You might also like
- Fallas en engranajes: tipos y causasDocument9 pagesFallas en engranajes: tipos y causasJoshep Gutierrez100% (1)
- 1.2. - Rueda Guia y RodillosDocument25 pages1.2. - Rueda Guia y RodillosEdwin Olivario Taipe SuriNo ratings yet
- Analisis de Aceite Una Estrategia Proactiva y PredictivaDocument6 pagesAnalisis de Aceite Una Estrategia Proactiva y PredictivaSaul Gonzalez AlfaroNo ratings yet
- Modos Falla Engranajes E Espejo UNDocument1 pageModos Falla Engranajes E Espejo UNRohuder Andres LdsNo ratings yet
- Analisis Diagnostico y Solucion de Fallas PDFDocument15 pagesAnalisis Diagnostico y Solucion de Fallas PDFHugoNo ratings yet
- AFA RodamientosDocument40 pagesAFA RodamientosHernanNo ratings yet
- Fallas en EngranesDocument21 pagesFallas en EngranesAaron Jair Tuñon100% (2)
- Análisis de falla de piñón de marcha adelante de caja de cambiosDocument12 pagesAnálisis de falla de piñón de marcha adelante de caja de cambiosfrodo1992No ratings yet
- Manual Alineamiento Laser VulcoDocument28 pagesManual Alineamiento Laser VulcoJOSE LOPEZNo ratings yet
- Diagnostico de EngranajesDocument1 pageDiagnostico de Engranajesinterax50% (2)
- Lubricacion de EngranajesDocument46 pagesLubricacion de EngranajesMiguel50% (2)
- Diplomado en Lubricacion de Clase Mundial en Linea Nivel 2Document7 pagesDiplomado en Lubricacion de Clase Mundial en Linea Nivel 2Esteban Fernando Meza IbacetaNo ratings yet
- Interpretación de Análisis de AceiteDocument45 pagesInterpretación de Análisis de AceiteKenjiRNo ratings yet
- Soltura Mecanica AnalisisDocument16 pagesSoltura Mecanica AnalisisEric Konrad Ewoldt Torres100% (1)
- Memorias Seminario Industria Mobil RyR Abril 19 BtaDocument200 pagesMemorias Seminario Industria Mobil RyR Abril 19 BtamiladNo ratings yet
- Auditoria de LubricacionDocument14 pagesAuditoria de Lubricacionmemelucas100% (1)
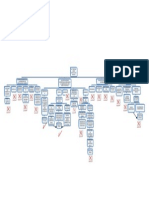
- Arbol Logico Caso Rotura Eje - Tema 12 Rev 3Document1 pageArbol Logico Caso Rotura Eje - Tema 12 Rev 3Rodrigo AlonsoNo ratings yet
- La VideosDocument40 pagesLa VideosHumberto Perez HerreraNo ratings yet
- Caso Rotura Eje Cola Rev4Document9 pagesCaso Rotura Eje Cola Rev4Rodrigo Alonso100% (1)
- Modos Falla Cojinetes E Espejo UN PDFDocument1 pageModos Falla Cojinetes E Espejo UN PDFMichel CM100% (1)
- Analisis de Aciete1Document54 pagesAnalisis de Aciete1Imelda Lara100% (1)
- Mantenimineto Cilindros HidraulicosDocument20 pagesMantenimineto Cilindros HidraulicosEduardo Castillo100% (1)
- Curso ASME Interpretacion de Analisis de Aceites UPGRADE 2011 PDFDocument172 pagesCurso ASME Interpretacion de Analisis de Aceites UPGRADE 2011 PDFjoelalejandrosuarez100% (1)
- Análisis de AceiteDocument36 pagesAnálisis de AceiteRomao Alleri100% (1)
- Análisis de AceitesDocument59 pagesAnálisis de AceitesKingEduardo100% (2)
- 3 Muestreo de AceiteDocument42 pages3 Muestreo de AceiteronaldNo ratings yet
- ENGRANAJESDocument88 pagesENGRANAJESEver ArteagaNo ratings yet
- Tornillos 1Document1 pageTornillos 1Juan José BarrigaNo ratings yet
- Analisis de Vibraciones 16 CasosDocument71 pagesAnalisis de Vibraciones 16 CasosIopvaz Armstrong RoockNo ratings yet
