You might also like
- Practica No. 4 (Fundicion en Verde Sin Corazón)Document5 pagesPractica No. 4 (Fundicion en Verde Sin Corazón)Alexis MuñozNo ratings yet
- FundiDocument11 pagesFundiRolycito Ccahuana CNo ratings yet
- Fundicion Informe COMPLETODocument29 pagesFundicion Informe COMPLETOROMEL VALQUI RAMIREZNo ratings yet
- FUNDICIONDocument63 pagesFUNDICIONArleth SilesNo ratings yet
- Fundición Parte 1: Preguntas y RespuestasDocument5 pagesFundición Parte 1: Preguntas y RespuestasSelene Gonzalez LopezNo ratings yet
- Practica FundicionDocument13 pagesPractica FundicionJimena RamosNo ratings yet
- Trabajo de AluminioDocument22 pagesTrabajo de Aluminiokleyjarh100% (1)
- Fabian Adolfo Garcia Rivera Grupo 332571-13Document49 pagesFabian Adolfo Garcia Rivera Grupo 332571-13Fabian Garcia100% (1)
- AstilleroDocument11 pagesAstilleroHUGUILLOELPILL0No ratings yet
- Proceso de FundicionDocument20 pagesProceso de Fundicionマルティネス ロベルトNo ratings yet
- Sintesis de Procesos de Fundicion.Document5 pagesSintesis de Procesos de Fundicion.Javier Martinez100% (1)
- Informe de Practica de Fundicion en ArenaDocument12 pagesInforme de Practica de Fundicion en ArenaPaul Quimbiamba100% (2)
- Cuestionario Nº2Document5 pagesCuestionario Nº2alicia zaraNo ratings yet
- Mediciones laboratorio fundiciónDocument16 pagesMediciones laboratorio fundiciónjorgeNo ratings yet
- Procesos de fundición y moldeoDocument18 pagesProcesos de fundición y moldeoBeccaNo ratings yet
- Proceso de fundición en arena: etapas y componentes del moldeDocument7 pagesProceso de fundición en arena: etapas y componentes del moldeYorle Giraldo CiroNo ratings yet
- Imprimir Modelo Espuma FlexDocument23 pagesImprimir Modelo Espuma FlexEdwin FabricioNo ratings yet
- Fundicion y MoldeoDocument15 pagesFundicion y MoldeoANTONI KEYVI MENDOZA GUTIERREZNo ratings yet
- Moldeo y colada de metales UNIDocument39 pagesMoldeo y colada de metales UNIPio Quispe GarciaNo ratings yet
- Procesos y Operaciones en Una Planta de Fundición de AluminioDocument5 pagesProcesos y Operaciones en Una Planta de Fundición de AluminioSandro Begazo RodriguezNo ratings yet
- Trabajo Practico GrupalDocument17 pagesTrabajo Practico GrupalTeit RomeroNo ratings yet
- Procesos de Fundición de MetalesDocument14 pagesProcesos de Fundición de MetalesAlberto chaconNo ratings yet
- Fundamentos de La Fundicion de MetalesDocument9 pagesFundamentos de La Fundicion de Metaleselchore69100% (1)
- Universidad Nacional Autónoma de México: Facultad de IngenieríaDocument9 pagesUniversidad Nacional Autónoma de México: Facultad de IngenieríaIrving FloresNo ratings yet
- Procesos de fundición metalesDocument4 pagesProcesos de fundición metalesGerardo SanchezNo ratings yet
- Práctica Fundición Equipo6Document8 pagesPráctica Fundición Equipo6Joshua MadoraNo ratings yet
- Informe Materiales N3Document11 pagesInforme Materiales N3ERICK ALBERTO WHANG CASTILLONo ratings yet
- Procesos de Fundición de Metales - Trabajo Unidad 2 - Justo Lozano ServandoDocument14 pagesProcesos de Fundición de Metales - Trabajo Unidad 2 - Justo Lozano ServandoservandoNo ratings yet
- Practica 1 - Practica de Fundicion Mayo 2010Document14 pagesPractica 1 - Practica de Fundicion Mayo 2010Edgar SuarezNo ratings yet
- Procesos de FundicionDocument6 pagesProcesos de FundicionRAFAEL ARTURO SALAZAR MADRIGALNo ratings yet
