You might also like
- SteamDocument38 pagesSteamDebendu Nag100% (2)
- Steam Solved - Steam Trap OperationDocument17 pagesSteam Solved - Steam Trap Operationvj100% (1)
- Applying boiler codes to steam systemsDocument4 pagesApplying boiler codes to steam systemsChem.EnggNo ratings yet
- Basic of Boiler DesignDocument186 pagesBasic of Boiler DesignArielKST100% (2)
- Fired Heaters - Fired Capital Equipment Key Plant ComponentsDocument4 pagesFired Heaters - Fired Capital Equipment Key Plant ComponentsReyes SanchezNo ratings yet
- Superheater Problems in Steam GeneratorsDocument11 pagesSuperheater Problems in Steam GeneratorsMarcus BaltesNo ratings yet
- Boiler MaintenanceDocument77 pagesBoiler Maintenancekeerthi dayarathna0% (1)
- The Ammonia Ice Rink Question PDFDocument32 pagesThe Ammonia Ice Rink Question PDFGilberto SanchezNo ratings yet
- Commissioning Combined Cycle Power PlantsDocument29 pagesCommissioning Combined Cycle Power Plantsmgkvpr100% (2)
- Steam HandbookDocument64 pagesSteam Handbookmsavidge50No ratings yet
- Control of DeaeratorDocument31 pagesControl of DeaeratorAyyar KandasamyNo ratings yet
- TEWI AnalysisDocument63 pagesTEWI Analysismirali74No ratings yet
- AB-507 Installed Fired Heaters GuidelineDocument36 pagesAB-507 Installed Fired Heaters GuidelineRosa galindoNo ratings yet
- Practical Guide To Industrial Boiler SystemsDocument375 pagesPractical Guide To Industrial Boiler Systemssumeet0827100% (19)
- Typical EfW Plant Commissioning Plan Feb 2010Document176 pagesTypical EfW Plant Commissioning Plan Feb 2010mbetts6304No ratings yet
- Petroleum Refinery Relocation Projects: 5-Phases of Project ManagementFrom EverandPetroleum Refinery Relocation Projects: 5-Phases of Project ManagementNo ratings yet
- Industrial Steam Systems Fundamentals and Best Design Practices PDFDocument236 pagesIndustrial Steam Systems Fundamentals and Best Design Practices PDFazkona100% (4)
- Prepared By-Vishal Singh Rahul MungaleDocument12 pagesPrepared By-Vishal Singh Rahul Mungaleamit sahuNo ratings yet
- ASME Code 2019Document6 pagesASME Code 2019MuhammadShabbir33% (3)
- Fundamentals of Boiler DesignDocument43 pagesFundamentals of Boiler DesignJadon Theophilus100% (1)
- Gestra: Condensate ManualDocument172 pagesGestra: Condensate ManualNavneet PandeyNo ratings yet
- Boiler Selection Guide for Heating SystemsDocument28 pagesBoiler Selection Guide for Heating Systemsfructora100% (1)
- Safety Operating Procedure of A Fire Tube BoilerDocument10 pagesSafety Operating Procedure of A Fire Tube BoilerJan Marvin Tamse0% (1)
- DIN EN 12953-12: Shell BoilersDocument20 pagesDIN EN 12953-12: Shell BoilersBergechseNo ratings yet
- Power Plant Lecture Notes Contents ReferencesDocument2 pagesPower Plant Lecture Notes Contents ReferencesMuhammadAamirNo ratings yet
- Boiler Performance & Technical Data JT-K13467-E01-0Document15 pagesBoiler Performance & Technical Data JT-K13467-E01-0Puntanata Siagian0% (1)
- Sizing of Expansion Tank For Hot Oil SystemDocument3 pagesSizing of Expansion Tank For Hot Oil Systemkarthick100% (1)
- Hand Out-Boiler CompleteDocument40 pagesHand Out-Boiler Completemuhammad umarNo ratings yet
- Steam Source Book 2Document108 pagesSteam Source Book 2joe_pulaskiNo ratings yet
- PIPING SYSTEM CODES AND DESIGNDocument73 pagesPIPING SYSTEM CODES AND DESIGNSebin MathewsNo ratings yet
- Fired Heater DesignDocument35 pagesFired Heater Designzorro21072107100% (6)
- Boiler Operation and MaintenanceDocument25 pagesBoiler Operation and MaintenanceJom BonhayagNo ratings yet
- Boost Boiler Efficiency SeminarDocument14 pagesBoost Boiler Efficiency SeminarsvanwonderenNo ratings yet
- BoilerDocument205 pagesBoilerTarek Ahmed100% (3)
- Boiler FundamentalsDocument63 pagesBoiler Fundamentalsakrverma2011100% (1)