- SKF Fallas en RodamientosDocument40 pagesSKF Fallas en RodamientosMARS BELL DANCENo ratings yet
- 8 Tecnicas de Analisis de Aceite - PresentacionDocument33 pages8 Tecnicas de Analisis de Aceite - Presentacionpaolomoreano88100% (3)
- Lubricacion en ReductoresDocument45 pagesLubricacion en ReductoresJuan Carlos FernandezNo ratings yet
- Analisis de Lubricante AvanzadoDocument10 pagesAnalisis de Lubricante AvanzadoSantos Junnior Hipolito SandovalNo ratings yet
- Presentación Yamalube Aceites Noviembre 24 2015Document33 pagesPresentación Yamalube Aceites Noviembre 24 2015Liliana Flórez CarreñoNo ratings yet
- Fundamentos de Lubricacion - GrasasDocument17 pagesFundamentos de Lubricacion - GrasasCesar Marcello Cordova Guerrero100% (1)
- 1.vibraciones en Maquinas Rotativas PDFDocument35 pages1.vibraciones en Maquinas Rotativas PDFWilliam Martinez CotesNo ratings yet
- Desgaste de Motores DieselDocument17 pagesDesgaste de Motores Dieselceestefan50% (2)
- Muestreo de Aceite BasicoDocument30 pagesMuestreo de Aceite BasicoMirgen MirandaNo ratings yet
- 3pshp8042 Cojinetes de MotorDocument2 pages3pshp8042 Cojinetes de MotorLuisMH0% (1)
- 1 - Principios Basicos de Monitoreo de CondiciónDocument35 pages1 - Principios Basicos de Monitoreo de CondiciónJulio Cesar Mancilla HNo ratings yet
- Roturas de EjesDocument1 pageRoturas de EjesrpichoNo ratings yet
- Analisis Vibracional PDFDocument99 pagesAnalisis Vibracional PDFjuan100% (2)
- BBTS 5 Ladrones KilometrajeDocument39 pagesBBTS 5 Ladrones KilometrajeorlandoNo ratings yet
- EngranajesDocument19 pagesEngranajesmarinaNo ratings yet
- Pitting en Piñones y Engranajes PDFDocument9 pagesPitting en Piñones y Engranajes PDFdaniel03_181975No ratings yet
- Analisis de FallaDocument10 pagesAnalisis de FallaAngel Gamarra MirandaNo ratings yet
- Averías Del Piñon y Engranaje - Kalpat PDFDocument49 pagesAverías Del Piñon y Engranaje - Kalpat PDFJose Martinez MillaNo ratings yet
- EngranajesDocument26 pagesEngranajesPablo Gaspar D'Agostini Amengual100% (4)
- Diseño Tornillo Sin FinDocument29 pagesDiseño Tornillo Sin FinBeto Lainez100% (1)
- DesgasteDocument6 pagesDesgasteBelénOlivaresOgaldeNo ratings yet
- Marco TeoricoDocument6 pagesMarco TeoricoChuchoHernandezHernandezNo ratings yet
- Mantenimiento de engranajes SENADocument9 pagesMantenimiento de engranajes SENAAdrian BarreraNo ratings yet
- Análisis de fallas en engranajesDocument4 pagesAnálisis de fallas en engranajesJohn M. Romero100% (1)
- DesgasteDocument40 pagesDesgastejose julian boa clementeNo ratings yet
- Desgaste en EngranajesDocument39 pagesDesgaste en EngranajesjorgeNo ratings yet
- Diagnostico de Engranes Transmision FullerDocument15 pagesDiagnostico de Engranes Transmision Fullerfreddic0100% (7)
- Postes e IncrustacionesDocument31 pagesPostes e Incrustacionesmelissa berrezuetaNo ratings yet
- Diseño 2 Unidad 4Document21 pagesDiseño 2 Unidad 4yaritzaNo ratings yet
- Apunte de RetenesDocument10 pagesApunte de RetenesCarlos PolancNo ratings yet
- Lectura No 5 Examen en Linea No 5 (Traducido)Document4 pagesLectura No 5 Examen en Linea No 5 (Traducido)Eduardo RomeroNo ratings yet
- InyectoraDocument21 pagesInyectorajenserNo ratings yet