- 1.1 NicoDocument18 pages1.1 NicoJEFFERSON JOHAN RODRIGUEZ CHILANo ratings yet
- Procedimiento de MoldeoDocument25 pagesProcedimiento de Moldeonahori100% (1)
- Proceso de SolidificaciónDocument6 pagesProceso de Solidificaciónsaray lunaNo ratings yet
- Fundamentos Del Proceso de FundiciónDocument10 pagesFundamentos Del Proceso de FundiciónAnonymous vU7CuP100% (1)
- CUESTIONARIO 3 y 4 FUNDICIÓNDocument5 pagesCUESTIONARIO 3 y 4 FUNDICIÓNDANNA PAULA FLORES SOTONo ratings yet
- FUNDICION, MOLDEO Y PROCESOS AFINESDocument15 pagesFUNDICION, MOLDEO Y PROCESOS AFINESEric SalinasNo ratings yet
- Procesos de Manufactura - Unidad 3Document17 pagesProcesos de Manufactura - Unidad 3Gustavo Santos Bautista100% (2)
- A2.2 Trabajo de Investigacion 1Document10 pagesA2.2 Trabajo de Investigacion 1Luis UbaldoNo ratings yet
- Que Es La FundicionDocument11 pagesQue Es La FundicionCarlos FerrufinoNo ratings yet
- Proceso de Fundición en Molde de ArenaDocument11 pagesProceso de Fundición en Molde de ArenaDaniel CabarcasNo ratings yet
- Fundición Faaral: Visita a la empresa metalúrgicaDocument30 pagesFundición Faaral: Visita a la empresa metalúrgicaTania ASNo ratings yet
- Bayas Gamboa Villegas Procesos Industriales Práctica de FundiciónDocument10 pagesBayas Gamboa Villegas Procesos Industriales Práctica de Fundiciónleonardo3744No ratings yet
- Cuestionario de Procesos IndustrialesDocument9 pagesCuestionario de Procesos IndustrialesDanniel Bloom100% (1)
- Taller 3Document15 pagesTaller 3Felipe CastiblancoNo ratings yet
- Informe FundicionDocument7 pagesInforme FundicionDayana LizethNo ratings yet
- Tarea ProcesosDocument11 pagesTarea ProcesosKenia Carolina MarquezNo ratings yet
- Tipos de MoldesDocument5 pagesTipos de MoldesGerardo RoblesNo ratings yet
- DOCUMENTODocument19 pagesDOCUMENTOCESAR LUCAS GARCIANo ratings yet
- Fibra de VidrioDocument20 pagesFibra de VidrioHumberto Pucho ChinoNo ratings yet
- Tecno 2 Cap 11Document17 pagesTecno 2 Cap 11Gustavo CruzNo ratings yet
- Cuestionario Sobre FundiciónDocument8 pagesCuestionario Sobre FundiciónJordan J. Peña Pinedo100% (1)
- FUNDICIÓNDocument16 pagesFUNDICIÓNJorge OlveraNo ratings yet
- Proyecto FinalDocument47 pagesProyecto FinalFabian GarciaNo ratings yet
- Procesos de fundición: moldes, arena y fabricaciónDocument5 pagesProcesos de fundición: moldes, arena y fabricaciónmakyNo ratings yet
- Métodos de unión y desunión de elementos fijos estructurales. TMVL0309From EverandMétodos de unión y desunión de elementos fijos estructurales. TMVL0309Rating: 5 out of 5 stars5/5 (1)
- Soldadura en el montaje de tuberías. FMEC0108From EverandSoldadura en el montaje de tuberías. FMEC0108No ratings yet
- Acabados y remates finales en obra de mampostería, sillería y perpiaño. IEXD0409From EverandAcabados y remates finales en obra de mampostería, sillería y perpiaño. IEXD0409Rating: 2 out of 5 stars2/5 (1)
- Configuración de moldes, matrices y cabezales de equipos para la transformación de polímeros. QUIT0209From EverandConfiguración de moldes, matrices y cabezales de equipos para la transformación de polímeros. QUIT0209No ratings yet
- Practica No.7 (Momentos Estaticos y Centroides)Document9 pagesPractica No.7 (Momentos Estaticos y Centroides)Alexis MuñozNo ratings yet
- Practica No.6 (Equilibrio de Momentos)Document8 pagesPractica No.6 (Equilibrio de Momentos)Alexis MuñozNo ratings yet
