Professional Documents
Culture Documents
CFM56 Workscope Planning Guide
Uploaded by
ArabyAbdel Hamed SadekOriginal Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
CFM56 Workscope Planning Guide
Uploaded by
ArabyAbdel Hamed SadekCopyright:
Available Formats
Workscope Planning Guide
for
CFM56-5C & CFM56-5C/P
April, 2005
CFM Proprietary Information
The information contained in this document is CFM Proprietary Information and is disclosed in confidence. It is the property of CFM and shall not be used,
disclosed to others, or reproduced without the express written of CFM. If consent is given for reproduction in whole or in part, this notice set forth on each page
of this document shall appear in any such reproduction in whole or in part. The information contained in this document may also be controlled by the U.S.
export control laws. Unauthorized export or re-export is prohibited.
CFM Proprietary Information 1 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
TABLE of CONTENTS
Page Number(s)
3 INTRODUCTION 7 thru 19
- Technical Information Statement 9
- Introduction 9
- CFM 56-5Cand 5C/P family 10
- Engine maintenance planning 11
- Organization of this Workscope Planning Guide 11
- Minimum level workscope 12
- Performance level workscope 12
- Full overhaul level workscope 12 & 13
- Performance workscope recommendation summary 13 thru 16
- Life management 17
- Life Limited Part Stub-Life 17
- Special investigation workscopes & test requirements 17
- Service Bulletin and Commercial Engine Service Memorandum 18 & 19
3 ENGINE WORKSCOPE DECISION 20 thru 23
- Engine highly recommended Service Bulletins & Documents 21 & 22
- Engine Workscope decision 23
3 FAN MAJOR MODULE 24 thru 41
- Fan Major module highly recommended Service Bulletins &
Documents 26 & 27
- Fan Major module Minimum Workscope 28 & 29
- Fan Major module Performance effects 30
- Fan Major module Performance Workscope 31
- Fan & Booster module Full Overhaul Workscope 32 & 33
- N°1 & N°2 Bearing Support module Full Overhaul Workscope 34 thru 36
- Inlet Gearbox module Full Overhaul Workscope 37 & 38
- Fan Frame / Case module Minimum / performance / Full Overhaul
Workscope 39 thru 41
CFM Proprietary Information 2 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
TABLE of CONTENTS (cont'd)
Page Number(s)
3 HIGH PRESSURE COMPRESSOR MODULES 42 thru 65
- High Pressure Compressor modules highly recommended Service
Bulletins & Documents 45 & 46
- High Pressure Compressor modules Minimum Workscope 47 & 48
- High Pressure Compressor modules Performance effects. 49
- HPC Rotor module Performance Workscope 50 thru 52
- HPC Rotor and Stator modules Performance Workscope 53
- HPC Stator modules Performance Workscope 54 thru 56
- HPC Rotor module Full Overhaul Workscope 57 thru 59
- HPC Forward Case module Full Overhaul Workscope 60 thru 62
- HPC Rear Case module Full Overhaul Workscope 63 thru 65
3 COMBUSTION MODULES 66 thru 78
- Combustion modules highly recommended Service Bulletins &
Documents 70 & 71
- Combustor modules Performance effects. 72
- Combustor modules Minimum & Performance Workscope 73 & 74
- Combustion modules Full Overhaul Workscope 75 thru 78
3 HIGH PRESSURE TURBINE MODULES 79 thru 98
- High Pressure Turbine modules highly recommended Service
Bulletins & Documents 81 & 82
- High Pressure Turbine modules Performance. 83
- HP Turbine Nozzle module Minimum & Performance Workscope 84 & 85
- HP Turbine Nozzle module Full Overhaul Workscope 86 & 87
- HP Turbine Rotor module Minimum & Performance Workscope 88 thru 92
- HP Turbine Rotor module Full Overhaul Workscope 93 & 94
- HPT Shroud Support & LPT STG 1 Nozzle module Minimum &
Performance Workscope 95 thru 97
- HPT Shroud Support & LPT STG 1 Nozzle module Full Overhaul
Workscope 98
CFM Proprietary Information 3 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
TABLE of CONTENTS (cont'd)
Page Number(s)
3 LOW PRESSURE TURBINE MAJOR MODULE 99 thru 119
- Low Pressure Turbine Major module highly recommended Service
Bulletins & Documents 101 thru 103
- LPT assembly compatibility 104
- Low Pressure Turbine Major module Minimum Workscope 105 thru 107
- Low Pressure Turbine Major module Performance effects 108
- LPT Rotor / Stator module Performance & Full Overhaul
Workscope 109 thru 114
- LPT Shaft module Full Overhaul Workscope 115 & 116
- LPT Frame module Performance & Full Overhaul Workscope 117 thru 119
3 ACCESSORY DRIVE MODULE 120 thru 129
- Accessory Drive module highly recommended Service Bulletins &
Documents 124
- Accessory Drive module Minimum Workscope 126 & 127
- Accessory Drive module Full Overhaul Workscope 128 & 129
3 CONTROLS & ACCESSORIES WORKSCOPE 130 thru 159
- Controls & Accessories soft-times 132 & 133
- Controls & Accessories highly recommended Service Bulletins &
Documents 134 thru 141
Fuel system 142 thru 148
Ignition system 148 & 149
Air system 149 thru 153
Indication system 154 & 155
Oil system 156 & 157
Starting system 158 & 159
CFM Proprietary Information 4 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
TABLE of CONTENTS (cont'd)
Page Number(s)
3 SPECIAL INVESTIGATION WORKSCOPES & TEST
REQUIREMENTS 160 thru 195
- Special test requirements
3 Overtemperature & EGT exceedance 161 thru 164
Oil smell in cabin 165 thru 168
Oil consumption 169 thru 173
High N2 vibration level 174 thru 178
Engine testing recommendations 179 thru 183
Engine conversion 184 thru 191
- Engine conversion highly recommended Service Bulletins &
Documents 184 & 185
- Engine conversion workscope 186 thru 191
3 SPECIAL INVESTIGATION WORKSCOPES & TEST
REQUIREMENTS
APPENDIX A
192
APPENDIX B
193 & 194
CFM Proprietary Information 5 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
This page left intentionally blank
CFM Proprietary Information 6 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
INTRODUCTION
CFM Proprietary Information 7 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
This page left intentionally blank
CFM Proprietary Information 8 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
INTRODUCTION
Technical Information Statement
The following document contains references to the CFM56-5C Engine Shop Manual, A340 Aircraft
Maintenance Manual, CFM Services Bulletins, Components Maintenance Manuals, Commercial
Engine Service Memorandums, Component and Assembly Part Numbers and other CFM
documentation.
Any recommendations, limits, thresholds, etc referenced in this, or any other CFM documentation,
were developed assuming that the engine, module or component is of original CFM design and has
been maintained in accordance with CFM approved documentation and recommendations.
The guidance provided in this document does not address parts nor repairs supplied by third-party
sources which have not been approved by CFM.
Introduction
The recommendations contained within this Workscope Planning Guide are not intended to alter the
“on-condition” maintenance concept of the CFM56-5C engine, but to optimize the maintenance
performed during each shop visit. These recommendations are directed towards improving EGT
outbound performance margins, as well as the reliability of the engine. These are
RECOMMENDATIONS ONLY, and should not be interpreted as requirements in addition to those
currently applicable per the Operator’s Approved Maintenance Plan.
The Workscope Planning Guide provides an approach to incorporating an “on-condition” maintenance
concept. The “on-condition” maintenance concept means that maintenance planning and actions should
be determined by the actual condition of the hardware in the engine, performance level prior to
removal from wing, and accumulated cycles on the life limited parts. To perform “on-condition”
maintenance, the installed engine must be-trend monitored for performance, and, inspected on a
periodic basis to determine when the engine should be removed and overhauled.
Controls & Accessories threshold recommendations are guidelines to be used to plan maintenance
actions and have been established using combined knowledge of overhaul CFM56-5C fleet and the
specific operator’s fleet experience and needs. The threshold recommendations provided in this
Workscope Planing Guide ARE NOT TIME LIMITS.
The Workscope Planning Guide is not a replacement for any customer, government, or CFM controlled
publication, including the CFM56-5C engine shop manuals, component maintenance manuals, service
bulletins, etc. This document DOES NOT REFLECT any additional airworthiness requirements other
than those currently applicable per the OPERATOR’S APPROVED MAINTENANCE PLAN. This
Workscope Planning Guide is intended to highlight and consolidate the major features of the engine
technical publications into a workable engine management tool with the goal of improving the engine
time between shop visits, reducing maintenance costs, while maintaining the reliability of the CFM56-
5C engine in service. The responsibility for the production and the assurance of the quality of the
engine/modules produced using this guide are that of the customer.
Updated recommendations introduced in this revision are highlighted with a grey back.
This is supposed to help Customers to focus on new recommendations versus those already
introduced in the previous revision.
CFM Proprietary Information 9 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
INTRODUCTION
CFM 56-5C & 5C/P Engine Family
The CFM56-5C engine is used to power the A-340 model of the Airbus Industries aircraft. The hereunder
table lists takeoff thrust, flat rated temperature at standard day conditions, and the EGT red line of the
various CFM56-5C models.
Engine Type Thrust Flat-Rated EGT Red Line
(lbs) Temperature (°F) Temperature(°C)
CFM56-5C2 31,200 86 950
CFM56-5C2/F 31,200 86 965
CFM56-5C2/G 31,200 86 975
CFM56-5C3/F 32,500 86 965
CFM56-5C3/G 32,500 86 975
CFM56-5C4 34.000 86 975
CFM56-5C4/1 34.000 86 975
CFM56-5C2/P 31.200 86 975
CFM56-5C3/P 32.500 86 975
CFM56-5C4/P 34.000 86 975
CFM56-5C4/1P 34.000 86 975
CFM Proprietary Information 10 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
INTRODUCTION
Engine Maintenance Planning
The on-condition maintenance concept requires that the installed engine be trend monitored and
inspected on a regular basis to determine the optimum time for removal and overhaul. Procedures and
limits for inspecting the installed engine are in the Aircraft Maintenance Manual (AMM). Also,
procedures for inspecting installed engines for specific conditions may be provided in Service Bulletins
(SB).
The goal of on-condition maintenance is to maximise the time/cycles an engine can be operated
between shop visits. Several factors influence the time between overhaul including: the type and extent
of the Workscope at the previous overhaul, the engine operating procedures, the environment in which
the engine is operated, and the engine type and thrust rating of the engine. Controlling the type and the
extent of the Workscope at overhaul is the area where the operator is best able to influence and
optimise the time / cycles between overhaul. The time/cycles between overhaul is optimised by
ensuring that all hardware meets integrity standards provided in the ESM and Service Bulletins, and by
emphasising performance restoration procedures during the overhaul of an engine.
Several benefits, such as reduced number of shop visits, optimum fuel consumption, can be derived for
the operator by ensuring the integrity standards of the hardware and emphasising performance
restoration procedures during engine overhaul.
Organisation of this Workscope Planning Guide
This Workscope Planning Guide is organised in chapters by Major Module and External Hardware.
For each Major Module, recommendations are provided for three categories of workscope : Minimum,
Performance and Full Overhaul).
Each module chapter includes the following :
+ A list of highly recommended Service Bulletins and Documents (CESM, …)
+ If applicable, a summary of calculated effects on performance restoration
+ Three recommended workscope levels
The correct workscope level to apply on an engine Major Module has to be determined based on the
Engine Removal Cause, on the Module visual/borescope inspection, on the Module accumulated Hours
and Cycles and on the Engine Life Customer Management.
Each Major Module is to be repaired per its own appropriate workscope level.
The Performance workscope level includes the Minimum workscope recommendations.
