International Journal for Research in Applied Science & Engineering Technology (IJRASET)
ISSN: 2321-9653; IC Value: 45.98; SJ Impact Factor: 6.887
Volume 6 Issue V, May 2018- Available at www.ijraset.com
Synthesis of Chicken Fat Methyl Ester
Anil S. Dube1, Ameya B. Patel2, Rohan A. Jha³, Vaibhav S. Chinchole⁴, Rohit S. Bhamare⁵
2, 3, 4, 5
¹Asso.Prof, UG Student, Department of Mechanical Engineering, Sandip Foundation’s Sandip Institute of
Engineering and Management, Nashik.
Abstract: Today automobile industries are focusing on global warming and saving non-renewable resources. Biodiesel is one of
the best solutions for this problem. Biodiesel is an alternative to conventional diesel fuel made from renewable resources such as
vegetable oils/Chicken fat. According to the survey of Oil and Gas journal the high viscosity liquid fuel approximately 20 times
that of diesel produced from chicken fat. The present study is focused on investigation of CI-Engine by using biodiesel which is
produced from chicken fat.
The best chicken fat was collected from hotels and the butcher shop, this waste chicken fat was taken to extract oil from it and
that oil is used in the production of biodiesel. This biodiesel obtained was then mixed with conventional diesel in different
proportions to form blends and then these blends were tested on CI-Engine at different engine loads. Biodiesel production is
modern and technological for researcher due to constant increase in the price for petroleum diesel and environmental
advantages. The disposal of waste chicken creates environmental pollution, hence it is decided to extract oil from the waste
chicken fat and produce biodiesel through trans esterification process. The studies are conducted on transesterification process
for chicken fat biodiesel blends of B20, B25, B30, B35, B40, B50, B100. The fuel consumption test of a constant speed CI engine
is also conducted to evaluate the performance of the engine on diesel and chicken fat biodiesel blends. The characterization of
fuel is analysed by plotting graphs and important property like specific gravity of biodiesel blends were compared with the fossil
diesel and 100% biodiesels. The fuel characterization includes the fuel properties like viscosity, density, calorific value and flash
and fire point.
I. INTRODUCTION
Energy paucity in transportation sector as well as expeditious environmental contention necessitates the sustainable diversification
of liquid fossil fuels. The scientific community has moved toward developing sustainable, economically feasible, and easily
processed alternative fuel. Biodiesel is derived from edible or non-edible vegetable oils/animal fats by transesterification reaction
with short chain such as C1/C2 alcohols in the presence of acid or base catalyst. The base-catalyzed transesterification shows faster
kinetics than its acid counterpart. The commonly used basic catalysts are sodium and potassium hydroxides as well as methoxide
salts. These catalysts are superior in terms of reaction catalysis at mild reaction conditions such as low temperature and atmospheric
pressure, high yield in shorter time, and are economically viable. Consequently, these are being used in commercial scale biodiesel
production. Recently, heterogeneous base catalysis has fascinated the scientists for biodiesel production. The reason is that the
recovery and reusability of catalysts is possible in the case of heterogeneous catalysts. Biodiesel has several reasons for which it can
substitute diesel fuel. Biodiesel is ecofriendly, supports agricultural economy and rural development, is biodegradable, carbon
neutral, and nontoxic in nature. Biodiesel exhibits several interesting typical features such as high flash point, high lubricity, higher
cetane number, and low viscosity. However, for commercialization of biodiesel, its higher production cost is a major hurdle. The
cost of selected feedstocks is the constitutive factor which is responsible for economic viability of biodiesel. Raw materials cost
accounts for 70–95% of total production cost of biodiesel. India is one of the largest importers of edible oils in the world; its imports
contribute 55% of the total domestic edible oil consumption, thus identification of new feedstock (non-edible in nature) for
commercial biodiesel production is very crucial. Indian Government supported non-edible feedstock for the development of
biodiesel in renewable energy sector since 2005 and started with national biodiesel mission. On the basis of complexity of direct and