- Practica No.10 (Circuitos Lógicos Combinaionales)Document4 pagesPractica No.10 (Circuitos Lógicos Combinaionales)Alexis MuñozNo ratings yet
- AO-Circuitos básicosDocument12 pagesAO-Circuitos básicosAlexis MuñozNo ratings yet
- UNAM-FES Cuautitlán Laboratorio de Estática Práctica No. 2 (Medición y ErroresDocument11 pagesUNAM-FES Cuautitlán Laboratorio de Estática Práctica No. 2 (Medición y ErroresAlexis Muñoz100% (1)
- Practica No.5 (Polarización Del Transistor Bipolar de Juntura)Document8 pagesPractica No.5 (Polarización Del Transistor Bipolar de Juntura)Alexis MuñozNo ratings yet
- Aceleración de la Gravedad con Péndulo SimpleDocument8 pagesAceleración de la Gravedad con Péndulo SimpleAlexis MuñozNo ratings yet
- Practica No.9 (Compuertas Lógicas)Document8 pagesPractica No.9 (Compuertas Lógicas)Alexis MuñozNo ratings yet
- Resorte deformación UNAMDocument9 pagesResorte deformación UNAMAlexis MuñozNo ratings yet
- Practica No.1 (Equipo y Medidas de Seguridad)Document8 pagesPractica No.1 (Equipo y Medidas de Seguridad)Alexis MuñozNo ratings yet
- Practica No.8 (El Integrador y Derivador)Document5 pagesPractica No.8 (El Integrador y Derivador)Alexis MuñozNo ratings yet
- Practica No.9 (Compuertas Lógicas)Document8 pagesPractica No.9 (Compuertas Lógicas)Alexis MuñozNo ratings yet
- FuenteVoltajeZenerDocument6 pagesFuenteVoltajeZenerAlexis MuñozNo ratings yet
- Practica No.6 (Amplificador Con El TBJ)Document11 pagesPractica No.6 (Amplificador Con El TBJ)Alexis Muñoz100% (2)
- Trabajo EscritoDocument31 pagesTrabajo EscritoAlexis MuñozNo ratings yet
- Practica No.2 (Circuitos Rectificadores)Document5 pagesPractica No.2 (Circuitos Rectificadores)Alexis MuñozNo ratings yet
- Practica No.1 (Introduccion Al Laboratorio de Electronica Básica)Document5 pagesPractica No.1 (Introduccion Al Laboratorio de Electronica Básica)Alexis MuñozNo ratings yet
- Practica No.3 (Circuitos Con Diodos)Document5 pagesPractica No.3 (Circuitos Con Diodos)Alexis MuñozNo ratings yet
- Practica No.9 (Pasividad)Document5 pagesPractica No.9 (Pasividad)Alexis MuñozNo ratings yet
- Practica No.8 (Efecto de Area)Document4 pagesPractica No.8 (Efecto de Area)Alexis MuñozNo ratings yet
- Práctica No.3 (Normalizado)Document4 pagesPráctica No.3 (Normalizado)Alexis MuñozNo ratings yet
- Practica No.7 (Corrosión Galvánica)Document5 pagesPractica No.7 (Corrosión Galvánica)Alexis MuñozNo ratings yet
- Practica No.7 (Luxometro)Document6 pagesPractica No.7 (Luxometro)Alexis MuñozNo ratings yet
- Practica No.6 (Corrosión Uniforme)Document4 pagesPractica No.6 (Corrosión Uniforme)Alexis MuñozNo ratings yet
- Practica No.2 (Revenido)Document5 pagesPractica No.2 (Revenido)Alexis MuñozNo ratings yet
- Practica No. 4 (Analizador de Energia)Document11 pagesPractica No. 4 (Analizador de Energia)Alexis Muñoz100% (2)
- Práctica No.4 (Recocido)Document5 pagesPráctica No.4 (Recocido)Alexis MuñozNo ratings yet
- Practica No.1 (Temple)Document10 pagesPractica No.1 (Temple)Alexis Muñoz0% (1)
- Practica No. 6 (Parametros de Lectura de Un Sistema Trifasico)Document5 pagesPractica No. 6 (Parametros de Lectura de Un Sistema Trifasico)Alexis Muñoz100% (1)
- Medir Sistema Monofásico con Analizador Energía PR300Document6 pagesMedir Sistema Monofásico con Analizador Energía PR300Alexis Muñoz100% (1)