The Full Overhaul workscope level includes all the recommendations already provided in the
Minimum and Performance sections.
The recommendations for Controls and Accessories are organised in one section of the Guide with
both Minimum and Full Overhaul Workscope levels mixed together.
CFM Proprietary Information 11 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
INTRODUCTION
Minimum level Workscope
Engines which enter into the shop for a well known cause, with low time since last overhaul, and with
sufficient performance margins, can be overhauled per this level of workscope.
This level highlights preventive maintenance actions and helps to identify if additional inspections or
parts repair are required.
Experience shows that it is not cost-effective to refurbish the Fan/Booster and LPT unless they are being
disassembled for cause : a minimum workscope is usually performed on these two Major Modules during
an engine performance restoration.
Performance level Workscope
Removed engines which may need a Performance Workscope are :
3 Engines with low in-service performance prior to removal (EGTM < 20 °C or OATL< 35,4 °C)
3 Engines with less than 10°C EGT margin at Inbound Test
3 Engines which have accumulated more than 8,000 hrs since last shop visit (if performance margin
unknown)
3 Engines which have reached a high vibration level on-wing
A table of derivatives to assess the performance effect of used engine hardware is provided in this
chapter.
Typical rub depths and clearances after test cell acceptance test (i.e. seal break-in and performance
run) for new engines or refurbished following the performance restoration Workscope engines, are
provided. The corresponding derivatives are used during a Performance Part Component
Assessment (PCA) to assess the performance effects for changes beyond these “post break-in”
values.
Note : these derivatives or also called “influence coefficients” have been updated on all HP
components (see heads of module chapters).
A cost effective restoration can be determined based on the actual hardware deterioration
assessment.
Common EGT margin improvements are usually presented for high deteriorated modules.
For example, HPT module refurbishment may provide with 20°C of EGT margin improvement only
when the hardware inspection is showing high deterioration (check clearances as also nozzles &
blades surface condition).
Full Overhaul level Workscope
This Workscope level applies when the module needs to be disassembled for:
3 LLP cause
3 Other hardware cause
CFM Proprietary Information 12 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
INTRODUCTION
At this time, all priority Service Bulletins should be complied to and customer option Service
Bulletins evaluated.
Also, it may prove cost- effective to replace LLP, although cycles remain in their life.
Performance Workscope Recommendations Summary
CFM encourages all operators to work with their overhaul shops and participate in the workscope
definition process to maximize the potential restored EGT margin. CFM's Focus Team will continue to
explore other avenues to maximize restored performance on the CFM56-5C engine and will update
these recommendations with any new developments.
Minimum : All engines receiving a performance restoration workscope should include these workscope
items Enhanced : All items in this category should be included in addition to the minimum workscope
for optimized results On Condition : These items are only recommended if the module is exposed or
does not meet serviceability requirements
Note: This summary is intended to provide an overview of the workscope items that impact restored
engine performance. It is not intended to replace the Engine Shop Manual (ESM) or Workscope
Planning Guide (WPG). The ESM and WPG should continue to be used along with other
requirements such as Service Bulletin compliance to formulate a complete shop visit workscope.
On
Minimum Enhanced Condition Performance Item
Overhaul VBV system including check of door seal and flex shaft
X condition and doors close properly.
Thoroughly clean fan flowpath surfaces including fan blades, OGVs,
Fan & Booster
X fan duct panels and acoustic panels.
Restore fan blade tip clearances by replacing or restoring fan case
X abradable track.
Recontour fan blade leading edges using enhanced repair 12 (72-21-
X 01).
X Disassemble booster module and SWECO clean blades and vanes.
Restore booster flowpath clearances by refurbishing/replacing inner
X and outer shrouds.
CFM Proprietary Information 13 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
INTRODUCTION
Performance Workscope Recommendations Summary
On
Minimum Enhanced Condition Performance Item
Replace stages 1-9 HPC rotor blades with new (CFM
X recommendation)
If blades are reused, repair stage 1-3 HPC rotor blades per repairs
4 (tip restoration) , 5 (RTV dovetails), 7(enhanced L/E reprofile),
X 10 (dovetail wear coating).
If blades are reused, repair stage 4-9 HPC rotor blades per repairs
4 (tip restoration), 7 ( L/E reprofile/RD305), 12 (chord
HP Compressor
X restoration).
If blades are reused, SWECO vibratory clean to improve surface
X finish.
SWECO vibratory clean serviceable IGV and VSV airfoils to
X improve surface finish.
Alkaline clean or abrasive blast serviceable vane segments stages
X 4-8.
Replace stage 1-8 inner stage seals and grind to shop manual min
X dimensions.
Replace all VSV inner and outer bushings and washers with
X newest materials.
Remove scabbing/positive material from HPC stator flowpath
X surfaces prior to case diameter measurements
Match grind HPC rotor to the ESM min clearances +.002". Use a
X true min radius case diameter for calculation if possible.
On
Minimum Enhanced Condition Performance Item
Remove, inspect, clean and rig check fuel nozzles per CMM 73-
X 11-42.
Improve fuel nozzle exit profile by minimizing flow variation
Combustor
within a fuel nozzle set at maximum secondary flow input
X pressure (420 psi).
Perform full combustion chamber overhaul including dome repair
X to resize for shrinkage (Repair 013).
Replace CDP honeycomb seal and match grind to the HPC rear
X rotating CDP seal to achieve the production clearance of 0,007 in.
CFM Proprietary Information 14 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
INTRODUCTION
Performance Workscope Recommendations Summary
On
Minimum Enhanced Condition Performance Item
Replace FOS (3 tooth) honeycomb seal and match grind the new
seal to the rotating FOS to achieve the production clearance of
X 0,012 in.
X Replace HPT nozzle internal "W" seal.
Inspect HPT nozzle segments for cracking, burning, cooling hole
HP Turbine
blockage and TBC spalling and repair per ESM. Ensure leaf seals
show contact marks & replace damaged seals. Ensure A41 area
X meets ESM limits.
Replace HPT shrouds and grind to recommended shop manual
limits. If serviceable, skim cut to remove scabs and open cooling
X holes.
Replace HPT blades with latest configuration and match grind
X with HPT shroud to achieve the recommendated J05.
X Replace LPT stage 1 outer air seal honeycomb.
Ensure EGT system connections are properly tightened and
LP Turbine
harnesses are correctly attached at junction and terminal lug
X boxes.
X Replace EGT probes with new parts.
Disassemble LPT rotor/stator module to restore airfoil surface
X finish and flowpath seal clearances.
Engine
Detergent wash engine prior to test (highly recommended if fan
and booster airfoils are not thoroughly cleaned during overhaul
X process).
Important Process Notes
Vibration levels at Test Blade tip and seal clearances are sensitive to vibrations. Careful
attention should be given to vibration levels to prevent taking
excessive rubs.
Core Seizures at Test Do not start an engine with starter if core rotor is seized. If
core rotor is seized, do not attempt to start engine until the core
rotor turns freely by hand. Attempts to turn a seized rotor using
the starter can cause heavy seal rubs.
Rotor Balance Special attention should be given to rotor balance requirements.
Achieving tighter limits will help optimize engine build and can
improve engine performance.
CFM Proprietary Information 15 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
INTRODUCTION
Performance Workscope Recommendations Summary
Important Process Notes
Linipot Special attention should be given to performing linipots.
Linipots verify concentricity between rotor and stator modules
to ensure best on-wing performance. Achieving tighter limits
(ECC, FIR, IMP) will help optimize engine build and can
improve engine performance.
Rotor Stacking Building rotors as straight as possible will reduce vibration and
improve engine performance. New computer aided technology
exists which uses flatness, runout and eccentricity
measurements to calculate optimum angular positions for
stacking rotors in straightest possible manner.
Honeycomb Grind Grind procedures are important to ensure proper honeycomb
cell clean-up. Closed cells increase surface area touching
rotating seals and can cause excessive seal wear or lead to core
seizures at test. Steam cleaning of honeycomb after grind can
help open remaining closed cells
EGT Sectors The FADEC II system allows for acquiring individual EGT
Troubleshooting at Test sector readings in the test cell. These readings can be used for
troubleshooting the EGT indication system to identify bad
sector readings.
HPC Blade Notching Compressor clearances can be optimized by notching blades
and evaluating rubs via BSI post test. AFT case build
clearances (6-9) are set to obtain a light rub during break-in or
Green Run. Rubs heavier than .005" can cause scabbing which
magnifies rubs leading to performance loss. Blade grind targets
should be adjusted until a light rub (0 to 5 mils) is consistently
achieved at Green Run. Contact CFM for specific instructions
for tip notching compressor blades.
HPC Blade Tip After removing scabs from the HPC case lands, use the
Clearances minimum HPC stator diameter to define the final target rotor
dimension (target rotor radius = min case diameter/2 - min
ESM clearance - .002"). The HPC stator runnout assessment
helps to determine the real minimum diameter of the case for
the most accurate results. Several discrete circumferential
measurements are acceptable if a runnout can not be
determined.
HPC Case Assembly Proper tooling and procedures should be used when mating
case halves for honeycomb grind, taking case land
measurements or final assembly. Torque sequence, correct
fixturing (grind fixture/alignment pins) should be used to
maintain roundness and concentricity of the case.
CFM Proprietary Information 16 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
INTRODUCTION
Life management
Refer to Shop Manual Section 05-11-00 through 05-11-04 for the latest rotating part lives.
The operator should establish minimum remaining life goals (i.e. stub life) for each of the modules
depending on his operational requirements.
Life Limited Part Stub-Life
The “Stub-Life” of the engine is the shortest life remaining of all life-limited parts installed in the
engine. It is desirable to plan the stub-life such that engines are rarely or never removed for LLP.
Special investigation Workscope & test requirements
At the end of the WPG, some Investigation Workscopes provide some guidelines for
troubleshooting on engines which have experienced HIGH EGT, OIL SMELL IN CABIN, HIGH
OIL CONSUMPTION HIGH N2 VIBRATION or ENGINE CONVERSION.
CFM Product Support Engineering can provide any other specific Investigation Workscope per
Customer request.
Please note that all Shop Finding Reports are much appreciated to improve/update these
Workscopes.
The Shop Visit Data Sheet, as defined within the Focus Sub-Team is also a very useful document
which helps all overhaul shops to improve their engine workscopes and their own practises as well.
Workscope Planning Guide updates
CFM would like the WPG be considered as a document widely used and shared between all
Customers.
So, all comments and proposals, from every Customers, which will help to complete and improve
the WPG are welcome and will be taken into account when updating the document every year.
CFM Proprietary Information 17 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
INTRODUCTION
Service Bulletin
In order to assist operators in the determination of the important Service Bulletins to be considered
during shop visits, lists have been developed for each module and included in the corresponding
chapters. Although, all these Service Bulletins and the customer option or spare part release Service
Bulletins are not shown on these lists, they should also be reviewed on from the complete listing in
the last chapter of the Guide for applicability.
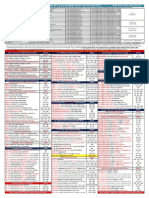
- 5C Shop Visits analysis (between Dec 03 and Dec 04)
60% 55%
50%
40%
29%
30%
20%
10% 5% 4%
2% 2% 2%
0% PERFORMANCE HPT BLADES HPC BLADE DAMAGE OIL CONSUMPTION HPT SHROUD/ NOZZLE NO 4 BEARING COMBUSTION
CHAMBER
Experience shows that the Mean Time Between Shop Visit has increased over the years, due to
Workscoping and Shop process improvements.
As of today, - 5C engine shop visits, post second run, are mainly driven by Performance and HPT
Blades.
The Workscope Planning Guide provides updated recommendations to improve both engine
Performance and Durability, including the proposals from the Wks & Perf. dedicated FOCUS
TEAM.