indirect effects of plantation of energy crops on land and water use along with biodiversity, identification of forest based plants
could be potential feedstock for biodiesel synthesis for a country like India with its demographic, socioeconomic, human
development, and governance challenges. Thus scrutiny of forest-based plants as potential feedstock for biodiesel synthesis could be
promising option rather than plantation of new oil seed crops. Relatively very less literature is reported on utilization of Chicken fat
oil for biodiesel production. The other relatively less available feedstocks used in this work are waste vegetable oil. Chicken fat is a
waste product of butchers shop, poultry, hotels, restaurant, and food industries posing disposal problems. If it thrown away in water
stream, free fatty acid (FFA) present in oil pollute the natural sources of water with drainage problems. The chicken fat is a low-cost
waste product of slaughter houses. It is extracted from chicken feathers, blood, offal, and trims after rendering process, which are
©IJRASET: All Rights are Reserved 2223
International Journal for Research in Applied Science & Engineering Technology (IJRASET)
ISSN: 2321-9653; IC Value: 45.98; SJ Impact Factor: 6.887
Volume 6 Issue V, May 2018- Available at www.ijraset.com
usually thrown away causing environmental pollution. In addition to be a possible feedstock, use of CFO as feedstock for biodiesel
production diminishes its disposal problems and assures the supply of biodiesel. Each broiler chicken gives approximately 100–110
g of non-edible fat with high FFA value. The favourable price of waste materials, CFO is 2.5–3.5 times lower than that of the
refined vegetable oil [1]. Utilization of CFO for biodiesel production will help to reduce the problem of waste management and can
be economically viable source for energy production. Almeida et al [2] successfully synthesized ethyl biodiesel from chicken fat by
using reaction parameters 10% V2O5/ RHA catalyst at 2008C with 1:10 oil-to-ethanol molar ratio for 4 hour reaction time,
exhibiting 91% conversion to biodiesel. Gurusala et al. [3] had produced chicken fat methyl ester from high acid value (26.58 mg of
KOH) chicken fat by pre-treatment esterification with ferric sulphate acid catalyst followed
by base-catalyzed transesterification process. They measured fuel properties of synthesized CFOME which met ASTM standards.
Guru et al. [4] evaluated the effect of Mg based additives in chicken fat biodiesel on engine performance and exhaust emissions on
DI engine. Marulanda et al [5] also synthesized CFME under supercritical conditions at 300–4008C temperature. Mata et al. [6]
concluded that higher viscosity and density of chicken fat biodiesel does not allow using 100% biodiesel in diesel engine,
specifically in lower temperature climates. Instead of using pure biodiesel directly to diesel engine, it can be applied in blends to
improve kinematic viscosity, calorific value, and cold filter plugging point [7]. The objective of this research work was synthesis of
biodiesel by the transesterification of selected feedstock with methanol using Sulphuric acid (as a homogenous catalyst). This study
evaluated important fuel quality peculiarities such as density, viscosity, flash point, fire point, cetane number, calorific value, cloud
point, and pour point as per ASTM 6751 and EN 14412 standard specifications.
II. MATERIALS AND METHOD
A. Chemicals
The feedstocks used in this study were CFO. Chicken fat oil was produced at Indian Biodiesel Corporation, Baramati, Maharashtra,
India. CFO was collected from local slaughter houses. The chemicals methanol (CH3OH), sulphuric acid (H2SO4), Sodium
hydroxide (NaOH) were of analytical grade and were purchased from Merck limited, Mumbai. The double distilled water was
prepared by in laboratory.
B. Instrumentation
The etherification and transesterification reactions were performed in four necked round-bottom flask (RBF) equipped with 110
degree Celsius mercury thermometer and mechanical stirrer (Bio lab BL22D). Temperature was regulated by a heating mental. A
borosilicate condenser was attached to RBF for condensation of unreacted evaporated methanol from reaction mixture.
C. Oil Extraction
The chicken fat was heated in high-temperature bath. A specific amount of edible oil (having known composition of fatty acid
amount) sodium salt was added in it. The oil was extracted at 220 degree Celsius for 6 hour. After extraction, mixture was allowed
to cool at room temperature and filtered for separation of solid parts from the oil [6].