- Handbook of Thermal Conductivity, Volume 2: Organic Compounds C5 to C7From EverandHandbook of Thermal Conductivity, Volume 2: Organic Compounds C5 to C7No ratings yet
- District Cooling in the People's Republic of China: Status and Development PotentialFrom EverandDistrict Cooling in the People's Republic of China: Status and Development PotentialNo ratings yet
- Life Cycle of a Process PlantFrom EverandLife Cycle of a Process PlantMahdi NouriNo ratings yet
- Boiler Project Fundamentals: Back To BasicsDocument7 pagesBoiler Project Fundamentals: Back To BasicsChemical.AliNo ratings yet
- Heating Helper For Steam Boiler and Full CalculationDocument113 pagesHeating Helper For Steam Boiler and Full Calculation185412100% (1)
- 175560how To Save Money On South Glamorgan Boiler InstallationsDocument2 pages175560how To Save Money On South Glamorgan Boiler InstallationsdentunqpfhNo ratings yet
- Thermo Tech Engineering PublicationDocument13 pagesThermo Tech Engineering PublicationDanish AhmedNo ratings yet
- BoilerEfficiency PDFDocument7 pagesBoilerEfficiency PDFMurugan VeluNo ratings yet
- Checkl List For Boiler Specification by K.K.parthibanDocument8 pagesCheckl List For Boiler Specification by K.K.parthibanparthi20065768No ratings yet
- Examination and Analysis of Thermal Stream Boiler Using Power PlantsDocument7 pagesExamination and Analysis of Thermal Stream Boiler Using Power PlantsADVOKASI PPI MALAYSIANo ratings yet
- Fire Tube BoilersDocument2 pagesFire Tube BoilersUmair JamilNo ratings yet
- BoilerDocument5 pagesBoilerUmar Farouq Mohammed GalibNo ratings yet
- Thermal Power Plants: Assignment No 1 Boilers 17-MS-PT-PE (T) - 20 Muneeb Ur Rehman KhanDocument8 pagesThermal Power Plants: Assignment No 1 Boilers 17-MS-PT-PE (T) - 20 Muneeb Ur Rehman KhanSuper SiangohanNo ratings yet
- High-efficiency hot-water systems for hospitalsDocument5 pagesHigh-efficiency hot-water systems for hospitalsCarlos Eduardo PerezNo ratings yet
- Boiler Tube Repair ProcedureDocument7 pagesBoiler Tube Repair ProcedurejoelandrewpintoNo ratings yet
- Types and efficiencies of fuel-fired boilersDocument4 pagesTypes and efficiencies of fuel-fired boilersminiongskyNo ratings yet
- AA - Calderas de Baja TempDocument33 pagesAA - Calderas de Baja TempMarc AnmellaNo ratings yet
- Boiler Types and ClassificationsDocument26 pagesBoiler Types and ClassificationshardikNo ratings yet
- Food Process Engineering Lab 3. BOILER OPERATIONDocument22 pagesFood Process Engineering Lab 3. BOILER OPERATIONMuhyiddin Noor AfandiNo ratings yet
- Specifying Shell and Tube Heat ExchangersDocument10 pagesSpecifying Shell and Tube Heat ExchangersMicheal BrooksNo ratings yet
- Ground source heat pumps explainedDocument7 pagesGround source heat pumps explainedVu Hai TruongNo ratings yet
- CTV008Document28 pagesCTV008robertsp@fast.netNo ratings yet
- Replacing A Steam Boiler - ES MagazineDocument10 pagesReplacing A Steam Boiler - ES MagazineBorkoBGNo ratings yet
- Optimal Calculus of Variations FunctionsDocument35 pagesOptimal Calculus of Variations FunctionsAlejandro AlvarengaNo ratings yet
- NasbyG 2012 UsingFlowsheetsAsCommunicationTools AIChE-CEP Oct2012Document9 pagesNasbyG 2012 UsingFlowsheetsAsCommunicationTools AIChE-CEP Oct2012Henry Arenas100% (1)
- Block Diagram ReductionDocument3 pagesBlock Diagram ReductionAlejandro AlvarengaNo ratings yet
- Best Practices For Pilot-Plant Piping: Fluids and Solids HandlingDocument6 pagesBest Practices For Pilot-Plant Piping: Fluids and Solids HandlingTeguh SetionoNo ratings yet
- EPA Water StandardDocument6 pagesEPA Water Standardapi-3712258No ratings yet
- Steam EngineDocument34 pagesSteam EnginematrixmanxflushNo ratings yet