During such shop visits, all engines Core modules should be disassembled, cleaned, inspected and
overhauled in order to achieve an optimized restored performance level and thus a MTBSV close
to Customers expectations.
LP Modules can also been exposed for flowpath refurbishment but with a lower expected impact
on the restored EGT margin.
CFM Proprietary Information 18 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
INTRODUCTION
Service Bulletin and Commercial Engine Service Memorandum
To assist the operator in the determination of the important Service Bulletins and Commercial Engine
Service Memorandum to consider at a shop visit, condensed lists which highlights the Service Bulletins to
be incorporated on an accelerated basis have been developed and included for each modules in its
corresponding chapter. It is not all inclusive, reference should be made to the complete Service Bulletin
list for recommendations on each Bulletin.
These Service Bulletins and Commercial Engine Service Memorandum have been sorted in five
categories to show their impact in terms of Durability (letter D), Performance (letter P) and / or Reliability
(letter R) and to highlight some of the Inspection (letter I) Service Bulletins. The last category is for
Others (letter O) Service Bulletins including either those providing some Additional Improvements (letter
AI) or those mentioned for Information (Info) purpose.
Furthermore, in order to show their applicability to the multiple engine configurations, the Service
Bulletins and Commercial Engine Service Memorandum are sorted to indicate those in which apply to
“All” CFM56-5C engines, just classic 2D airfoil aero engines (letter “C”), and just performance improved
3D airfoil aero engines (letter “P”).
Here under are the Service Bulletin Compliance key definitions :
1. Within XX hours or YY cycles or by specific end date.
2. Earliest convenience not to interfere with revenue service.
3. Perform at next S.V., regardless of the scheduled maintenance action or the reason for engine
removal.
4. Perform when that area of the engine is accessible.
5. Perform when the affected part is exposed at the piece-part level.
6. Perform only if the affected part is planned to be routed for repair.
7. Perform through attrition at customer convenience.
8. Spare parts release.
9. Information only.
CFM Proprietary Information 19 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
ENGINE WORKSCOPE
DECISION
CFM Proprietary Information 20 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
ENGINE LEVEL HIGHLY RECOMMENDED SERVICE BULLETINS & DOCUMENTS
CFM sorting Type
Section S/B # D P R I O TITLES & DESCRIPTIONS Compliance C/P
72-00 72-125 X Modification of bracket design : To avoid the contact between the J9 and the J10 7 All
harness bracket and J6 harness
72-0212 X Deletion of the 5th stage bleed line : See previous S/B description. 7 All
72-276 X Radial Drive Shaft & Ball Bearing improvement : It is recommended that this SB 7 All
be accomplished at each 400 h / 80 c from CSN=0 to 600 cycles and one more time
over 600 cycles
72-300 AI Introduction of new Engine Plug : Permits the coding of all new engine models 7 All
which require more information
72-0306 X Introduction of a new rear sump air/oil separator : Introduction of a new design 7 All
with a forced double passage through a honeycomb cartridge. Reduce oil
consumption.
72-315 X Routing improvement of the FRV branch and clogging indicator branch of J7 7 All
and J8 harness : Obtain correct routing and /or a minimum clearance with other parts
72-326 X Introduction of new Rear Sump Oil Supply Line : Redesign of the routing of the 7 All
tube.
72-0341 X Introduction of new LPT Cooling Bracket : Easy installation of LPT Cooling Air 7 All
Tube Clamp
72-360 X HPT blade borescope inspection : Inspection of HPT blades 1795M60P01 for 2 C
cracks.
72-382 X Modification of FRV line : Avoid overpressure in fuel supply line 7 All
72-398 AI Introduction of new plate and new accomplishment instructions for marking. 7 All
72-419 X Change of EGT Wiring Harness attachment : Introduction of new bracket with 3 All
reduced vibratory response
CFM Proprietary Information 21 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April,05
ENGINE LEVEL HIGHLY RECOMMENDED SERVICE BULLETINS & DOCUMENTS
CFM sorting Type
Section S/B # D P R I O TITLES & DESCRIPTIONS Compliance C/P
72-00 72-455 X Replacement of the Exchanger IDG Inlet Fuel Hose : New design / technology to 2 All
prevent fuel leak
72-465 X Replacement of Spinner Front Cone bolts : For commonality between all CFM56 7 All
engine models, introduction of a new spinner front cone attachment
72-502 X X Conversion of the engine into CFM56-5C/P configuration 7 P
72-507 X Introduction of new cotter pin 7 All
72-510 X On wing inspection of safety cable 3 All
72-516 X Introduction of new brackets to improve the EGT wiring harnesses attachment 3 All
73-116 X Introduction of new gasket seal between the heat exchanger and the servo fuel 2 All
heater.
73-131 X Bolt length 5 All
75-008 X Removal of the 5th stage Start Bleed System : Start Bleed System is finally not 7 All
required on –5C2 engines which have actually sufficient start stall margin.
Improve engine producibility and reduce weight.
72-01 72-038 X Geometric modification of bracket P/N 337-043-801-0 : Do at next shop visit, to 3 All
eliminate risk of inversion of T25 sensor connection channel A and B sensor leads to
their connectors.
72-062 X Improvement of No.1 bearing vibration sensor attachment 7 All
72-02 72-266 X HPT manifolds bracket replacement : the hole location is moved to eliminate the 7 All
bending of the sensor harness which simplifies installation.
72-327 X S.P.R. : Introduction clamp-loop 649-412-351-0 / 649-412-354-0 8 All
78 72-433 X Introduction of a new Hydraulic Control Unit Return Line : Improved new Unit 2 All
Return line to lower “Thrust Reverser Unlock” occurrence in the field.
CFM Proprietary Information 22 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April,05
EN GIN E WORKS COP E D ECIS ION
E ngine r em ova l
Check on-win g hist or y
In com ing in spect ion
ext er nal / BSI / MCD Filt er
scr een ch ecks
- FOD
- Com bust or
- Over t em p Rem oval - Bear ing fa ilu r e
Rea son - H PT failur e
- H PC failur e
- Ot her s ca uses
Refer t o Check LLP
WP G P er for m ance st at us (st ub life)
Invest igat ion
Wor kscopes Refer t o WPG
" H ighly
Ch eck Modules Check Modules r ecom m en ded
Per for m ance st at us st at us SB "
Per for m par t ia l
Cor e r efur bism ent U nder 34°C
(dependin g on OATL OATL
& r em oval ca use) per for m
Full Cor e
r efur bishm ent
Disassem ble Disassem ble Ma jor Modules for
Cor e E ngine ca uses an d if concer ned apply
as necessa r y following Minor Modu les
for par t ial Rem ove r efur bishm ent wor kscopes
Cor e E n gin e Cor e E ngin e
r efu r bishm ent for F ull Cor e
(in st a lled on Per for m a nce
Fa n Major r efur bishm ent
Modu le)
- H PT J O5
r efu r bishm ent - Fa n & Boost er - LPT Accessor y Dr ive
- H PC Rot or r efur bishm ent Rot or / St at or (AGB / TGB)
- H PT N ozzle 4T r efur bishm ent r efur bish m en t r efu r bishm ent
st at . seal - N °1 & 2 Bear in g
r efu r bishm ent - H PC St a t or Suppor t - LPT Sha ft
r efur bishm ent r efur bishm ent r efur bish m en t
- IGB - LPT F r am e
r efur bishm ent r efur bish m en t
Com bu st ion Case
Com bust ion Cham ber - Fan F r am e / Case
CDP st a t . seal
(on condit ion) r efur bishm ent
r efur bishm ent
CFM Proprietary Information 23 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
FAN MAJOR MODULE
CFM Proprietary Information 24 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
FAN MAJOR MODULE
SHOP MODULES :
72-21-00 : FAN & BOOSTER
72-22-00 : No. 1 AND No. 2 BEARING SUPPORT MODULE
72-23-00 : FAN FRAME MODULE
72-61-00 : INLET GEARBOX AND No. 3 BEARING ASSEMBLY MODULE
CFM Proprietary Information 25 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
FAN MAJOR MODULE
HIGHLY RECOMMENDED SERVICE BULLETINS & DOCUMENTS
CFM sorting Type
Section S/B # D P R I O TITLES & DESCRIPTIONS Compliance C/P
21 72-231 X IGV Stage 1 Vane Inner Shroud On-Wing Inspection : It is recommended that this 2 All
SB be accomplished at each 400 h / 80 c from CSN=0 to 600 cycles and one more
time over 600 cycles
72-275 X Introduction of new Stage 1 Fan & Booster Vane Assy with a stiffener integrated 7 All
to the outer shroud : Reduce vibratory stress of the stage 1 vane assembly
21 / 61 72-321 X Nut and torque change : New nuts in Waspalloy with a new double torque procedure 4 /P
are introduced for an improved reliability of IGB & No.3 Brg assembly
22 72-368 X Introduction of a new Forward Air/Oil Separator : Simplification of concept of 7 All
air/oil separator with change of material
23 72-061 X Introduction of new PS12 and PS13 air tube assy with reinforced connectors 7 All
72-127 X Introduction of new composite Outlet Guide Vane : Behaviour improvement 7 All
against rain, acid-etching, and improvement of the resistance to the ingestion of sand
and hailstone
72-141 X Modification of bolt length : To prevent interference risk between the bolt P/N 7 All
J645P15A and the oil scavenge forward sump tube
72-150 X Introduction of new bracket : Slight interference with the IDG 7 All
72-176 X Introduction of new Fan Duct Panel : Improve the mechanical characteristics of the 7 All
VBV louvers
72-276 X Radial Drive Shaft and Ball Bearing improvement : New design with clearance 7 All
optimization and addition of two locking slots on the inner housing
CFM Proprietary Information CFM56-5C 5C/P WPG
Subject to restrictions on the front page 26 April, 2005
FAN MAJOR MODULE
HIGHLY RECOMMENDED SERVICE BULLETINS & DOCUMENTS
CFM sorting Type
Section S/B # D P R I O TITLES & DESCRIPTIONS Compliance C/P
72-283 X Introduction of new flexible shaft assy and ferrule : New flexible shaft with 7 All
increased hexagonal tip dimensions
72-346 X Introduction of new bracket assy (P/N 337-158-003-0 & P/N 337-159-402- 7 All
72-347 0) : Bracket redesigned to improve the support of J8 harness deviation
72-466 X Improvement of harness wiring J8 routing on engines equipped with 7 All
DSFF : Prevent from interference between CFM harness wiring J8 and BFG
Rohr Tube Assy on engines equipped with DSFF
72-482 Introduction of new bracket for engines equipped with DSFF (or repair on 7 All
current part) : Facilitate removal/install of HMU in-shop or on-wing for
engines equipped with DSFF (S/B 73-090)
31 72-229 X X Flexible borescope inspection of the HPC stage 1 Disk Bore forward 2 All
corner for rubs / scratches : Clearance between HPC stg1 Disk Bore and
No.3 Bearing Aft Stationary a/o Seal reduces at high engine speed. Contact
must be checked every 2200 Cycles Since New until Seal is replaced per S/B
72-230.
62 72-147 X Modification of TGB clevis mount attachment : To prevent risk of 4 All
interference between the two attachment bolts of the TGB clevis mount and oil
scavenge tube crank
62 / 23 72-387 X Introduction of new lower Radial Drive Shaft (P/N 305-159-502-0) : 3 All
Increasing of external diameter of the shaft increases the resonance frequency
margin and thus reduces the risks of failure.