Fig. 1 Chicken Fat
©IJRASET: All Rights are Reserved 2224
International Journal for Research in Applied Science & Engineering Technology (IJRASET)
ISSN: 2321-9653; IC Value: 45.98; SJ Impact Factor: 6.887
Volume 6 Issue V, May 2018- Available at www.ijraset.com
Fig. 2 Chicken Fat oil
D. Experimental Details
The feedstock containing higher FFA amount cannot be directly transesterified because of soap formation between base catalyst and
FFA. CFO has higher acid value of 22 mg KOH/g. To reduce the FFA,CFO is subjected to esterification. Esterification is a chemical
reaction typically between an alcohol (e.g., methanol) and an acid (e.g., FFA) in the presence of catalyst; respective esters are
formed as reaction product. It was investigated that liquid acid-catalyzed systems, sulfuric acid, and hydrochloric acids are more
efficient when acid value of oil is high [8]. FFA composition and molecular mass of every feedstocks decide the concentration of
sulphuric acid used. To perform esterification of CFO, 1000 mL oil was poured in RBF equipped with heating mental, mechanical
stirrer, thermometer, and condenser. The temperature of CFO was raised to 35–408C. After heating, approximately 0.7% H2SO4
and methanol (in 6:1 molar ratio to oil) was added in preheated oil. The reaction mixture was refluxed for 60 minutes at 600–650
rpm stirring rate at 60658C. Reaction mixture was transferred into a separating funnel for at least 3 hour to separate esterified oil
from solid impurities. The upper separated layer of esterified oil was dried in hot-air oven for 2 h at 1108C. The acid value of CFO
was reduced to 4.7 mg KOH/g after esterification. After completion of esterification, alkaline transesterification reaction was carried
to convert lower acid valued CFO into their esteemed methyl esters (biodiesel). A homogenous strong base NaOH was used as
catalyst. The transesterification reaction was performed in the same reactor with varying reaction parameters, that is, methanol-to-oil
molar ratio from 4:1 to 11:1, catalyst 0.4–1.4 wt %, temperature 45–90 degree Celsius, and time from 30 to 100 min. Each reaction
variable was optimized separately with each feedstock. The reaction progress was observed by thin layer chromatography (TLC) in
10 min intervals. At completion of reaction, methanol was evaporated by refluxing above reaction mixture at 75-65 degree Celsius
and the residual mixture was poured in settling tank for 8–10 hour. Glycerin (by product) got settled at the bottom of the tank due to
higher density, which was separated from upper biodiesel layer. Biodiesel was washed with hot distilled water and dried in hot-air
oven at 1058C for 2 hour. The trace of water was removed by heating the product. At last pure biodiesel was obtained. i.e. B100,
then different blends were prepared by heating conventional diesel and biodiesel at 45 degree Celsius and mixing them in different
proportions. Thus we obtained following blends
B20, B25, B30, B35, B40, B50.
©IJRASET: All Rights are Reserved 2225
International Journal for Research in Applied Science & Engineering Technology (IJRASET)
ISSN: 2321-9653; IC Value: 45.98; SJ Impact Factor: 6.887
Volume 6 Issue V, May 2018- Available at www.ijraset.com
Fig. 3 Blends
III. RESULTS
The biodiesel and its blends were successfully prepared as per ASTM 6751 specifications and its properties were found to be as
follows
Ref. Std.
Sr Reference Diesel Chicken fat oil biodiesel belnds
Test Description ASTM
No.
6571 Unit Limit B00 B20 B25 B30 B35 B40 B50
1 Density D1448 gm/cc 0.8-0.9 0.83 0.835 0.836 0.837 0.838 0.841 0.844
2 Calorific Value D6751 MJ/kg 34-45 42.5 42.08 41.9 41.77 41.52 41.38 41.22
3 Centene No. D613 - 41-55 49 49.7 49.9 49.99 50.22 50.49 50.69
4 Viscosity D445 mm²/s 3-6 2.7 - - 3.2 - - -
5 Moisture D2709 % 0.05% NA NA NA NA NA NA NA
6 Flash point D93 ℃ - 64 77 83 94 109 117 122
7 Fire Point D93 ℃ - 71 - - 107 - - -
8 Cloud Point D2500 ℃ - -4 - - 7.5 - - -
9 Pour Point D2500 ℃ - -9 - - 2.5 - - -
10 Ash D % - 0.05 - - 0.05 - - -
Table. 1 Biodisel property table
IV. CONCLUSIONS
CFME showed all fuel quality parameters in limit, as compared to ASTM 6751 specifications. The CFO methyl esters were also
synthesized using 8:1 molar ration of alcohol to oil, 1 wt % of NaOH Considering the cost of feedstock for biodiesel production,
this oil is economically viable and the synthesized biodiesels showed acceptable fuel quality parameters specified by ASTM
standard 6751 b07 specification and EU 14214 specifications. Considering the recycling and conversion of waste material into
value-added products, chicken fat raw material can be a potential source for biodiesel production which will simultaneously give
local, regional, and national benefits in future.