- Boiler Automation Using PLCDocument91 pagesBoiler Automation Using PLCKishor Mhaske100% (1)
- Steam Yachts and Launches - Their Machinery and Management - 1887Document160 pagesSteam Yachts and Launches - Their Machinery and Management - 1887Clyde Steamers0% (1)
- 1706006599843_3. Steam Engine Project ReportDocument47 pages1706006599843_3. Steam Engine Project Reportpurushottamdeshpande113No ratings yet
- 20 Years Power Plant GATE, IES & IAS Questions with AnswersDocument48 pages20 Years Power Plant GATE, IES & IAS Questions with Answerselajchet senniNo ratings yet
- Steam Boiler Technology (2003)Document218 pagesSteam Boiler Technology (2003)Majid Sattar100% (3)
- Energy ManagmentDocument226 pagesEnergy ManagmentEcy Yghi0% (1)
- Power Plant Engineering (SMEX1016) 2 PDFDocument28 pagesPower Plant Engineering (SMEX1016) 2 PDFshyam sundarNo ratings yet
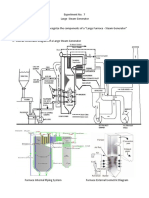
- Large Steam GeneratorDocument12 pagesLarge Steam GeneratorChe AguilarNo ratings yet
- Tube Expander Process Manual - CompressedDocument419 pagesTube Expander Process Manual - CompressedAgni DuttaNo ratings yet
- Boiler FundamentalsDocument73 pagesBoiler Fundamentalsmasoodism100% (1)
- Waste Heat Boilers in Hazardous Waste Incineration: Key Parameters for Retrofit ReviewDocument11 pagesWaste Heat Boilers in Hazardous Waste Incineration: Key Parameters for Retrofit ReviewSuzanne UllrichNo ratings yet
- Fire Tube Boiler Maintenance and PartsDocument8 pagesFire Tube Boiler Maintenance and PartsMuhamad Syarizal YusniNo ratings yet
- Bituminous and Subbituminous CoalDocument328 pagesBituminous and Subbituminous Coaltarek ali ahmedNo ratings yet
- Working of Locomotive BoilerDocument2 pagesWorking of Locomotive BoilerBhawani Pratap Singh PanwarNo ratings yet
- Special Industrial Burners and Combustion EquipmentDocument36 pagesSpecial Industrial Burners and Combustion EquipmentHarmanNo ratings yet
- Boiler Tube Cleaning (Fire Tube)Document2 pagesBoiler Tube Cleaning (Fire Tube)Randy AnanthaNo ratings yet
- 750-91 CB - CBLE 250-350 HP (Rev 1997)Document166 pages750-91 CB - CBLE 250-350 HP (Rev 1997)Jonathan GarciaNo ratings yet
- Ibr Book PDFDocument33 pagesIbr Book PDFkuldeep mohiteNo ratings yet
- Fire Tube BoilerDocument14 pagesFire Tube BoilersadvdsNo ratings yet
- Boiler ClassificationDocument4 pagesBoiler ClassificationsridharbhsNo ratings yet
- Buderus SB745WS/1550 Stainless Steel Condensing Boiler: Engineering Submittal SheetDocument5 pagesBuderus SB745WS/1550 Stainless Steel Condensing Boiler: Engineering Submittal Sheetdaboo sanatNo ratings yet
- Agni College of Technology ME 6412 Thermal Engineering Lab IDocument57 pagesAgni College of Technology ME 6412 Thermal Engineering Lab Iommech2020No ratings yet
- E. Steam Power Plant - Lecture PDFDocument20 pagesE. Steam Power Plant - Lecture PDFSafaa Hameed Al NaseryNo ratings yet
- Steam Boiler Lab ManualDocument64 pagesSteam Boiler Lab Manualvikramnikhilanshi0% (2)
- Rocket GL English - SampleDocument30 pagesRocket GL English - SampleHong DangNo ratings yet
- Thermodynamics LAB REPORTS UW-19-ME-BSC-029 Usman AliDocument50 pagesThermodynamics LAB REPORTS UW-19-ME-BSC-029 Usman Aliعثمان علیNo ratings yet
- Boiler Mountings and Accessories PDFDocument4 pagesBoiler Mountings and Accessories PDFShankar JhaNo ratings yet
- Geetanjali Institue of Technical Studies: (Affiliated To Rajasthan Technical University Kota, Rajasthan)Document17 pagesGeetanjali Institue of Technical Studies: (Affiliated To Rajasthan Technical University Kota, Rajasthan)Parth BhattNo ratings yet
- Unit 4 - Basic Mechanical Engineering - WWW - Rgpvnotes.inDocument30 pagesUnit 4 - Basic Mechanical Engineering - WWW - Rgpvnotes.inB.K Vlogs IndiaNo ratings yet