23 72-230 X Replacement of No.3 Bearing Aft Stationary a/o seal and inspection of 3 /P
HPC Stg 1-2 Spool : Both inspection and replacement are recommended to
avoid contact between HPC stg 1 Disk Bore and No.3 Brg Aft Stat. a/o Seal
CFM Proprietary Information CFM56-5C 5C/P WPG
Subject to restrictions on the front page 27 April, 2005
FAN MAJOR MODULE MINIMUM WORKSCOPE
Key Maintenance Tasks
Reference
Note : The Fan Major module is not necessary removed or disassembled but 72-00-01
some of the Shop modules may be partially disassembled, visually inspected
and removed parts are to inspected per ESM 72-00-01.
3 Remove, clean and inspect Spinners for erosion on paint. Pay particular 72-00-21
attention to erosion of the front spinner cone tip. 72-21-05
• Restore surface finish per ESM.(RD 15-93041)
• Visually inspect the spinner rear cone O-ring for damages.
3 Check condition of the spinner rear cone anodization. Repair damages on 72-21-05 rep
attachment areas per ESM 72-21-05 Repair 001 001
3 Check Front and Rear Cones Seals for damage and repair if necessary 72-21-05
Rep 05
3 Remove Fan blades from Fan Disk. 72-00-21
3Inspect visually the Fan blades.
• Check the blade dovetail and mid-span shroud for flaking or fretting. 72-21-01
• Blend / repair the defects per ESM 72-21-01 (Rep 01 &/or 12). Rep 01/ 12
• If the blades show any evidence of FOD, erosion or distortion or
• If the Cu-Ni-In coating is in bad condition, then
Remove/replace the Cu-Ni-In coating and inspect the blades at piece part level,
per ESM.
• If evidence of erosion, do a FPI inspection for crack (local FPI is
acceptable).
• If erosion pitting is confirmed without any crack, then repair per ESM
72-21-01
72-21-01 (Rep 15-93054).
Rep 15-93054
• The repair is approved for erosion pitting removal per hand blending
(Nov 2002).
• If a crack is detected, then scrap the blade
Note : As mentioned in the ESM, a dimensional inspection is requested only
based on the visual findings.
3 If coating is missing on the root of the Fan blade, recondition the Cu-Ni-In
thermal spray coating and the dry film lubricant coating on the root of the fan
blade.
CFM Proprietary Information 28 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
FAN MAJOR MODULES MINIMUM WORKSCOPE
Key Maintenance Tasks
Reference
3 If coating is missing on the midspan shroud mating face repair per ESM 72- 72-21-01 rep 005
21-01 Rep 005
In case of, FPI prior to reapplication of the Cu-NI-IN coating
3Relube Fan Dovetail and Midspan Shroud.
72-00-21
3Relube spacers before installation Installation
3 Check Fan disk at every shop visit. Inspect disk dovetail pressure faces for 72-00-21
fretting. Relube disk dovetail pressure faces.
3 Whenever removed, clean and inspect fan disk spacers. Reapply protective 72-21-10
coating if necessary.
3 On Booster, boroscope inspection has to be systematically performed. AMM 72-21-00
3 Check for IGV inner shroud cracking per SB 72-231. In case of cracking, 72-21-09
replace IGV inner shroud or perform SB 72-275. SB 72-231
SB 72-275
3 Check VBV system condition. Remove fan duct panels and inspect .
Replace flexible shafts per SB 72-283. SB 72-283
Check VBV stop mechanism per SB 75-061 and if concerned remove and SB 75-061
overhaul.
3 If exposed, inspect No. 1, 2 and 3 bearing air/oil seals for evidence of oil 72-22-08
leakage. 72-23-19/20
Note : If module is removed for access, inspect per ESM 72-00-22. 72-00-22
3 Inspect No. 3 bearing aft stationary air/oil seal for interference with HPC SB 72-229
spool 1-2 according to SB 72-229. Replace and / or rework per SB 72-230 SB 72-230
whenever necessary.
3 Inspect No. 3 bearing aft stationary teflon seal for damage and replace if 72-23-20
necessary. Rep 01
CFM Proprietary Information 29 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
FAN MAJOR MODULES PERFORMANCE EFFECTS
Feature Post break-in value SFC Effect % EGT Effect °C
(mils / microinch) (mils / microinch) (mils /
microinch)
Fan blade surface finish 32 0.0104 0.1042
Concave side outer panel 32
Convex side outer panel 25
Booster rotor surface finish 32 0.0019 0.0228
Booster stator surface finish 64 0.0019 0.0228
* Fan Blades Tip clearance limits are provided in the ESM (72-00-01 assembly 002) for new and
overhauled abradable cartridges.
The current ESM limits are : 0.0524 – 0.100 in (1.33 – 2.53 mm) for F01A and 0.0587 – 0.106 in (1.49 –
2.69 mm) for F01B
* Fan Blades Tip clearance limits are provided in the ESM (72-00-21) for used abradable cartridges.
The current ESM limits are : 0.1299 in for F01A (3,3 mm) (fwd) and 0.1496 in for F01B (3,8 mm) (aft).
CFM Operability have recently confirmed that during the worst case of an Aborted TakeOff, with the
Thrust Reverser engaged, the Fan Pumping Margin is reduced.
The current ESM limits prevent from Fan Pumping Margin reduction due to an excessive Blade Tip
clearance increase.
CFM Proprietary Information 30 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
FAN MAJOR MODULES PERFORMANCE WORKSCOPE
Key Maintenance Tasks
These are additional recommendations to the Minimum Workscope described previously.
Reference
Note: Fan & Booster module is partially disassembled for this level of
workscope and should be inspected per modular Shop Manual 72-00-21, 72-00-21
unless otherwise.
3 Remove and clean the Fan Blades per ESM 72-21-01 (remove grease & dirt 72-21-01
deposits).
3 Partially disassemble the Booster to remove and clean both Blades and 72-21-02
Vanes, per ESM 72-21-02 (vibratory cleaning) and 72-21-09 (blasting with 72-21-09
plastic media).
3 Do a visual inspection of the fan blades as described in the Minimum 72-21-01
Workscope level. Remove and replace the Cu-Ni-In coating only if needed, Rep 002
based on the coating condition and/or if a piece part inspection is requested.
3 At piece part level, inspect dovetail slot of Fan disk and perform an Eddy 72-21-03
Current inspection of the Bore inner diameter and dovetail slot, following
FAA Initiative and ESM 72-21-03.
3 Perform the following on Booster vanes :
• Clean the Vanes and restore surface finish as mentioned above.
• Restore stage 1-4 booster Outer Shroud for rub or erosion per ESM 72- 72-21-09 Rep 003
21-09 repair 003.
• Restore Booster Inner Shroud for rub per ESM 72-21-09 repair 002. 72-21-09 Rep 002
3 Prior module assembly, pay close attention to rotor cavities cleaning for oil /
dust accumulation, in order to prevent vibration problem.
CFM Proprietary Information 31 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
FAN & BOOSTER MODULE (72-21-00)
CFM Proprietary Information 32 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
FAN & BOOSTER MODULES FULL WORKSCOPE
Key Maintenance Tasks
These are additional recommendations to the Minimum and Performance Workscopes described
previously.
Reference
Note: The Fan & Booster module must be removed from the engine and
partially disassembled in piece part for this level of overhaul. The fan disk 72-21-03/04
and the booster spool should be unstacked for LLP or cause only. All
visible areas of stacked fan disk & booster spool should be inspected per
piece part ESM 72-21-03/04.
3 Restore surface finish of Spinner cones per ESM 72-21-05 72-21-05
3 Refer to Minimum & Performance Workscope for Fan blades inspection
3 Refer to Minimum & Performance Workscope for Fan disk inspection
3 Perform the following on Booster hardware :
• Clean and inspect booster blades per ESM and restore dovetail 72-21-02
coating.
• Inspect stage 1 booster vane inner shroud for cracks per ESM 72-21- 72-21-09
09. Blend repair of the blade airfoils per ESM 72-21-09 repair 001. 72-21-09 rep 001
Local blade tip rub acceptable up to 0.010 in (0.25mm) deep in area
B, or perform SB 72-275. SB 72-275
3 During module assembly, in order to prevent future vibration problem, pay
close attention to cleaning of rotor cavities for oil / dust accumulation, and,
if rotor was unstacked, pay close attention to proper seating of rotor mating
faces and to torque procedure / values of assembly bolts.
3 At assembly, assure fan blade tip clearance is within the limits of ESM. If 72-00-01
not, restore fan abradable. Installation
3 Remove N°.3 Brg Stationary Aft air/oil Seal, replace each nut on the IGB
housing studs and apply the special double torque procedure described in SB 72-321
SB 72-321.
CFM Proprietary Information 33 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
N°1 & N°2 BEARING SUPPORT MODULE ( 72-22-00 )
CFM Proprietary Information 34 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
N°1 & N°2 BEARING SUPPORT MODULE ( 72-22-00 )
CFM Proprietary Information 35 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
N°1 & N°2 BEARING SUPPORT MODULE FULL
WORKSCOPE
Key Maintenance Tasks
Reference
Note: N°1 & N°2 Bearing Supports module should be removed from the
engine and disassembled in piece part for this level of overhaul.
3 Remove the N°1 and N°2 bearings and inspect per ESM. 72-09-01
3 Inspect the Fan shaft per the Shop Manual including MPI. 72-22-01
• Pay attention to the forward rabbet diameter. Apply protective oil CP
2858.
3 Inspect oil separator ducts for cracking and missing pieces. 72-22-10
3 Inspect stationary air / oil seal for missing or delaminated abradable. If oil 72-22-11
is found in booster spool, pressure check the stationary air / oil seal.
3 Replace the forward air/oil separator by a more reliable P/N per S/B 72- SB 72-368
368
3 During reassembly, apply engine oil protection on bearings to avoid 72-00-01
corrosion.
3 At installation, airflow check the forward sump assembly as part of Fan
frame assembly.
CFM Proprietary Information 36 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
INLET GEARBOX MODULE (72-61-00)
CFM Proprietary Information 37 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
INLET GEARBOX MODULE
FULL WORKSCOPE
Key Maintenance Tasks
Reference
Note: The Inlet Gearbox module should be removed from the fan frame and
disassembled in piece part for this level of inspection.
3 Inspect the piece-parts per the applicable section of ESM. 72-61-00
3 Remove N°.3 Brg Stationary Aft air/oil Seal, replace each nut on the IGB
housing studs and apply the special double torque procedure described in SB 72-321
SB 72-321.
3 Following high N2 vibration event or N°4 bearing failure, refer to FHL
09/98 (98-09- 7251-03) for IGB inspection repair and SB 72-321 FHL 09/98
application.
3 Inspect all bearings per ESM. 72-09-01
3 Verify that serrated ring in No. 3 bearing locking nut is in good condition.
3 During re-assembly, apply engine oil protection on bearings to avoid
corrosion.
3 When installing the IGB assure proper seating of the No. 3 bearing locking
nut / locking ring.
CFM Proprietary Information 38 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
FAN FRAME / CASE MODULE (72-23-00)
CFM Proprietary Information 39 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
FAN FRAME / CASE MODULE
MINIMUM / PERFORMANCE / FULL WORKSCOPE
Key Maintenance Tasks
MINIMUM WORKSCOPE
Reference
3 Check Fan abradable Shroud for heavy wear. Repair if necessary per ESM 72-23-02 Rep 011
72-23-02 Rep 011
3 Check if Lower Radial Drive Shaft is PN 305-159-502-0, if not: perform SB SB 72-387
72-387
3 While the Radial Drive Shaft housing is removed, perform SB 72-276 and 72-23-05
replace the O-ring seals. Experience shows used seals leak. Check housing SB 72-276
for cracks and visual fan frame strut for wear.