REFERENCES
[1] Bankovic´-Ilic´, I.B., Stojkovic´, I.J., Stamenkovic´, O.S., Veljkovic, V.B., & Hung, Y.-T. (2014). Waste animal fats as feedstocks for biodiesel production,
Renewable and Sustainable Energy Reviews, 32, 238–254.
[2] Almeida, T., Rodrigues, I., Estrela, T., Nunes, C., Machado, L., Le~ao, K., Barros, I., Amorim, F., & Braga, V. (2016). Synthesis of ethyl biodiesel from
soybean oil, frying oil and chicken fat, using catalysts based on vanadium pentoxide, Energy, 97, 528–533
[3] Gurusala, N.K., & Selvan, V.A.M. (2015). Effects of alumina nanoparticles in waste chicken fat biodiesel on the operating characteristics of a compression
ignition engine, Clean Technologies and Environmental Policy, 17, 681–692
©IJRASET: All Rights are Reserved 2226
International Journal for Research in Applied Science & Engineering Technology (IJRASET)
ISSN: 2321-9653; IC Value: 45.98; SJ Impact Factor: 6.887
Volume 6 Issue V, May 2018- Available at www.ijraset.com
[4] G€ur€u, M., Koca, A., Can, € O., C¸ınar, C., & S¸ahin, F. (2010). Biodiesel production from waste chicken fat based sources and evaluation with Mg based
additive in a diesel engine, Renewable Energy, 35, 637–643
[5] Marulanda, V.F., Anitescu, G., & Tavlarides, L.L. (2010). Investigations on supercritical transesterification of chicken fat for biodiesel production from low-
cost lipid feedstocks, The Journal of Supercritical Fluids, 54, 53–60.
[6] Mata, T.M., Cardoso, N., Ornelas, M., Neves, S., & Caetano, N.S. (2011). Evaluation of two purification methods of biodiesel from beef tallow, pork lard, and
chicken fat, Energy & Fuels, 25, 4756–4762
[7] Baburao, C.S., Renish, R.R., Anna, S.C., & Rayappa, K.R. (2015). Application of an ecofriendly heterogeneous catalyst (CaO) for synthesis of biodiesel and its
characterization on VCR engine, International Review of Mechanical Engineering (IREME), 9, 314–32
[8] Lam, M.K., Lee, K.T., & Mohamed, A.R. (2010). Homogeneous, heterogeneous and enzymatic catalysis for transesterification of high free fatty acid oil (waste
cooking oil) to biodiesel: a review, Biotechnology Advances, 28, 500–518.
©IJRASET: All Rights are Reserved 2227
You might also like
- IoT-Based Smart Medicine DispenserDocument8 pagesIoT-Based Smart Medicine DispenserIJRASETPublications100% (1)
- Comparative in Vivo Study On Quality Analysis On Bisacodyl of Different BrandsDocument17 pagesComparative in Vivo Study On Quality Analysis On Bisacodyl of Different BrandsIJRASETPublicationsNo ratings yet
- Design and Analysis of Fixed-Segment Carrier at Carbon Thrust BearingDocument10 pagesDesign and Analysis of Fixed-Segment Carrier at Carbon Thrust BearingIJRASETPublicationsNo ratings yet
- Air Conditioning Heat Load Analysis of A CabinDocument9 pagesAir Conditioning Heat Load Analysis of A CabinIJRASETPublicationsNo ratings yet
- CryptoDrive A Decentralized Car Sharing SystemDocument9 pagesCryptoDrive A Decentralized Car Sharing SystemIJRASETPublications100% (1)
- A Review On Speech Emotion Classification Using Linear Predictive Coding and Neural NetworksDocument5 pagesA Review On Speech Emotion Classification Using Linear Predictive Coding and Neural NetworksIJRASETPublicationsNo ratings yet
- Design and Analysis of Components in Off-Road VehicleDocument23 pagesDesign and Analysis of Components in Off-Road VehicleIJRASETPublicationsNo ratings yet
