You might also like
- New Developments in Paper and Board DryingDocument10 pagesNew Developments in Paper and Board DryingSahil DesaiNo ratings yet
- Lva1 App6891 PDFDocument53 pagesLva1 App6891 PDFjjccmmaa100% (1)
- Finishing EnglDocument49 pagesFinishing EnglSalim NgaosNo ratings yet
- Critical Attributes of Folding Cartons 2Document8 pagesCritical Attributes of Folding Cartons 2Wanda Yee100% (1)
- A to Z guide to practical paper chemistryDocument437 pagesA to Z guide to practical paper chemistryArnoldo Sánchez D100% (1)
- Fiber Paper No LowDocument60 pagesFiber Paper No Low120984No ratings yet
- Rheology in Paper and Paperboard Coating: Pekka KomulainenDocument102 pagesRheology in Paper and Paperboard Coating: Pekka KomulainenjjccmmaaNo ratings yet
- Crowning Benefits - Paper, Film & Foil ConverterDocument3 pagesCrowning Benefits - Paper, Film & Foil ConverteravgpaulNo ratings yet
- Ecoflow FDocument1 pageEcoflow FPiotr SokolińskiNo ratings yet
- Paper Fan PumpsDocument8 pagesPaper Fan PumpsnazeerNo ratings yet
- Century Pul112Document48 pagesCentury Pul112Shubh Prakash TiwariNo ratings yet
- Oji Fuji PM N 2 (New Machine (Twogether Report) )Document8 pagesOji Fuji PM N 2 (New Machine (Twogether Report) )duducastroNo ratings yet
- Pulp & PaperNew-1Document24 pagesPulp & PaperNew-1shamsul amin100% (1)
- Practical ways to reduce energy usage in tissue manufacturingDocument7 pagesPractical ways to reduce energy usage in tissue manufacturingKoushik MadapatiNo ratings yet
- Effect of Moisture Content On Printability PDFDocument7 pagesEffect of Moisture Content On Printability PDFRohit SinghNo ratings yet
- Paper Is A Thin Material Produced by Pressing Together MoistDocument10 pagesPaper Is A Thin Material Produced by Pressing Together Moistvijileela8580No ratings yet
- New Additive With Low Environmental Impact: Improves SoftnessDocument4 pagesNew Additive With Low Environmental Impact: Improves SoftnessJasmainiNo ratings yet
- TOPIC 15 Paper (Note)Document7 pagesTOPIC 15 Paper (Note)Kaynine KikoNo ratings yet
- Machinery SafetyDocument12 pagesMachinery SafetyAlexius KelupuNo ratings yet
- The Top Ten Factors in Kraft Pulp Yield: What AreDocument7 pagesThe Top Ten Factors in Kraft Pulp Yield: What AreYudhi Dwi KurniawanNo ratings yet
- The Fabric of Paper Machine PerformanceDocument4 pagesThe Fabric of Paper Machine Performancest7167No ratings yet
- Deculator Article 5 03Document4 pagesDeculator Article 5 03tsvmpm1765100% (3)
- Shrink Sleeve Flexo InksDocument10 pagesShrink Sleeve Flexo Inksdammy888100% (1)
- VoithDrive-624 e VP Voithdrive enDocument6 pagesVoithDrive-624 e VP Voithdrive enMarcWorldNo ratings yet
- 1461 e 2015-07-14 Brochure Compact-Dispersion-System en InteraktivDocument8 pages1461 e 2015-07-14 Brochure Compact-Dispersion-System en InteraktivelcarpaneziNo ratings yet
- PaperGrades VendittiDocument33 pagesPaperGrades VendittiArif HasanNo ratings yet
- Cleaning Forming FabricsDocument8 pagesCleaning Forming Fabricsismail 811No ratings yet
- Paper and PulpDocument8 pagesPaper and Pulpsamyam shresthaNo ratings yet
- Calendering MachineDocument8 pagesCalendering Machineshivam demblaNo ratings yet
- Paper ManufacturingDocument12 pagesPaper ManufacturingPriyanka AryaNo ratings yet
- Metering Size PressDocument22 pagesMetering Size PressDaud ZamanNo ratings yet
- Paper Making ProcessDocument13 pagesPaper Making ProcessSamin MaharjanNo ratings yet
- Paper Machine System Diagram: TM GE Automation SystemsDocument2 pagesPaper Machine System Diagram: TM GE Automation SystemsWudassie AyeleNo ratings yet
- Starch Adhesive QC with Iodine StainingDocument20 pagesStarch Adhesive QC with Iodine StainingTomé SilvaNo ratings yet
- Paper and Pulp Industry Processes and PollutantsDocument63 pagesPaper and Pulp Industry Processes and PollutantsRamces SolimanNo ratings yet
- Roisum2 Pres PDFDocument30 pagesRoisum2 Pres PDFkochicomm0% (1)
- Solutions in Doctor Blades: Lantier TechnologyDocument20 pagesSolutions in Doctor Blades: Lantier Technologyhira kurniaNo ratings yet