3 Inspect OGV's per serviceable limits in ESM. 72-23-03
3 Check Fan Duct Panels for cracks, damaged louvers or damaged spacers and 72-23-07
replace parts if necessary
3 If not previously complied with, replace Fan Duct Panels per S/B 72-176 SB 72-176
3 Repair Acoustical Panels for superficial defects 72-23-08 Rep 007
3 Introduce new HMU bracket on engines equipped with DSFF to facilitate SB 72-482
further removal and installation
3 Also on engines equipped with DSFF, improve the harness wiring J8 routing SB 72-466
through bracket replacement to prevent from interference with BFG Rohr
tube assembly
CFM Proprietary Information 40 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
FAN FRAME / CASE MODULE
MINIMUM / PERFORMANCE / FULL WORKSCOPE
Key Maintenance Tasks
PERFORMANCE WORKSCOPE
Reference
3 Check Blade tip shroud seal teeth rub for marks in abradable material. 72-23-02 Rep 011
Repair abradable if necessary.
3 Check that radial Fan blade clearances are within ESM 72-00-21 limits 72-00-21
(check front & rear clearances for “used” abradable).
• If clearances are above maximum limits, then repair abradable per ESM 72-23-02 Rep 011
72-23-02 Rep 011 and check that actual clearances are within ESM 72- 72-00-21
00-21 limits for “new” abradable.
3 Inspect VBV system linkage for looseness or damage.
3 Assure ALL doors seat simultaneously properly (no distortion and no
damaged seal) and are rigged within ESM limits.
3 Check that the flexible shafts do not exhibit any distortion or failure.
If shafts are removed, cleaning and lubrication the shafts per CMM75-31-31. CMM75-31-31
FULL WORKSCOPE
Reference
3 Visually check AGB mount brackets for wear and security. 72-23-02
3 Install new bracket assembly to improve the support of J8 harness deviation SB 72-346
SB 72-347
3 Check the Radial Drive Shaft housing for the following: 72-23-05
3 Replace O-ring seals. Experience has shown used seals may leak. Check
housing for cracks and visual fan frame strut for wear/damage.
CFM Proprietary Information 41 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
HIGH PRESSURE COMPRESSOR
MODULES
CFM Proprietary Information 42 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
This page left intentionally blank
CFM Proprietary Information 43 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
HIGH PRESSURE COMPRESSOR MODULES
CFM Proprietary Information 44 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
HIGH PRESSURE COMPRESSOR MODULE HIGHLY RECOMMENDED SERVICE
BULLETINS & DOCUMENTS
CFM sorting Type
Section S/B # D P R I O TITLES & DESCRIPTIONS Compliance
72-31 72-122 X General : HPC rotor rework of forward shaft threads : 6 All
72-158 X Immersion ultrasonic and eddy current inspection of stage 3 High Pressure 4 All
Compressor Disk P/N 9940M55P18 : Do at the first exposure of the HPC stage 3
above 1000 CSN
72-229 X Inspect the HPC stage 1 Disk bore within 2200 CSN and then re-inspect within every 2 All
2200 cycles since the last inspection.
72-230 X Replacement of the Stationary No.3 Bearing aft air/oil seal and 3 All
inspection/replacement of the HPC stage 1-2 spool : Do at next shop visit,
following SB 72-229.
72-261 X X Rework of rubbed HPC stage 1-2 spool : Rubbed HPC stage 1-2 spool must be 3 All
removed for inspection and possible rework at next shop visit following SB 72-229.
72-363 X Introduction of HPC Blades stage 1, 2 & 3 with Al-Br dovetail coating.: 7 C
Improvement of wear resistance.
72-487 X Fluorescent- Penetrant- Inspection of High Pressure Compressor Stage 1-2 5 All
Spool, Stage 1 Dovetail Slot Bottom : Describes the procedure to do component and
module level fluorescent-penetrant-inspection on the HPC rotor 1-2 Spool. The
inspection will detect non-serviceable conditions
72-556 X Stage 3 dovetail slot inspection. 4 All
72-32 72-140 X Introduction of mixed aero Front Stator and stage 2 and 3 Variable Stator Vane 7 All
inner turinnon bushing.: Performance improvement.
72-161 X SPR : Introduction of new shrouds 8 All
72-186 X IGV thru stage 3 vanes rework and actuation arms : to improve reliability and ease 7 C
assembly
CFM Proprietary Information 45 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
HIGH PRESSURE COMPRESSOR MODULE HIGHLY RECOMMENDED SERVICE
BULLETINS & DOCUMENTS
CFM sorting Type
Section S/B # D P R I O TITLES & DESCRIPTIONS Compliance
72-32 72-282 X Compressor stator IGV shroud – Reidentification : Correct application marking for 6 All
the IGV shrouds.
72-303 X Introduction of new HPC VSV IGV and stage 3 lever arms.: Lever arms fatigued 4 All
and separated have caused IFSD. New designed lever arms.
72-00 72-427 X On wing : borescope Inspection of HPC Front Stator for Rotor to Stator contact. 2 All
: Detect HPC Bushing system deterioration in order to avoid potential HPC blades
damage or engine stall
72-461 X X HPC Front Stator: introduction of new VSV Inner Bushings and Washers : 7 All
Material improvement (ST2010 versus GENR50)
72-491 X X Release of New HPC VSV S2 and S3 DG10 Outer Bushings : Material 7 All
improvement (DG10 versus GENR150)
72-515 X SPR : Introduction of stage 1-3 honeycombs seal with additional machining stock 8 All
72-33 72-319 X Introduction of new HPC Rear Stator Support. : New HPC Rear Stator Support 7 All
with increased natural frequencies outside of the engine operating range
72-468 X Deletion of Stages 6-8 Vane Sector End Blocks : Eliminate the end block thus 7 All
deleting an operation in vane manufacturing resulting in a producibility improvement.
CFM Proprietary Information 46 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
HIGH PRESSURE COMPRESSOR MODULES
MINIMUM WORKSCOPE
Key Maintenance Tasks
Reference
3 Visually inspect all exposed area of the modules per ESM. 72-00-02
• Visually inspect the front and rear HPC Stator Cases with white 72-00-32/33
light.
• Spot FPI any areas suspected of cracking, pay close attention to
horizontal and circumferential flanges.
3 If affected per SB 72-229 , inspect HPC stage 1 Disk Bore forward corner SB 72-229
for rubs/scratches due to contact with No.3 BRG Aft Air/Oil Seal. SB 72-230
Replace parts if necessary or rework HPC stage 1 disk SB 72-261
3 BSI all the HPC blades. 72-00-31
Note: If blades are to be replaced, top casing procedure should be performed. AMM repair
If blades are to be blended, either the top casing procedure or the blending 72-31-00
through borescope AMM repair procedure can be performed.
3 BSI the Stg 2 and Stg 3 rotor blades to detect any trace of contact from
stator hardware. SB 72-427
3 Top case the HPC module if BSI results in cause exposure of HPC airfoils. 72-00-32/33
72-00-31
Note : The maximum number of blades which can be replaced without rotor Spec. proc.
removal is 25% on each stage and 3 full stages of blades. 002/003/007
Note : After a HPC Top Casing for blades repair/replacement it is not
mandatory to perform an outbound test except for a vibration test which is
highly recommended and which can be done on-wing.
• Inspect all blades and exposed vanes.
72-31-01/02/03
Note : If vanes are removed for inspection or replacement, the 72-32-02/03
circumferential position should be marked for re-assembly at the same 72-33-02
location.
• If all HPC stage 6-8 vane segments are exposed measure outer
platforms per ESM. 72-33-02
CFM Proprietary Information 47 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
HIGH PRESSURE COMPRESSOR MODULES
MINIMUM WORKSCOPE
Key Maintenance Tasks
Reference
3 Check Variable Stator Vanes for proper engagement of lever arms ,
check for thread protrusion and witness marks , check lever arm pins for 72-00-32
proper engagement in actuation rings and bridge connectors.
Check variable stator vanes for looseness.
72-00-32
Replace bushings if looseness is excessive.
3 During installation of core engine module on fan frame module, in order to 72-00-02
prevent future vibration problem, pay special attention to torque
procedure and values of the HPC casing to fan frame attachment bolts and
of the No. 3 bearing nut.
CFM Proprietary Information 48 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
HIGH PRESSURE COMPRESSOR MODULES
PERFORMANCE EFFECTS
Feature Post break-in value SFC Effect % EGT Effect °C
(mils / microinch) (mils / microinch) (mils / microinch)
HPC stg 1 blade tip clearance 55 0.0051 0.1323
HPC stg 2 blade tip clearance 44 0.0029 0.0738
HPC stg 3 blade tip clearance 23 0.0032 0.0828
HPC stg 4 blade tip clearance 36 0.0041 0.1062
HPC stg 5 blade tip clearance 27 0.0039 0.1008
HPC stg 6 blade tip clearance 35 0.0039 0.1008
HPC stg 7 blade tip clearance 34 0.0042 0.1080
HPC stg 8 blade tip clearance 33 0.0046 0.1179
HPC stg 9 blade tip clearance 34 0.0040 0.1026
HPC stage 4-9 average blade tip 33.2 0.0017 0.4320
clearance throttling impact
HPC stg 1 I/S seal rub depth 18 0.0011 0.0270
HPC stg 2 I/S seal rub depth 8 0.0014 0.0369
HPC stg 3 I/S seal rub depth 15 0.0017 0.0432
HPC stg 4 I/S seal rub depth 13 0.0022 0.0567
HPC stg 5 I/S seal rub depth 22 0.0027 0.0702
HPC stg 6 I/S seal rub depth 18 0.0030 0.0774
HPC stg 7 I/S seal rub depth 18 0.0035 0.0891
HPC stg 8 I/S seal rub depth 16 0.0039 0.0999
General HPC airfoil erosion None 0 0
Medium 0.4 4
Heavy 0.7 7
Stage 1-3 blade RTV liberation - 0.00105 0.027
(per percent missing)
CFM Proprietary Information 49 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
HPC ROTOR MODULE
PERFORMANCE WORKSCOPE
Key Maintenance Tasks
References
Note : HPC Rotor module is partially disassembled for this level of HPC Rotor Module Full
workscope and should be inspected per modular ESM 72-00-31, unless Overhaul Workscope
otherwise noted.
3 Remove the HPC Blades from the HPC stacked rotor. 72-00-31
3 On 5C4 engines, CFM highly recommends to introduce new hardware in FHL Féb. 2001
the HPC for performance. A new kit including new blades, bushings,
washers and stage 1-8 inner stage seals is available with a special P/N
RPK120G01. The performance kit is also available without stages 1-3
inner stage seals under the special P/N RPK124G01
3 Inspect HPC Blades per ESM. 72-31-00
• Dimensionally inspect the blades length, chord and leading and 72-31-01/02/03
trailing edges thickness for erosion . Blades radii may be measured
in the rotor using high speed grind system or individual blade
length may be measured at piece part level. 856A1275 (chord)
• Use blade airfoil chord (856A1275) and thickness gages 856A1276
(856A1276) to determine blades serviceability relative to erosion . (thickness)
Use blade length gage (856A1212) when measuring individual 856A1212 (length)
blade length if high-speed grinding system is not available.
• Stages 1-3 :
If blades are reused, repair stages 1-3 HPC rotor blades for tip 72-31-01/02 rep
restoration, RTV dovetails, enhanced leading edge reprofile and 04/05/07/10
dovetail wear coating.
• Stages 4-9 :
If blades are reused, repair stages 4-9 HPC rotor blades for tip 72-31-03 rep 04/ 07/12
restoration, enhanced leading edge re-profile/RD305 and chord
restoration.
• All Stages: Sweco vibratory clean serviceable blades to improve
surface finish. 72-31-01/02/03
3 Replace the stage 4-9 blade seal wires. 72-00-31
3 Install blades per ESM and measure the tip radii using high-speed grind
system. 72-31-00
3 Measure rotating CDP Seal teeth for serviceability limits.
Unstack rotor if repair is needed. Inspect CDP seal AFT rabbet 72-31-08
diameter to assure proper fit with HPT FWD shaft.