- Advanced Wireless Multipurpose Mine Detection RobotDocument7 pagesAdvanced Wireless Multipurpose Mine Detection RobotIJRASETPublicationsNo ratings yet
- 11 V May 2023Document34 pages11 V May 2023IJRASETPublicationsNo ratings yet
- Real Time Human Body Posture Analysis Using Deep LearningDocument7 pagesReal Time Human Body Posture Analysis Using Deep LearningIJRASETPublications100% (1)
- Skill Verification System Using Blockchain SkillVioDocument6 pagesSkill Verification System Using Blockchain SkillVioIJRASETPublicationsNo ratings yet
- Low Cost Scada System For Micro IndustryDocument5 pagesLow Cost Scada System For Micro IndustryIJRASETPublicationsNo ratings yet
- Controlled Hand Gestures Using Python and OpenCVDocument7 pagesControlled Hand Gestures Using Python and OpenCVIJRASETPublicationsNo ratings yet
- TNP Portal Using Web Development and Machine LearningDocument9 pagesTNP Portal Using Web Development and Machine LearningIJRASETPublicationsNo ratings yet
- Design and Analysis of Fixed Brake Caliper Using Additive ManufacturingDocument9 pagesDesign and Analysis of Fixed Brake Caliper Using Additive ManufacturingIJRASETPublicationsNo ratings yet
- BIM Data Analysis and Visualization WorkflowDocument7 pagesBIM Data Analysis and Visualization WorkflowIJRASETPublicationsNo ratings yet
- Skin Lesions Detection Using Deep Learning TechniquesDocument5 pagesSkin Lesions Detection Using Deep Learning TechniquesIJRASETPublicationsNo ratings yet
- Credit Card Fraud Detection Using Machine Learning and BlockchainDocument9 pagesCredit Card Fraud Detection Using Machine Learning and BlockchainIJRASETPublications100% (1)
- Smart Video Surveillance Using YOLO Algorithm and OpenCVDocument8 pagesSmart Video Surveillance Using YOLO Algorithm and OpenCVIJRASETPublications100% (1)
- An Automatic Driver's Drowsiness Alert SystemDocument7 pagesAn Automatic Driver's Drowsiness Alert SystemIJRASETPublications100% (1)
- A Blockchain and Edge-Computing-Based Secure Framework For Government Tender AllocationDocument10 pagesA Blockchain and Edge-Computing-Based Secure Framework For Government Tender AllocationIJRASETPublicationsNo ratings yet
- Real-Time Video Violence Detection Using CNNDocument7 pagesReal-Time Video Violence Detection Using CNNIJRASETPublicationsNo ratings yet
- Experimental Study of Partial Replacement of Cement by Pozzolanic MaterialsDocument9 pagesExperimental Study of Partial Replacement of Cement by Pozzolanic MaterialsIJRASETPublicationsNo ratings yet
- Literature Review For Study of Characteristics of Traffic FlowDocument10 pagesLiterature Review For Study of Characteristics of Traffic FlowIJRASETPublicationsNo ratings yet
- Vehicles Exhaust Smoke Detection and Location TrackingDocument8 pagesVehicles Exhaust Smoke Detection and Location TrackingIJRASETPublications100% (1)
- Design and Development of Cost-Effective 3D-PrinterDocument7 pagesDesign and Development of Cost-Effective 3D-PrinterIJRASETPublicationsNo ratings yet
- Structural Design of Underwater Drone Using Brushless DC MotorDocument9 pagesStructural Design of Underwater Drone Using Brushless DC MotorIJRASETPublicationsNo ratings yet
- Preparation of Herbal Hair DyeDocument12 pagesPreparation of Herbal Hair DyeIJRASETPublications100% (1)
- Achieving Maximum Power Point Tracking With Partial ShadingDocument10 pagesAchieving Maximum Power Point Tracking With Partial ShadingIJRASETPublicationsNo ratings yet