- BentoniteDocument4 pagesBentoniteSihanu SubasinghaNo ratings yet
- Sealencer The Silent Suction Roll Design: Voith PaperDocument2 pagesSealencer The Silent Suction Roll Design: Voith PapersakarisoNo ratings yet
- TROUBLE SHOOTING GUIDE Blanket SurfaceDocument6 pagesTROUBLE SHOOTING GUIDE Blanket SurfaceLai NguyenNo ratings yet
- Low Consistency RefiningDocument65 pagesLow Consistency RefiningLaboratorio PapelesRegionalesNo ratings yet
- Dubuit Auxilary MachinesDocument6 pagesDubuit Auxilary MachinesJesus Chucho BruzualNo ratings yet
- EnricoGalliDocument77 pagesEnricoGallimmylito100% (1)
- PULP AND PAPER INDUSTRIESDocument41 pagesPULP AND PAPER INDUSTRIESCJ SacoboNo ratings yet
- Nipco Soft CalenderDocument27 pagesNipco Soft CalenderGarry Yan Diaz100% (1)
- Core Handling EquipmentDocument20 pagesCore Handling EquipmentAnjas HardiansyahNo ratings yet
- 2009 Issue 4 IPPTA Article 05Document4 pages2009 Issue 4 IPPTA Article 05Lev BNo ratings yet
- Technology, Energy Efficiency and Environmental Externalities in The Pulp and Paper Industry - AIT, ThailandDocument140 pagesTechnology, Energy Efficiency and Environmental Externalities in The Pulp and Paper Industry - AIT, ThailandVishal Duggal100% (1)
- Shoe PressDocument4 pagesShoe Presssushil kumar0% (1)
- High Performance Foil Rotor Improves De-Ink Pulp ScreeningDocument9 pagesHigh Performance Foil Rotor Improves De-Ink Pulp ScreeningAliNo ratings yet
- Air Resistance of Paper (Gurley Method) t460Document19 pagesAir Resistance of Paper (Gurley Method) t460Gustavo Sánchez100% (1)
- t580 D 3 Sarg With Editorial Corrections IncorporatedDocument8 pagest580 D 3 Sarg With Editorial Corrections IncorporatedRaNo ratings yet
- Advanced Training Course On Deinking - Dispersion and KneadingDocument38 pagesAdvanced Training Course On Deinking - Dispersion and KneadingGuido PeraltaNo ratings yet
- Modified GCC Fillers in Printing Paper ProductionDocument7 pagesModified GCC Fillers in Printing Paper ProductionPenkinNo ratings yet
- Effect of Surface Size With StarchDocument4 pagesEffect of Surface Size With Starchcahya indhartaNo ratings yet
- Cleaning guidelines for forming fabricsDocument10 pagesCleaning guidelines for forming fabricsMr. JahirNo ratings yet
- Topic 15 Papermaking Drying LectureDocument18 pagesTopic 15 Papermaking Drying LecturenotengofffNo ratings yet
- Optimization of Wire Vacuum by D K SinghalDocument7 pagesOptimization of Wire Vacuum by D K SinghalnazeerNo ratings yet
- Hannecard Roll Covers Services Paper Industry en v2Document16 pagesHannecard Roll Covers Services Paper Industry en v2Phu, Le HuuNo ratings yet
- Masters AdmitCard 2020 2021 MSG 3062375Document1 pageMasters AdmitCard 2020 2021 MSG 3062375sukallan dharNo ratings yet
- Employee Profile ReportDocument1 pageEmployee Profile Reportsukallan dharNo ratings yet
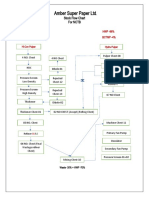
- Flow Chart of StockDocument3 pagesFlow Chart of Stocksukallan dharNo ratings yet
- Temperature influence on bleaching waste paper pulpDocument9 pagesTemperature influence on bleaching waste paper pulpsukallan dharNo ratings yet
- Employee Profile ReportDocument1 pageEmployee Profile Reportsukallan dharNo ratings yet
- Topic 14 Papermaking Pressing TextDocument21 pagesTopic 14 Papermaking Pressing Textronaldsacs100% (1)
- Daily Statement of FRM & ChemicalsDocument43 pagesDaily Statement of FRM & Chemicalssukallan dharNo ratings yet
- CompletPresentationA AnDocument288 pagesCompletPresentationA AnDinhnamsgpNo ratings yet
- Understanding & Improving Paper Machine Operations & Product QualityDocument2 pagesUnderstanding & Improving Paper Machine Operations & Product Qualitysukallan dharNo ratings yet
- Starch 6Document27 pagesStarch 6sukallan dharNo ratings yet
- Papermaking Surface Size StarchDocument13 pagesPapermaking Surface Size Starchsukallan dharNo ratings yet
- 38a Estimation of Impact of Alternative Papermaking Additives On Paper Web Dewatering Intensity and Paper PropertiesDocument104 pages38a Estimation of Impact of Alternative Papermaking Additives On Paper Web Dewatering Intensity and Paper Propertiessukallan dharNo ratings yet