CFM Proprietary Information 50 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
HPC ROTOR MODULE
PERFORMANCE WORKSCOPE
Key Maintenance Tasks
References
3 HPC Disk and Spools:
• Measure inter-stage seal teeth diameter on the 1-2 spool and 4-9 72-00-31
spool for serviceability limits.
• If the rotor is disassembled, components must be fully inspected to 72-31-04/05/06
the applicable ESM section, including FPI.
• Perform a one time ultrasonic inspection of stage 3 disk. SB 72-556
• If affected per SB 72-229, inspect and replace or rework stage 1 SB 72-229
disk bore forward corner. SB 72-230
SB 72-261
3 At Core assembly, to maintain roundness and concentricity of the HPC
assembly, the HPC core stack stand must be used and periodically 856A1088
inspected to insure tool integrity of major interface dimensions. It’s
critical for HPC rotor centering.
Note : Building rotors as straight as possible will reduce vibration and
improve engine performance. New computer aided technology exists
which uses flatness, run-out, and eccentricity measurements to calculate
optimum angular positions for stacking rotors in straightest possible
manner.
3 Perform a dynamic balance of the HPC rotor assembly if the compressor 72-31-00 assembly
blades are removed, repaired or replaced
Note : Special attention should be given to rotor balance requirements.
Achieving tighter limits will help optimise engine build and can improve
engine performance
3 Pre-balance HPC Rotor to the ESM limits. 72-31-00
The Stage 1-2 Spool and Stage 3 Disk have to be assembled and each one
balanced, before the assembly of the Rotor.
CFM Proprietary Information 51 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
HPC ROTOR MODULE
PERFORMANCE WORKSCOPE
Key Maintenance Tasks
References
• During the vertical Rotor assembly on the buildup fixture, pay
special attention to the concentricity and to the runout of the Stg 1-
2 Spool.
• Check both the concentricity and the flatness of Stg 3 Disk mating
surfaces. Measure and record the flatness and the concentricity of
the aft bolt pad and rabbet diameter.
• Measure and record the runout of the CDP Seal bore. Remove and 72-31-00
position again the CDP Seal until both flatness, concentricity and
runout are below ESM limits.
• Perform a compressor dynamic balance to maximum 10 gin. (12,7
cmg).
3 Pre Measure the tip radii using high speed grinding
3 Perform a high speed grinding
For CFM56-5C configuration:
• Grind HPC Rotor blades to the nominal radii recommended in
ESM 72-31-00 with a tolerance of ± 0,002 in. 72-31-00
• HPC blades match grinding can be performed to slighly improve
the performance recovery.
Note : A match grinding procedure is being added to the ESM section 72-
31-00 as an alternate procedure. Match grinding should only be 72-31-00
performed if accurate measurement of the HPC FWD and AFT stator
cases can be achieved. The true min radius should be used to determine
the rotor stage diameter if possible.
• If the decision is to match grind, CFM recommends to target
minimum referenced clearances plus 0,002 inch per ESM 72-00-
02-430-054.
Radius J = Min Stator Radius – Min Clearance – 0.002 inches
3 The surface finish on the blades tips must be 0,125 in. or less.
3 Perform a final dynamic HPC Rotor balancing to maximum 5 gin.
(12,7 cmg).
CFM Proprietary Information 52 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
HPC ROTOR & STATOR MODULES
PERFORMANCE WORKSCOPE
Key Maintenance Tasks
References
3 Perform HPC Linipot inspection in the vertical position during core 72-31-00
assembly.
72-31-00
Note : Special attention should be given to performing linipots. Linipots
verify concentricity between rotor and stator modules to ensure the best
on-wing performance. Achieving tighter limits (ECC, FIR, IMP) will 72-31-00
help optimise engine build and can improve engine performance.
72-31-00
3 Prior to module assembly, pay close attention to rotor cavities cleaning
for oil / dust accumulation, in order to prevent future vibration problem.
Note : HPC Stator modules, including both HPC Forward & Rear Case 72-00-02 SP 001, 002
modules, are partially disassembled for this level of workscope and & 00372-00-32/33
should be inspected per modular ESM 72-00-32/33, unless otherwise
noted.
HPC Forward Case module workscope.
3 Remove all HPC interstage honeycomb seals.
3 Replace all HPC interstage honeycomb seals with new or refurbished SB 72-515
hardware. Grind abradable close to the Shop Manual minimum limits
and build circumferential end gap to the Shop Manual minimum limits.
Note : Increased performance can be obtain after a vibratory cleaning
(SWECO) of the serviceable IGV & VSV airfoils and an alkaline clean
or abrasive blast of the serviceable HPC vane segments after removal of
HPC inlet guide vanes, HPC stage 1-3 variable vanes and HPC stage 4-5
vane segments from the forward stator assembly.
3 Inspect pilot diameters for fretting and repair as required.
3 Inspect casing rub lands for positive material (scabbing) from airfoil
rubs. Remove any positive material to be smooth and flush with
flowpath contour.
3 Measure the HPC Front Stator rub land if the rotor blades match
grinding has been decided.
CFM Proprietary Information 53 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
HPC STATOR MODULES
PERFORMANCE WORKSCOPE
Key Maintenance Tasks
References
Note : Accurate measurements of the flowpath radii is required to
accurately calculate the desired grind dimensions for the HPC rotor :
Use proper alignment pins (856A1266) to ensure proper case
alignment.
Torque split-line nuts in the proper torque sequence to ensure case
roundness.
Use grind fixture (856A1056G03) to secure the case halves for 72-32-00
measurement. This fixture ensures roundness and concentricity of the
case. Horizontal flange bolts should be torqued before the 72-32-05
circumferential bolts.
Measure the case runout to determine the true minimum diameter per
stage.
If runout cannot be determined, measure at least 16 points including 72-32-02/03
points at the horizontal split line.
72-32-01
3 Remove, inspect and reinstall repaired or new Vanes in the HPC forward
stator case. 72-32-01
• During piece part inspection, pay particular attention to vanes and
sectors which are showing cracks, distortion or erosion.
• Inspect and repair vanes inner trunnions (dimensional inspection 72-32-01
of the diameters, as well as wear on pin notch).
• Assure all VSV lever arm pins have been assembled into the
correct holes. 856A1266
3 Replace all VSV inner & outer bushings, as well as all the outer
washers. 856A1056
• During each shop visit, replace the inner and outer bushings to
prevent stator to rotor contact, due to wear which leaves the seal
“honeycomb” free to move/drop. 72-32-00
• Replace stage 1 inner bushings with ST2010 material bushings
per SB 72-461. 72-32-02
• Replace stages 2 and 3 inner bushings with DG20 material
bushings per SB 72-461. 72-32-02
• Replace all composite outer washers, from IGV to VSV stg 3 Repairs 003/004
with DG20 material bushings per SB 72-461.
• Replace stages 2 and 3 outer bushings with DG10 material
bushings per SB 72-491.
CFM Proprietary Information 54 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
HPC STATOR MODULES
PERFORMANCE WORKSCOPE
Key Maintenance Tasks
References
3 VSV Actuation System : SB 72-461
• Inspect lever arms, rings and connecting parts for wear, cracks,
distortion or bad position.
SB 72-491
• Replace IGV and VSV stage 3 lever arms per SB 72-303.
• Check all the actuator hardware per ESM 72-32-13. 72-32-10/11
• Apply RTV sealant to stage 1-3 inner shroud mating faces and
SB 72-303
pins.
72-32-13
HPC Rear Case module workscope.
72-33-03
3 Remove HPC stage 6-8 interstage honeycomb seal segments from the
rear stator assembly.
72-33-00
3 Replace all HPC interstage honeycomb seals with new or refurbished
hardware. Grind abradable close to the Shop Manual minimum limits
72-33-00
and build circumferential end gap to the Shop Manual minimum limits.
72-33-02
Note : Increased performance can be obtained with an alkaline clean or
abrasive blast of the serviceable HPC vane segments after removal of
72-33-01
HPC stage 6-8 vane segments from the rear stator assembly. If removed,
inspect vane segment outer platform lengths.
72-33-00
3 Refurbish HPC Rear Stator wear to pilot diameters, concurrently with
the flowpath surface of the rear stator case.
Note : Assure that the locally manufactured fixture to retain the case
during machining, maintains the flatness and perpendicularity of the
rabbet diameter.
3 Inspect casing rub lands for positive material (scabbing) from airfoil
rubs. Remove any positive material to be smooth and flush with
flowpath contour.
3 Measure the HPC rear stator rub land if the rotor blades match grinding
has been decided
Note : Accurate measurements of the flowpath radii is required to
accurately calculate the desired grind dimensions for the HPC rotor:
Use proper alignment pins (856A1266) to ensure proper case
alignment.
Torque split-line nuts in the proper torque sequence to ensure case
roundness.
CFM Proprietary Information 55 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
HPC STATOR MODULES
PERFORMANCE WORKSCOPE
Key Maintenance Tasks
References
Use grind fixture (856A1056G03) to secure the case halves for
measurement. This fixture ensures roundness and concentricity of
the case. Horizontal flange bolts should be torqued before the
circumferential bolts
Measure the case runout to determine the true minimum diameter
per stage.
If runout cannot be determined, measure at least 16 points including
points at the horizontal split line.
At assembly:
3 Ensure honeycomb seals do not have any closed up cells. Cell smearing 72-32/33-00
from grind can increase surface area against rotating seals resulting in
excessive seal tooth wear and/or core seizures in severe cases
3 To maintain roundness and concentricity of the HPC assembly, the 72-33-00
following tooling must be used and periodically inspected to insure tooling
integrity of major interface dimensions.
• HPC alignment tool for proper HPC stator case alignment. 856A1266
• HPC stator grind fixture with an aft rabbet diameter critical for 856A1056
assuring roundness and concentricity of the stator case.
3 Assemble the front and rear stator halves together for grinding and 72-32-00
dimensional inspection. Horizontal flange bolts should be torqued before 72-33-00
the circumferential flanges.
Consistently observe the ESM defined torquing sequences to ensure
roundness and concentricity of the cases
Assure proper length alignment pins are being used in each location. 856A1260
Note : Periodic inspection of tooling required to assure that pins maintain
proper alignment force.
3 Observe the proper flange torquing during HPC case repair, measurement
and installation
CFM Proprietary Information 56 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
HPC ROTOR MODULE
FULL OVERHAUL WORKSCOPE
Key Maintenance Tasks
References
Note : HPC Rotor module should be removed from the engine and 72-31-04/05/06
disassembled in piece part for this level of overhaul. 72-31-07/08/11
All visible areas of the HPC stage 1-2 spool, the HPC stage 3 disk, the
HPC stage 4-9 spool, the HPC front shaft, the HPC rear rotating (CDP) air
seal and the HPC rotor air duct should be inspected following piece part
ESM 72-31-04/05/06/07/08/11.Refer to the Performance section for this
module for further recommendations for performing rotor stack, balance,
grind and linipot.
3 Remove the HPC blades from the HPC stacked rotor. 72-00-31
3 Inspect HPC blades per ESM. 72-31-00
• Dimensionally inspect the blades length, chord and leading and 72-31-01/02/03
trailing edges thickness for erosion . Blades radii may be measured
in the rotor using high speed grind system or individual blade length
may be measured at piece part level.