- Application For Road Accident RescueDocument18 pagesApplication For Road Accident RescueIJRASETPublications100% (1)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Dacia Sandero BrochureDocument8 pagesDacia Sandero BrochurechechumenendezNo ratings yet
- Determination of Total Sulfur in Aromatic Hydrocarbons and Related Chemicals by Ultraviolet FluorescenceDocument5 pagesDetermination of Total Sulfur in Aromatic Hydrocarbons and Related Chemicals by Ultraviolet Fluorescencerasool FakhraieNo ratings yet
- World Literature Today Volume 84 Issue 3 2010 (Doi 10.2307 - 27871071) China Miéville - EMERGING AUTHOR - Fiction by Reza NegarestaniDocument3 pagesWorld Literature Today Volume 84 Issue 3 2010 (Doi 10.2307 - 27871071) China Miéville - EMERGING AUTHOR - Fiction by Reza NegarestaniBardoTodolhNo ratings yet
- Hemi EnginesDocument18 pagesHemi EnginesSano SanojNo ratings yet
- Yale 3000Document2 pagesYale 3000VitorMelloNo ratings yet
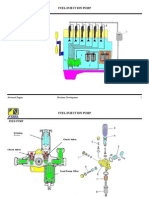
- Fuel Injection Pump Guide: Types, Components & Working PrinciplesDocument9 pagesFuel Injection Pump Guide: Types, Components & Working PrinciplesJoko Sukariono100% (2)
- Manual Powerflame C PDFDocument56 pagesManual Powerflame C PDFRoberto MnedezNo ratings yet
- DuPont Pipelon Tech SheetDocument1 pageDuPont Pipelon Tech SheetbluemasNo ratings yet
- Air Starter T30Y-IODocument12 pagesAir Starter T30Y-IOTudor CarnuNo ratings yet
- Fuel Efficiency MemorandumDocument3 pagesFuel Efficiency MemorandumPhil GiorgianniNo ratings yet
- Piping Design PresentationDocument40 pagesPiping Design PresentationArun Zac100% (2)
- Manual de Usuario Shineray 200GYIIDocument33 pagesManual de Usuario Shineray 200GYIIhmayesNo ratings yet
- Working of I.C EnginesDocument14 pagesWorking of I.C EnginesHammad Hassan100% (5)
- 3,5 DimethylpyrazoleDocument2 pages3,5 DimethylpyrazoleKarla VT0% (1)
- ABOVEGROUND FUEL STORAGEDocument12 pagesABOVEGROUND FUEL STORAGEGabriel Gabriel100% (1)
- Maxsym 400iDocument34 pagesMaxsym 400iadelelkadyNo ratings yet
- PE 423 Assignment IDocument20 pagesPE 423 Assignment InickNo ratings yet
- Piaggio MP3 400 User ManualDocument394 pagesPiaggio MP3 400 User ManualIvanNo ratings yet
- Manual Hydracore 2000Document47 pagesManual Hydracore 2000Alexis Marin Portilla50% (2)
- Emergency Generator SpecificationDocument54 pagesEmergency Generator SpecificationHussainRazviNo ratings yet
- OxyEnrich Process Increases SRU Capacity by 22Document22 pagesOxyEnrich Process Increases SRU Capacity by 22amitgoyal1972No ratings yet
- How The HAGO Nozzle WorksDocument24 pagesHow The HAGO Nozzle WorksChai Ming DengNo ratings yet
- "Owner'S Manual": DuraheatDocument16 pages"Owner'S Manual": DuraheatMichael PotterNo ratings yet
- Algae As Bio ReactorDocument25 pagesAlgae As Bio Reactormohanmajhi100% (1)
- Lubrication Mgmt DocDocument35 pagesLubrication Mgmt DocDwi April Yanto100% (1)
- F14U2TDN0Document340 pagesF14U2TDN0Tiberiu IonescuNo ratings yet
- Coiled Tubing UnitsDocument112 pagesCoiled Tubing UnitsFaiz Bugti88% (26)
- PETRO GRACO 4 WAY Evacuation Valve BrochureDocument2 pagesPETRO GRACO 4 WAY Evacuation Valve Brochurepaulm3565No ratings yet
- Tamilnadu 12 Chemistry Shortcuts EMDocument18 pagesTamilnadu 12 Chemistry Shortcuts EMthom_atjNo ratings yet
- DR400/155CDI Pilot's Operating Handbook (Supplement)Document102 pagesDR400/155CDI Pilot's Operating Handbook (Supplement)legoulu21No ratings yet