You might also like
- Ethics & Professionalism - Environment & Sustanability - Week 6Document34 pagesEthics & Professionalism - Environment & Sustanability - Week 6sakinah azizanNo ratings yet
- Commontest 2019850804 5M1Document17 pagesCommontest 2019850804 5M1sakinah azizanNo ratings yet
- Borang LI-FKM-03D-2018 - Industrial Supervisor Report DIPDocument2 pagesBorang LI-FKM-03D-2018 - Industrial Supervisor Report DIPsakinah azizanNo ratings yet
- Ceg552 Chapter 3Document219 pagesCeg552 Chapter 3sakinah azizanNo ratings yet
- Nota Chapter 1 - OverviewDocument16 pagesNota Chapter 1 - Overviewsakinah azizanNo ratings yet
- Ethics & Professionalism - Ethics - Week 1Document23 pagesEthics & Professionalism - Ethics - Week 1sakinah azizanNo ratings yet
- Bmcm3743021415 Getaran Mekanikal Mechanical VibrationDocument38 pagesBmcm3743021415 Getaran Mekanikal Mechanical Vibrationsakinah azizanNo ratings yet
- Week 2-Data Set Three Hinged ArchDocument3 pagesWeek 2-Data Set Three Hinged Archsakinah azizanNo ratings yet
- Final Exam 1617Document15 pagesFinal Exam 1617sakinah azizanNo ratings yet
- CCTDocument4 pagesCCTsakinah azizanNo ratings yet
- OSRAM Product Presentation 2020Document49 pagesOSRAM Product Presentation 2020sakinah azizanNo ratings yet
- Contract Law Week 2Document31 pagesContract Law Week 2sakinah azizanNo ratings yet
- Assignment PART BDocument2 pagesAssignment PART Bsakinah azizanNo ratings yet
- OSRAM Product Presentation 2020Document49 pagesOSRAM Product Presentation 2020sakinah azizanNo ratings yet
- JKR Industrial Training ReportDocument44 pagesJKR Industrial Training Reportsakinah azizanNo ratings yet
- Heat and mass transfer tutorialDocument1 pageHeat and mass transfer tutorialsakinah azizanNo ratings yet
- Tutorial 1Document1 pageTutorial 1sakinah azizanNo ratings yet
- Amdc Eng DesignDocument10 pagesAmdc Eng Designsakinah azizanNo ratings yet
- Heat and mass transfer tutorialDocument1 pageHeat and mass transfer tutorialsakinah azizanNo ratings yet
- Tutorial 10 CengelDocument1 pageTutorial 10 Cengelsakinah azizanNo ratings yet
- Answer 14 TurbomachineryDocument2 pagesAnswer 14 Turbomachinerysakinah azizanNo ratings yet
- Tutorial 4Document1 pageTutorial 4sakinah azizanNo ratings yet
- Tutorial 3Document2 pagesTutorial 3sakinah azizanNo ratings yet
- Bmcm3743021415 Getaran Mekanikal Mechanical VibrationDocument38 pagesBmcm3743021415 Getaran Mekanikal Mechanical Vibrationsakinah azizanNo ratings yet
- Tutorial 5Document1 pageTutorial 5sakinah azizanNo ratings yet
- Tutorial 2Document2 pagesTutorial 2sakinah azizanNo ratings yet
- Answer 11 Drag and LiftDocument1 pageAnswer 11 Drag and Liftsakinah azizanNo ratings yet
- Cengel and Cimbala Fluid Mechanics Problems on Potential FunctionsDocument1 pageCengel and Cimbala Fluid Mechanics Problems on Potential Functionssakinah azizanNo ratings yet
- 2.0 Product Development ProcessDocument19 pages2.0 Product Development Processsakinah azizanNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5784)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Ansi Isea Z87.1-2015Document64 pagesAnsi Isea Z87.1-2015francisNo ratings yet
- Welder Id Card DhavalDocument18 pagesWelder Id Card DhavalDhaval engineeringNo ratings yet