• Use blade airfoil chord (856A1275) and thickness gages 856A1275 (chord)
(856A1276) to determine blades serviceability relative to erosion . 856A1276
Use blade length gage (856A1212) when measuring individual (thickness)
blade length if high-speed grinding system is not available. 856A1212 (length)
• Stages 1-3 :
If blades are reused, repair stages 1-3 HPC rotor blades for tip
restoration, RTV dovetails, enhanced leading edge reprofile and 72-31-01/02
dovetail wear coating. Rep 04, 05, 07, 10
• Stages 4-9 :
If blades are reused, repair stages 4-9 HPC rotor blades for tip 72-31-03
restoration, enhanced leading edge re-profile/RD305 and chord Rep 04, 07, 12
restoration.
• All Stages : Sweco vibratory clean serviceable blades to improve
surface finish
3 Install blades per ESM and measure the tip radii using high-speed grind
system. 72-00-31
• Install new blades or repaired blades as described in the Spc. Prc. 002/003
Performance section.
3 Measure rotating CDP seal teeth for serviceability limits. 72-31-08
CFM Proprietary Information 57 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
HPC ROTOR MODULE ( 72-31-00 )
CFM Proprietary Information 58 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
HPC ROTOR MODULE
FULL OVERHAUL WORKSCOPE
Key Maintenance Tasks
References
3 HPC disk and spools:
• Measure inter-stage seal teeth diameter. 72-31-00
• Check retainer hooks for cracks or wear.
If the rotor is disassembled, components must be fully inspected to the 72-31-04/05/06
applicable ESM section, including FPI, unless covered by a special
procedure.
SB 72-229
If affected per SB 72-229, inspect and replace or rework stage 1 disk SB 72-230
bore forward corner. SB 72-261
One time immersion ultrasonic inspection of stage 3 disk. SB 72-556
Visually inspect the stage 1-2 spool dovetail slots for fretting. 72-32-04
3 Check the HPC front shaft for wear on forward end and ID 72-31-07
3 If exposed , inspect rotor air duct per ESM. 72-31-11
• Check retainer tabs for cracks and wear.
3 Replace the stage 4-9 blade seal wires. 72-31-00
3 Replace RTV seals under stages 1-3 blades . Pay particular attention to CPM 2267
improved RTV application. 72-31-01/02 rep 005
3 During module assembly, in order to prevent future vibration problem, pay
close attention to cleaning of rotor cavities for oil / dust accumulation, and, if
rotor was unstacked, pay close attention to proper seating of rotor mating
faces and to torque procedure / values of assembly bolts.
3 Balance the HPC rotor per the ESM. 72-31-00
3 Perform HPC linipot inspection in the vertical position. 72-00-02 spec proc
001 & 002
CFM Proprietary Information 59 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
HPC FORWARD CASE MODULE
FULL OVERHAUL WORKSCOPE
Key Maintenance Tasks
Reference
Note : HPC Forward Case module should be removed from the engine and
disassembled in piece part for this level of overhaul. Refer to the Full
Performance section for this module for further workscope
recommendations.
3 Inspect the HPC Forward Case per ESM with close attention for cracking 72-32-01
to the anti-rotation stops, forward and aft flanges and borescope ports. Spot
FPI suspect areas.
3 Inspect case rub land for positive material (scabbing) from airfoil rub and
remove any positive material to be smooth and flush with flowpath contour
3 Measure the HPT front stator rub land for match grinding.
3 Inspect Variable stator vanes and vane sectors per ESM with close 72-32-02 / 03
attention to the following:
• Vanes and sectors for FOD, cracks, distortion and erosion.
• Vanes inner trunnion diameter and notch wear.
• Cracks at the braze line of the airfoil on sectors vanes.
3 Replace all VSV inner & outer bushings, as well as all the outer washers.
During each shop visit, replace the inner and outer bushings to prevent
stator to rotor contact, due to wear which leaves the seal “honeycomb”
free to move/drop.
Replace stage 1 Vespel material inner bushings with ST2010 material SB 72-461
inner bushings, per SB 72-461.
Replace stages 2 and 3 Vespel material inner bushings with DG20
material inner bushings per SB 72-461.
Replace all composite outer washers, from IGV to VSV stg 3 by new
parts made of DG20, per SB 72-461.
Note : The Performance kit P/N RPK120G01 & RPK124G01 includes
bushings and washers.
Replace stages 2 and 3 outer bushings with DG10 material bushings per SB SB 72-491
72-491.
CFM Proprietary Information 60 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
HPC FORWARD CASE MODULE (72-32-00 )
CFM Proprietary Information 61 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
HPC FORWARD CASE MODULE
FULL OVERHAUL WORKSCOPE
Key Maintenance Tasks
Reference
3 Inspect HPC interstage honeycomb seals per ESM with close attention to CESM TBC
the following:
• Backing strips for cracks.
• Honeycomb seals for wear depth and loose or unbonded cells.
3 Visually check the VSV actuation system as follows:
• Check the lever arms, rings and connecting links for wear, cracks, 72-32-10/11
distortion and proper engagement. Pay special attention to IGV arms
at 6:00 & 12:00 areas.
• Replace IGV and VSV stage 3 lever arms per SB 72-303. SB 72-303
• Check the actuator assembly bellcrank, master rods, jamnut, support
plate, and clevis, and link for wear, cracks, or distortion. 72-32-13/14/15
• Check rod end and spherical bearings for wear and freedom of 72-32-13/14/15
movement.
CFM Proprietary Information 62 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
HPC REAR CASE MODULE
FULL OVERHAUL WORKSCOPE
Key Maintenance Tasks
Reference
Note : HPC Rear Case module should be removed from the engine and
disassembled in piece part for this level of overhaul. Refer to the Full
Performance section for this module for further workscope
recommendations.
3 Inspect the HPC Rear Case per ESM with close attention for cracking to 72-33-01
the anti rotation stops, aft flange and borescope ports. Spot FPI suspect
areas.
3 Inspect rabbet diameter of case with close attention to fretting.
3 Inspect pilot diameters per Shop Manual with close attention to fretting.
3 Inspect HPC rear case rub land with close attention to the following:
• Positive material (scabbing) from airfoil rub and remove any positive
material to be smooth and flush with flow path contour.
• Erosion or spalling.
• If flowpath coating is removed, check for flowpath cracks.
3 Measure the HPC rear stator rub land for match grinding. 72-33-02
3 Inspect remaining vanes per ESM with close attention to the following:
• Vanes and sectors for FOD, cracks, distortion and erosion.
• Outer platform for length.
• Vanes outer platform for cracks.
• Cracks at the braze line of the airfoil on sectors vanes.
72-33-03
3 Inspect HPC interstage honeycomb seals per ESM with close attention to
the following:
• Backing strips for cracks.
• Honeycomb seals for wear depth and loose or unbonded cells.
CFM Proprietary Information 64 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
HPC REAR CASE MODULE ( 72-33-00 )
CFM Proprietary Information 65 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
COMBUSTION MODULES
CFM Proprietary Information 66 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
This page left intentionally blank
CFM Proprietary Information 67 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
COMBUSTION CASE MODULE ( 72-41-00 )
CFM Proprietary Information 68 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
COMBUSTOR MODULE ( 72-42-00 )
CFM Proprietary Information 69 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
COMBUSTION MODULES
HIGHLY RECOMMENDED SERVICE BULLETINS & DOCUMENTS
CFM sorting Type
Section S/B # D P R I O TITLES & DESCRIPTIONS Compliance C/P
72-41 72-193 X Introduction of new Inner & Outer HPT Stationary Seals : To be 7 All
performed only for new Inner Seal version introduction. Change in thermal
response reduces seal rub.
72-262 X SPR : Ring seal assy 8 All
72-302 Introduction of new Combustion Case configuration : Maintain CDP air 7 All
flow with new Rear Stator Support
72-317 Introduction of new Combustion Case and Ignition Hardware : New 7 All
hardware which simplifies manufacturing process and facilitate field repairs.
Note : This SB must be complied with SB 77-004 and SB 77-005 which
introduce new T3 sensor.
72-319 Introduction of a new Rear Stator Support : Improve the reliability of the 7 All
part by changing its natural frequencies outside the engine operating range.
72-440 Introduction of new HPT Inner Stator Stationary Seal Heat Shield : 7 All
Introduction of a new P/N which is needed to perform the repair for erosion /
cracking.
72-42 72-362 X Dome deflector material change : HS188 prefered to Cabot 214 because of 7 All
erosion due to the chemical attack of the TBC. Repair non serviceable Cabot
214 deflectors by replacing the entire deflector and sleeve with a SPAD
HS188 deflector and sleeve. HS188 deflectors that are not serviceable can be
repaired by welding a HS188 SPAD to the parent material.
72-364 X Inner cowl bolt inspection : BSI Inspection is required to prevent bolt 2 All
liberation due to unsufficient assembly torque. Inspection must be performed
at CSN = 400-500 , 1 200 and then 2 000 (hours).
72-366 X On-Wing BSI of the Outer Cowl : Inspection required to detect wear of the 2 All
combustor outer cowl sheet metal against the outer cowl wire. Inspection is
to be performed at TSN = 10 000 and then at 1 700 ± 300 (hours).
CFM Proprietary Information 70 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
COMBUSTION MODULES
HIGHLY RECOMMENDED SERVICE BULLETINS & DOCUMENTS
CFM sorting Type
Section S/B # D P R I O TITLES & DESCRIPTIONS Compliance C/P
72-367 Introduction of new combustion chamber with one clocking lug 6 All
72-369 Introduction of combustion chamber lug ring 6 All
72-381 Eliminate Swirler Support (Bird Bumpers) : Removal of Swirler Support 6 All
improves Inner Cowl Bolt retention, reduces weight, simplifies the assembly
procedure and is common to rest of the CFM56 Fleet.
72-412 X Introduction of a new Outer Cowl : New outer cowl sheet metal and outer 5 All
cowl wrapped wire are made of HS188 material instead of Hast X
previously.
Part replacement cancels the on-wing BSI.
72-418 X Inner and Outer Liner Thicker TBC : Coat the inner and outer liner with 7 All
thicker TBC tor increased durability
72-439 X Fuel distribution bracket bolt change : New bolt avoids bottom-out 4 All
condition.
72-523 X Swirlers – thick flange 7 All
73-055 Deletion at the fuel nozzle drain shrouds 7 All
73-068 X Field rework of SAC inner and outer fuel nozzles : Rework to weld a plug 7 All
near the end of the manifold, thereby eliminating the dead zones.
73-075 X Introduction of plugged manifolds : Introduction of a welded plug in the 7 All
manifold between the last fuel nozzle fitting and the tube end extension to
eliminate the non-circularity area.
CFM Proprietary Information 71 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
COMBUSTION MODULES
PERFORMANCE EFFECTS
Feature Post break-in value SFC Effect % EGT Effect °C
(mils / microinch) (mils / microinch) (mils / microinch)
CDP seal rub depth 17 0.0385 0.7700
CFM Proprietary Information 72 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
COMBUSTION MODULES
MINIMUM & PERFORMANCE WORKSCOPE
Key Maintenance Tasks
Reference
Minimum Workscope:
If the module is not removed and disassembled, perform a borescope SB 72-366
inspection of the Outer Cowl per SB 72-366.
Inspect the Outer Cowl per AMM. 72-00-42
It’s strongly recommended that a borescope inspection is performed AMM 72-42-00
after a FOD event
Performance Workscope:
Note : The Combustion Case module is partially disassembled for this level 72-00-41
of workscope and should be inspected per modular ESM 72-00-41 and 72-00-42
72-00-42, unless otherwise noted.
A full combustion chamber overhaul can improve time on wing,
combustor reliability and engine performance. CFM recommends the
following repairs be included:
• Replace the Thermal Barrier Coating (TBC) on inner and outer 72-42-03 rep 012
liners. Thicker TBC has shown to reduce inner and outer liner 72-42-04 rep 016
distress.
