds: 2b. LimitationsDocument2 pagesTable J2.4 Minimum Size of Fillet Welds: 2b. LimitationsJen Tan100% (2)
- Ultraplus SSD DatasheetDocument2 pagesUltraplus SSD Datasheettoru101No ratings yet
- GBABB - PAOG - Brochure - Safety - SIL Methodology - 2012 PDFDocument24 pagesGBABB - PAOG - Brochure - Safety - SIL Methodology - 2012 PDFtoru101No ratings yet
- VW VAS 505x (5051, 5051B, 5052, 5053) SW - VAS505XX - UKD - V030Document238 pagesVW VAS 505x (5051, 5051B, 5052, 5053) SW - VAS505XX - UKD - V030toru101No ratings yet
- 2013 Aprilia Dorsoduro 750 ABS (2014)Document3 pages2013 Aprilia Dorsoduro 750 ABS (2014)toru101No ratings yet
- High performance anchor systems for easy installation and versatilityDocument38 pagesHigh performance anchor systems for easy installation and versatilitytoru101No ratings yet
- Fracasjune10 02 PDFDocument6 pagesFracasjune10 02 PDFtoru101No ratings yet
- 2.5 Eurovan MotorDocument154 pages2.5 Eurovan Motortoru101No ratings yet
- Guideline Lifting Lug DesignDocument10 pagesGuideline Lifting Lug Designye-kyaw-aung80% (10)
- Bccacatpln 2Document68 pagesBccacatpln 2toru101No ratings yet
- Design Manual For Structural Stainless Steel - CommentaryDocument105 pagesDesign Manual For Structural Stainless Steel - CommentaryRajeev DuaNo ratings yet
- Stainless Steel Grade Composition ChartDocument8 pagesStainless Steel Grade Composition Chart23OtterNo ratings yet
- Gorenc - Crane Runway Girders - 1976 PDFDocument24 pagesGorenc - Crane Runway Girders - 1976 PDFtoru101No ratings yet
- Atlas Engineering Metals HandbookDocument136 pagesAtlas Engineering Metals HandbookMatt KurtzeNo ratings yet
- Pipe Supports Plumbing FullDocument115 pagesPipe Supports Plumbing Fulltoru101No ratings yet
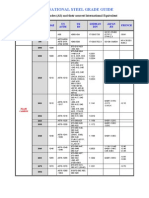
- Steel Grade GuideDocument1 pageSteel Grade Guidetoru101100% (1)
- Fatigue Testing PDFDocument76 pagesFatigue Testing PDFtoru101No ratings yet
- MartindaleDocument33 pagesMartindaleharleyxx100% (1)
- Loctitie Nordbak CeramicsDocument3 pagesLoctitie Nordbak Ceramicstoru101No ratings yet
- Piping and Pipesupport SystemsDocument174 pagesPiping and Pipesupport Systemstoru101No ratings yet
- Intermediate Fluid Mechanics (ME563 Course Notes)Document221 pagesIntermediate Fluid Mechanics (ME563 Course Notes)Dinaz Zenobia TamboliNo ratings yet
- Witt&Sohn Axial Flow FansDocument8 pagesWitt&Sohn Axial Flow Fanstoru101No ratings yet
- Y-Strainer IOM Rev A (03!26!18)Document6 pagesY-Strainer IOM Rev A (03!26!18)Dominic V. PantigNo ratings yet
- Pennant Purgadores PDFDocument101 pagesPennant Purgadores PDFDouglas TondelloNo ratings yet
- MIZU BRONZE & CAST IRON VALVE SPECSDocument1 pageMIZU BRONZE & CAST IRON VALVE SPECSPrima Fitra SaputraNo ratings yet
- User'S Design Requirements For Single Chamber Pressure VesselsDocument8 pagesUser'S Design Requirements For Single Chamber Pressure VesselspjsanchezmNo ratings yet
- Monitor Liquid Levels with KSR Magnetic Float SwitchesDocument36 pagesMonitor Liquid Levels with KSR Magnetic Float Switchesjugal rana100% (1)
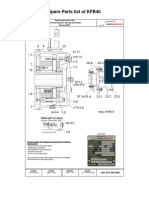