- CA11204-021 Sheet 1Document1 pageCA11204-021 Sheet 1setyaNo ratings yet
- Pressure Vessel Fabrication & Inspection: Poyyara ConsultantsDocument137 pagesPressure Vessel Fabrication & Inspection: Poyyara ConsultantsPratik VashiNo ratings yet
- What Are The Common Causes of Porosity in SA (Submerged Arc) Welds - TWIDocument3 pagesWhat Are The Common Causes of Porosity in SA (Submerged Arc) Welds - TWIFarid Ahmed KhwajaNo ratings yet
- Esab LPH 120Document20 pagesEsab LPH 120Radu RusNo ratings yet
- Automatic Arc Welding MachineDocument48 pagesAutomatic Arc Welding MachineJaydeep ChaurasiaNo ratings yet
- 10 Things To Know Before Buying A Hydraulic ReservoirDocument3 pages10 Things To Know Before Buying A Hydraulic ReservoirhaggNo ratings yet
- Proposed WPSDocument2 pagesProposed WPSChisom Ikengwu100% (2)
- WPS-PQR ListDocument1 pageWPS-PQR ListSandra SandersNo ratings yet
- RBI Damage Mechanism Potentials Rev-01 - 6-15-2016Document27 pagesRBI Damage Mechanism Potentials Rev-01 - 6-15-2016TommyNo ratings yet
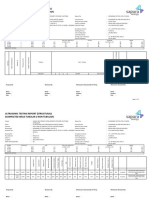
- Ultrasonic Testing Report (Structural) (Completed Weld Tubular / Non Tubular)Document2 pagesUltrasonic Testing Report (Structural) (Completed Weld Tubular / Non Tubular)Anna PariniNo ratings yet
- Tos and QuestionnaireDocument5 pagesTos and QuestionnaireIGNACIO, KYLA MAE, NATALIONo ratings yet
- John Deere Bucket Tooth CatalogDocument141 pagesJohn Deere Bucket Tooth CatalogM MNo ratings yet
- Offshore Structures Fabrication MethodsDocument25 pagesOffshore Structures Fabrication MethodsBruno MiguelNo ratings yet
- Technical Specification For Pressure VesselsDocument16 pagesTechnical Specification For Pressure VesselsANIMESH JAIN100% (1)
- Wis5 DefectDocument46 pagesWis5 DefectQuang Duan Nguyen100% (1)
- Sievert Global Cataloue 2016 - Web PDFDocument80 pagesSievert Global Cataloue 2016 - Web PDFBeto Pascual RoqueNo ratings yet
- Vendor - Directory 0121 Final NEW 040121Document207 pagesVendor - Directory 0121 Final NEW 040121CE CERTIFICATENo ratings yet
- API 570 Exam B31.3 QuizDocument4 pagesAPI 570 Exam B31.3 Quizessnelson100% (1)
- NURAPLY 3PG Protected Membrane Green Roof SystemDocument11 pagesNURAPLY 3PG Protected Membrane Green Roof SystemSimona DavidNo ratings yet
- Turnout Group 8Document22 pagesTurnout Group 8TUSHAR SAHUNo ratings yet
- MEM661 Assignment - Individual Case Study (10%) - Sept2018Document4 pagesMEM661 Assignment - Individual Case Study (10%) - Sept2018Muhammad Akmal HafizNo ratings yet
- 2010 SECTION IX WPS FORMATDocument5 pages2010 SECTION IX WPS FORMATAjay ChodankarNo ratings yet
- Saep 355 PDFDocument20 pagesSaep 355 PDFRami ElloumiNo ratings yet
- Stud Welding of Shear Conector PDFDocument13 pagesStud Welding of Shear Conector PDFramdacNo ratings yet
- Improvement of Multi-Purpose Hall Project Bill of MaterialsDocument21 pagesImprovement of Multi-Purpose Hall Project Bill of MaterialsVicent John ParedesNo ratings yet
- Passivation of Welded AISI 316L Stainless SteelDocument12 pagesPassivation of Welded AISI 316L Stainless SteelKarna2504No ratings yet
- Carcasa de FiltroDocument8 pagesCarcasa de FiltroJerson Arce AlbaNo ratings yet
- ME 2201 MT 1 Short AnswersDocument40 pagesME 2201 MT 1 Short AnswersgurunathramNo ratings yet