- SP2000 PDFDocument2 pagesSP2000 PDFJason PoloNo ratings yet
- Fabrica de Velas SegoviaDocument9 pagesFabrica de Velas SegoviaCausal GentlemanNo ratings yet
- Cohousing PDFDocument12 pagesCohousing PDFLuis SumariNo ratings yet
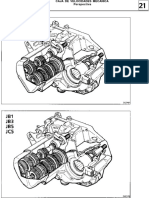
- R19 - Manual de Reparacion Caja de Velocidades - MRBVJBJCDocument109 pagesR19 - Manual de Reparacion Caja de Velocidades - MRBVJBJCEdgardoRamirezGiraldo67% (3)
- Puentes de Acero Modulares EspecificacionesDocument6 pagesPuentes de Acero Modulares EspecificacionesMiguel CespedesNo ratings yet
- 54 58 1 PBDocument7 pages54 58 1 PBPamela Tapia SangaNo ratings yet
- Mantenimiento Industrial 3 3 32846 Completo PDFDocument70 pagesMantenimiento Industrial 3 3 32846 Completo PDFmemoNo ratings yet
- Clase 8 Fatiga SuperficialDocument44 pagesClase 8 Fatiga SuperficialAkemidNo ratings yet
- Practica Laboratorio 1Document14 pagesPractica Laboratorio 1Mauricio PadillaNo ratings yet
- Memoria-Descriptiva ESTRUCTURASDocument7 pagesMemoria-Descriptiva ESTRUCTURASmarichat dupoing chengNo ratings yet
- Alcantarillas de Cruce en Carreteras - RIB LOCDocument3 pagesAlcantarillas de Cruce en Carreteras - RIB LOCJosé Antonio Suca SaavedraNo ratings yet
- Observación Del Sistema de Albañilería de Una ViviendaDocument3 pagesObservación Del Sistema de Albañilería de Una ViviendaRONALD VILCA CACERESNo ratings yet
- B.ppto General TRES VALLESDocument30 pagesB.ppto General TRES VALLESMgraciela Quispe GutNo ratings yet
- Seped 866Document24 pagesSeped 866JoseLuisRodriguezMirandaNo ratings yet
- Introducciòn A Los Pavimentos - Marzo 2008Document38 pagesIntroducciòn A Los Pavimentos - Marzo 2008Diego Paucca FloresNo ratings yet
- Distancia de AislamientoDocument10 pagesDistancia de AislamientoJhony Flores CruzNo ratings yet
- Especificaciones TecnicasDocument20 pagesEspecificaciones TecnicasJimmy Limo100% (1)
- E Structur As Metalic Ass I HuayDocument246 pagesE Structur As Metalic Ass I HuayAnonymous E8EgdypSjvNo ratings yet
- Resumen Normas PdvsaDocument38 pagesResumen Normas PdvsaAlvaro MartinezNo ratings yet
- Especificaciones Tecnicas Auditorio Teatro 1407258100226Document135 pagesEspecificaciones Tecnicas Auditorio Teatro 1407258100226Martha Elena Costales RamosNo ratings yet
- Informe N 6 de Instrumentacion Industrial IIDocument20 pagesInforme N 6 de Instrumentacion Industrial IIjesusNo ratings yet
- Sistema Hdi Bosch Edc16c3Document40 pagesSistema Hdi Bosch Edc16c3cindy-palavecino-5734100% (34)
- Determinación de necesidades y atributos de diseñoDocument37 pagesDeterminación de necesidades y atributos de diseñoJuan LoboaNo ratings yet
- Status Actual de Los Refractarios en Venezuela: Matriz F-O-D-A y Perspectivas FuturasDocument10 pagesStatus Actual de Los Refractarios en Venezuela: Matriz F-O-D-A y Perspectivas Futurasgutierrezcamposd20No ratings yet
- Sesión Comunicacion 27Document4 pagesSesión Comunicacion 27rosaNo ratings yet
- Mantenimiento de GasoductosDocument10 pagesMantenimiento de GasoductosEnso David SilvaNo ratings yet
- Alambique Casero RudimentarioDocument13 pagesAlambique Casero Rudimentarioasdrubal067% (3)
- Propuesta de Solución de Muestreo-AcescoDocument6 pagesPropuesta de Solución de Muestreo-AcescoAlfonso Vasquez AmarisNo ratings yet
- Logica de Rele - r01Document18 pagesLogica de Rele - r01Tincho GonzalezNo ratings yet