- Mecanismos y VibracionesDocument70 pagesMecanismos y VibracionesRicardo TabangoNo ratings yet
- Ruedas DentadasDocument18 pagesRuedas DentadasLitamar VargasNo ratings yet
- Medición de HidrocarburosDocument4 pagesMedición de HidrocarburosLeslie Jocelyn TenorioNo ratings yet
- Delta Purge 1Document34 pagesDelta Purge 1ozcapoeira2000No ratings yet
- Mecanismos y máquinas simplesDocument19 pagesMecanismos y máquinas simplesKatherine VGNo ratings yet
- ArrancadorDocument25 pagesArrancadorVictorAlonsoTorresVelásquez100% (1)
- ZEA002 Catalogo Platos Divisores Castellano 2022oDocument36 pagesZEA002 Catalogo Platos Divisores Castellano 2022oDaniel Vega MartinezNo ratings yet
- Unidad IV EngranesDocument9 pagesUnidad IV EngranesMaríaHernándezNo ratings yet
- Sistemas Accionados por Gravedad para Generar Energía: El Volante Pulsado y la Rueda de Impacto de GravedadDocument72 pagesSistemas Accionados por Gravedad para Generar Energía: El Volante Pulsado y la Rueda de Impacto de GravedadtxirrivNo ratings yet
- Spanisch D10Document158 pagesSpanisch D10castro.mantenimiento21No ratings yet
- Vanos PDFDocument78 pagesVanos PDFRichard Escobar100% (7)
- Ascensor Mecanico y ElectricoDocument11 pagesAscensor Mecanico y ElectricoYeison Darley UrbanoNo ratings yet
- Manual Transmision Informacion General Camiones Volvo PDFDocument8 pagesManual Transmision Informacion General Camiones Volvo PDFholsen seiner campos dagaNo ratings yet
- Monografia de Ajustes y ToleranciasDocument19 pagesMonografia de Ajustes y ToleranciasAlexandraNo ratings yet
- Gua Balanceo Vol 2Document4 pagesGua Balanceo Vol 2Darvin Marín MartínezNo ratings yet
- Catalogo General DucasseDocument24 pagesCatalogo General DucasseRicardo Herrera HerediaNo ratings yet
- Localización de fallas en tractores de cadenas CaterpillarDocument55 pagesLocalización de fallas en tractores de cadenas CaterpillarAnonymous vyUisZImr100% (3)
- Cadena PiñonDocument4 pagesCadena PiñonJesus Esteban Tapia AlmunaNo ratings yet
- Tarea 1 de Mant IndustrialDocument31 pagesTarea 1 de Mant IndustrialYen FisherNo ratings yet
- CaseIH MX245 MagnumDocument5 pagesCaseIH MX245 MagnumẴlejiita MenaaNo ratings yet
- Ud 17 El Motor WankelDocument6 pagesUd 17 El Motor WankelDiego MonjeNo ratings yet
- FlsmidthDocument8 pagesFlsmidthVictorFernandoLauraColqueNo ratings yet
- Diagnósticos DIRECCIÓN, SUSPENSIÓN, RUEDAS Y NEUMÁTICOSDocument20 pagesDiagnósticos DIRECCIÓN, SUSPENSIÓN, RUEDAS Y NEUMÁTICOSRaul Quispe RamirezNo ratings yet
- Tecnología de Punta en La Industria CarnicaDocument7 pagesTecnología de Punta en La Industria CarnicaRosario Pilar Ore MallmaNo ratings yet
- Bombeo RotaflexDocument52 pagesBombeo RotaflexLuis Ma Velazquez CamachoNo ratings yet
- Luz de Valvulas - Control.Document2 pagesLuz de Valvulas - Control.Victor PinedoNo ratings yet
- Máquina exprimidora de frutos optimizada paraDocument6 pagesMáquina exprimidora de frutos optimizada paraAbraham David Mercado ParedesNo ratings yet
- Curso de Produccion 2 PBTJDocument63 pagesCurso de Produccion 2 PBTJleonel peralta farias100% (1)
- Cuerda Wildhaber Javier Antezana 2Document4 pagesCuerda Wildhaber Javier Antezana 2ronyeNo ratings yet