- KFB40 Spare Part BreakdownDocument2 pagesKFB40 Spare Part BreakdownrodrigomessiasNo ratings yet
- Rexroth PGH 3X Internal Gear Pump, Fixed Displacement re10227_2007-04Document24 pagesRexroth PGH 3X Internal Gear Pump, Fixed Displacement re10227_2007-04Vitória SamelinnyNo ratings yet
- BS en 1515-1Document13 pagesBS en 1515-1Fawad KazmiNo ratings yet
- TD OPTIFLUX4000 en 220106 4000525107 R10Document48 pagesTD OPTIFLUX4000 en 220106 4000525107 R10AugustoNo ratings yet
- Detail A: Shuqaiq 3 Independent Water ProjectDocument1 pageDetail A: Shuqaiq 3 Independent Water ProjectABAID ULLAHNo ratings yet
- AGS Gaskets TrainingDocument31 pagesAGS Gaskets TrainingMee WinNo ratings yet
- Stainless Steel Butterfly Valves for Chemical IndustriesDocument6 pagesStainless Steel Butterfly Valves for Chemical IndustriesRiswanda HimawanNo ratings yet
- BT PB Lm2500-Ind-248 R0Document11 pagesBT PB Lm2500-Ind-248 R0Daniil SerovNo ratings yet
- Technical Bulletin 3Document17 pagesTechnical Bulletin 3RANAIVOARIMANANANo ratings yet
- DME 1 Assignment 3Document3 pagesDME 1 Assignment 3AnilNo ratings yet
- Butterfly Valve, Connectors, Masks and Pressure Gauge DeliveryDocument15 pagesButterfly Valve, Connectors, Masks and Pressure Gauge DeliveryKasarachi AmadiNo ratings yet
- Sainitary Drainage SystemDocument10 pagesSainitary Drainage Systemajaydce05No ratings yet
- Praher 2013 Pool CatalogueDocument88 pagesPraher 2013 Pool CatalogueProfessional LinesNo ratings yet
- Flowserve D800 IOM PCN 75373613-0504Document37 pagesFlowserve D800 IOM PCN 75373613-0504Jorge Daniel Hernandez100% (1)
- XYR 6000 Wireless Pressure Transmitter: Differential Pressure Models Specification and Model Selection GuideDocument14 pagesXYR 6000 Wireless Pressure Transmitter: Differential Pressure Models Specification and Model Selection Guidehendrawan cahyonoNo ratings yet
- Load flange supportDocument4 pagesLoad flange supportxkokarcaxNo ratings yet
- ZL 1-4 & ZL 1-4 VSD Sales Leaflet Antwerp EN 2935 0704 01Document28 pagesZL 1-4 & ZL 1-4 VSD Sales Leaflet Antwerp EN 2935 0704 01Andry HermawanNo ratings yet
- Integral Block & Bleed Valves: Catalog No. H-100PIV Feb. 2006Document24 pagesIntegral Block & Bleed Valves: Catalog No. H-100PIV Feb. 2006Rajesh RadeNo ratings yet
- Loose Reverse Flange Design ASME VIII Div. 1 A-2Document1 pageLoose Reverse Flange Design ASME VIII Div. 1 A-2pastylNo ratings yet
- Material (Electrical Line) : Sump Pump Specification - Submersible Pump - With AgigatorDocument2 pagesMaterial (Electrical Line) : Sump Pump Specification - Submersible Pump - With AgigatorPramono MuktiNo ratings yet
- Classifier LSKS ... : Designation BA - NumberDocument12 pagesClassifier LSKS ... : Designation BA - NumberDilnesa EjiguNo ratings yet
- Pipe Stress Analysis Training Complete CourseDocument24 pagesPipe Stress Analysis Training Complete CourseFábio GamaNo ratings yet
- ELMAR CatalogDocument62 pagesELMAR Catalogngueadoum93% (15)
- WP-L Instalation ManualDocument12 pagesWP-L Instalation ManuallaksonoismiputrantoNo ratings yet