- 19 Bleaching PDFDocument40 pages19 Bleaching PDFsukallan dhar100% (1)
- AKD Details StudyDocument7 pagesAKD Details Studysukallan dharNo ratings yet
- 21912, Water pp170 184Document15 pages21912, Water pp170 184helloNo ratings yet
- CoagulationDocument10 pagesCoagulationsukallan dharNo ratings yet
- Paracetamol Overdose: BW 40 KG Without Fluid RestrictionDocument2 pagesParacetamol Overdose: BW 40 KG Without Fluid RestrictionAndy TanNo ratings yet
- Basic Hydraulic SystemsDocument128 pagesBasic Hydraulic Systemsbeau04297% (35)
- Mediburn 30Document35 pagesMediburn 30Vsee EnkoNo ratings yet
- Conceptual Data Modeling and Database Design Volume 1 - The Shortest Advisable Path A Fully Algorithmic ApproachDocument662 pagesConceptual Data Modeling and Database Design Volume 1 - The Shortest Advisable Path A Fully Algorithmic ApproachErkan50% (2)
- Math10 Week3Day4 Polynomial-EqnsDocument44 pagesMath10 Week3Day4 Polynomial-EqnsMark Cañete PunongbayanNo ratings yet
- Measurement of SubstructureDocument24 pagesMeasurement of SubstructureAamaniVeeranam80% (10)
- Thesis On Multilevel ModelingDocument6 pagesThesis On Multilevel Modelingsashajoneskansascity100% (2)
- TCP Operational Overview and The TCP Finite State Machine (FSM)Document4 pagesTCP Operational Overview and The TCP Finite State Machine (FSM)Mayank JaitlyNo ratings yet
- Essential Statistics For The Behavioral Sciences 1st Edition Privitera Solutions ManualDocument7 pagesEssential Statistics For The Behavioral Sciences 1st Edition Privitera Solutions Manualspinifexcandock8zf100% (26)
- Is 14416 1996Document20 pagesIs 14416 1996kaustavNo ratings yet
- Maintenance Recommendations: Operation and Maintenance ManualDocument10 pagesMaintenance Recommendations: Operation and Maintenance ManualAmy Nur SNo ratings yet
- Etap Help PDFDocument2 pagesEtap Help PDFRebeccaNo ratings yet
- Service Manual (V1.22)Document529 pagesService Manual (V1.22)JensNo ratings yet
- Powered Acoustimass - 30 Speaker System AM-30P: Service ManualDocument48 pagesPowered Acoustimass - 30 Speaker System AM-30P: Service ManualHama Aiea100% (1)
- TVL CSS11 Q4 M1Document12 pagesTVL CSS11 Q4 M1Richard SugboNo ratings yet
- AminesDocument31 pagesAminesJoseph YayenNo ratings yet
- Types of VerbDocument4 pagesTypes of VerbFaisal MalikNo ratings yet
- Design of Three Span Steel Composite FlyoverDocument85 pagesDesign of Three Span Steel Composite FlyoverStructural SpreadsheetsNo ratings yet
- CFG Grammar: Context Free Grammar BasicsDocument34 pagesCFG Grammar: Context Free Grammar BasicsEd MolloNo ratings yet
- Unit - L: List and Explain The Functions of Various Parts of Computer Hardware and SoftwareDocument50 pagesUnit - L: List and Explain The Functions of Various Parts of Computer Hardware and SoftwareMallapuram Sneha RaoNo ratings yet
- Chemical Equilibrium ExplainedDocument42 pagesChemical Equilibrium ExplainedDedi WahyudinNo ratings yet
- SamplingDocument12 pagesSamplingΔημητρηςΣαρακυρουNo ratings yet
- 12.6 Perform An Activity - Measuring The Critical Angle For Various MediaDocument2 pages12.6 Perform An Activity - Measuring The Critical Angle For Various MediaRajeshri SoniNo ratings yet
- Solidworks Flow SimulationDocument7 pagesSolidworks Flow SimulationpatrickNX94200% (1)
- Using Topcon GR-3 GPS for Topographic SurveysDocument4 pagesUsing Topcon GR-3 GPS for Topographic SurveysFranco BaldiNo ratings yet
- Unit 10 - Week 9: Assignment 9Document4 pagesUnit 10 - Week 9: Assignment 9shubhamNo ratings yet
- SQL SlidesDocument65 pagesSQL SlidescopsamostoNo ratings yet
- Amber & Company: A Reliable Company of WaterproofingDocument20 pagesAmber & Company: A Reliable Company of WaterproofingRaj PatilNo ratings yet
- State Standards: Common CoreDocument24 pagesState Standards: Common CoreEddy R. VélezNo ratings yet
- Viscosity Vs ConsistencyDocument6 pagesViscosity Vs Consistencysontakke manmathNo ratings yet