• Resize combustor dome to correct dome angle and venturi 72-42-02 rep 013
positioning caused by dome shrinkage. Dome shrinkage can lead
to fuel nozzle mis-alignment, improper nozzle immersion and a
scattered combustion chamber exit profile.
Remove the Outer Cowl and install a new Outer Cowl and wrapped SB 72-412
wire, made of HS188, per SB 72-412.
In case of outer cowl sheet metal wear against the outer cowl wire,
remove and inspect the fuel nozzles for contact and/or damage.
Perform a Borescope inspection of Inner Cowl Bolts per SB 72-364. SB 72-364
Rework fuel manifold per SB 73-068 to eliminate “dead” zones to SB 73-068
prevent blockage from coke accumulation
CFM Proprietary Information 73 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
COMBUSTION MODULES
MINIMUM & PERFORMANCE WORKSCOPE
Key Maintenance Tasks
Reference
Visually inspect the Combustion Case with a white light. Pay close 72-00-02
attention to the front and rear flanges, the fuel nozzle pads, and any
bosses.
Visually check fuel lines, manifolds and nozzles for security and
evidence of leakage.
Remove, inspect, clean and rig check the fuel nozzles per CMM 73-11- CMM 73-11-42
42.
Note : Fuel Nozzle exit profile can be improved by minimizing flow
variation within a set at maximum pressure secondary flow input (420
PSI)
Remove the ignition leads and perform CESM011. CESM011
Replace the HPT Inner Stationary Honeycomb Seal (CDP seal) per 72-41-03
Repair 001 for parts pre SB 72-193 and per Repair 003 for new parts
introduced by SB 72-193. Grind to the ESM recommended diameter SB 72-193
14.294 in. – 14.298 in. and check the runout (to be less than 0.004 in.).
Note : To optimize engine performance, match grind the CDP seal 72-41-03
honeycomb diameter with the finished rotating seal diameter (72-31-08) 72-31-08
to achieve an average clearance of .007” (0,178 mm).
Note : Ensure honeycomb seals do not have closed up cells. Cell smearing
from grind can increase surface area against rotating seals resulting in
excessive seal tooth wear and/or core seizures in severe cases.
As the fuel distribution brackets bolts are exposed, replace the bolts by SB 72-439
new ones P/N J644P05B to avoid bottom-out.
CFM Proprietary Information 74 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
COMBUSTION MODULES
FULL WORKSCOPE
Key Maintenance Tasks
Reference
Note : Combustion Case module should be removed from the engine for
this level of inspection. Disassembly in piece part level of module should 72-00-41
be performed only if conditions dictate.
Perform the following on combustion case:
• If needed, disassemble module and repair the combustion case 72-41-00
following ESM procedure. 72-41-01 rep 04
• Introduce new Combustion Case and Igniter Hardware per 72- SB 72-317
317.
• If module is fully disassembled, inspect HPC Rear Stator 72-41-07
Support paying special attention on inner and outer flanges for
damage or fretting.
SB 72-319
Introduce new HPC Rear Stator Support per SB 72-319.
• Visually check combustion case Outlet Guide Vanes for erosion
or cracking.
72-41-01
• Dimensionally inspect accessible case rabbet diameters.
CMM 73-11-42
Remove, inspect, clean and rig check the fuel nozzles per CMM 73-11-
42.
Note : Fuel Nozzle exit profile can be improved by minimizing flow
variation within a set at maximum pressure secondary flow input (420
PSI)
CFM Proprietary Information 75 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
COMBUSTION MODULES
FULL WORKSCOPE
Key Maintenance Tasks
Reference
Inspect the HPT Inner Stationary Seal (CDP seal) for the following per 72-41-03
ESM :
• Inspect honeycomb seal for wear. If replace, introduce new or
refurbished hardware: refer to Performance section.
• Inspect seal support for erosion.
• Inspect the Thermal Barrier Coating (TBC) on outer diameter of Pre SB 72-193
P/N 1523M40G02, for missing flaking or cracked areas. If 72-41-03 rep 004
necessary, repair the TBC coating
Post SB 72-193
• Heat Shield can be replaced by new parts per ESM and SB, on P/N 72-41-03 rep 005
1808M56G01.
Check bolt and nut shields for cracks and erosion. 72-41-05/06
Note : Combustor module has to be removed from the engine for this level
of inspection.
Combustor module workscope.
Note : The Combustor serviceability determination does not required 72-00-42
disassembly. It is only required if serviceability requirements are
exceeded or replacement / repair of component is required. The
combustor should be inspected per modular ESM 72-00-42, unless
otherwise.
Ultrasonic inspect Outer Cowl per ESM. 72-42-01
• Replace Hast-X outer cowl with HS188 outer cowl per SB 72-412. SB 72-412
CFM Proprietary Information 76 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
COMBUSTION MODULES
FULL WORKSCOPE
Key Maintenance Tasks
Reference
Inspect Outer Support lug ring for possible wear per ESM. 72-42-04
• If the lug ring is out of limit, replace it per SB 72-369. SB 72-369
Inspect Dome Venturies for cracks / separation . 72-42-02
Inspect Deflectors for oxidation and burning.
• Replace non serviceable Cabot 214 deflectors by HS188 material 72-42-02
per SB 72-362. SB 72-362
Inspect all TBC coated areas and restore as necessary. 72-42-02/03/04
• Apply the correct procedure for TBC stripping on dome with Cabot
214 material deflectors, as described in Shop Manual Repair and
depending
• Replace the Thermal Barrier Coating (TBC) on inner and outer 72-42-03 rep 012
liners. Thicker TBC has shown to reduce inner and outer liner 72-42-04 rep 016
distress.
• Resize combustor dome to correct dome angle and venturi
positioning caused by dome shrinkage. Dome shrinkage can lead 72-42-02 rep 013
to fuel nozzle mis-alignment, improper nozzle immersion and a
scattered combustion chamber exit profile.
Eliminate swirler supports (bird bumpers) to improve inner cowl bolt SB 72-381
retention.
Note : Combustion Chamber assemblies without swirler supports (bird
bumpers) do not require tack weld on the inner dome band bolts at 72-42-00
assembly.
Assemblies with dome swirler supports (bird bumpers) do require tack
welds on the inner dome band bolts at assembly.
All assemblies require 70 in-lb torque on inner and outer dome band bolts.
CFM Proprietary Information 77 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
HIGH PRESSURE TURBINE
MODULES
CFM Proprietary Information 78 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
This page left intentionally blank
CFM Proprietary Information 79 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
HP TURBINE NOZZLE MODULE ( 72-51-00 )
RETAINER EXTERNAL PRESSURE SEAL HPT NOZZLE INNER SUPPORT
CFM Proprietary Information 80 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
HIGH PRESSURE TURBINE MODULES
HIGHLY RECOMMENDED SERVICE BULLETINS & DOCUMENTS
CFM sorting Type
Section S/B # D P R I O TITLE & DESCRIPTIONS Compliance C/P
72-41/51 72-359 X X Introduction of new HPT Outer Stationary Seal : The new part increases the 7 All
clearance between the HPT rotor assembly and stator, preventing the possibility of a
rub during severe engine transient operating conditions.
51/52 72-178 X X X Introduction of N5 HPT Nozzle and Blades : N5 material is highly recommended 7 All
for engines operating at high EGT (-5C2 with LPT “G” hardware, -5C3 and –5C4
engines).
51 72-179 X New Forward Inner Nozzle Support with cast inducer : The cast inducer has a 7 All
higher aerodynamic efficiency than the sheet metal inducer.
This provides lower cooling air to the rotor blades and thus improves their lifes.
Note : This SB FINS requires post SB 72-180 Outer Stationary Seal to avoid
interference.
72-258 X X HPT Nozzle : cooling improved modification : New film cooling holes added to 7 All
the convex side of the nozzle airfoil near the L/E. In conjunction with repair, this
modification decreases the metal temperature and reduces cracking and oxidation
phenomena.
72-365 X Introduction of New HPT Nozzle : New N5 Nozzle with a reduced area for 7 All
performance improvement (EGT and SFC reduction).
72-378 X HPT Forward Inner Nozzle Support Rework : Introduction of a field rework 7 All
procedure to enable old FINS configurations to be capable of operating at 975°C
EGT.
72-411 HPT Forward Inner Nozzle Support P/N 1808M15G05 : Manufactured from a 8 All
different casting which features larger but fewer crossover cooling holes.
72-472 X HPT Nozzle introduction of field rework for HPT air manifold : The rework 7 All
removes the cracked and damaged material of the shield, thereby reducing the
possibility of additional heat shield cracking.
52 72-223 X HPT Forward Outer Air Seal replacement : HPT FOS with thermal spray 7 All
analysing oxide coating have showed improved wear surface on the seal teeth
(honeycomb metal pickup onto tips of previous entrapment plated seal).
72-469 X X Replacement of HPT Blades : Introduction of new HPT Blades P/N 2080M81P01. 4 All
CFM Proprietary Information 81 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
HIGH PRESSURE TURBINE MODULES
HIGHLY RECOMMENDED SERVICE BULLETINS & DOCUMENTS
CFM sorting Type
Section S/B # D P R I O TITLE & DESCRIPTIONS Compliance C/P
53 72-071 X Introduction of new LPT stg1 Nozzle segments with improved T/E upper 7 All
section cooling : Improvement of the cooling of LPT stg1 segment T/E upper
section.
72-136 X Introduction of new LPT stg1 Assy : Improvement of the mechanical integrity of 7 All
the stg1 vane platform and of the sealing which leads to reduce SFC.
72-210 X Improved HPT Stator Air Manifolds – Installation : New design which provides 7 All
with a more uniform average impingement air temperature, which reduces the
circumferential temperature variation in the HPT shroud support structure. HPT
blade tip reduction.
72-259 X HPT Shroud Hangers inspection for class L marking : Inspect during removal at 4 All
shop visit and upgrade to production hardware per specification 771-00.Refer to
listed ESN and P/N concerned.
72-269 New aft HPT Shroud Support Heat Shields : The objective is to increase the 7 All
commonality of the part between all –5 engine models and is required when c-clip
S/B 72-337 is performed.
72-299 X Modification of HPT Support / LPTN Support : A wear coat is applied to the 7 All
forward face of the HPTS/LPTN support in order to reduce wear and material loss
during operation.
72-337 X New or reworked HPT Shroud and Shroud Hangers : Do as soon as possible on 2 All
–5C3 and –5C4 engines after they have accumulated 1,200 cycles.
72-339 X New low stress HPT Shroud retaining c-clip introduction : Do at every shop visit 5 All
when you removed the parts. Required when c-clip S/B 72-337 is performed. No
more inspection required, concerns PN 1498M73P02/04 & S/N Mod.< THO 575
CFM Proprietary Information 82 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
HIGH PRESSURE TURBINE MODULE
PERFORMANCE EFFECT for 2D Aero configurations
(-5C models)
Feature Post break-in value SFC Effect % EGT Effect °C
(mils / microinch) (mils / microinch) (mils / microinch)
HPT blade tip clearance 63 0.035 1.00
HPT FOS 3T rub depth 11 0.0119 0.34
HPT nozzle area - - 2.5
(for 1% area increase)
HPT Nozzle Forward Inner 15 - -
Support (FINS)
HPT Nozzle “W” seal - 0.0035 0.07
(for 1% missing)
HIGH PRESSURE TURBINE MODULE
PERFORMANCE EFFECT for 3D Aero configurations
(-5C models)
Feature Post break-in value SFC Effect % EGT Effect °C
(mils / microinch) (mils / microinch) (mils / microinch)
HPT blade tip clearance 56 0.035 1.00
HPT FOS 3T rub depth 11 0.0119 0.34
HPT nozzle area - - 2.5
(for 1% area increase)
HPT Nozzle Forward Inner 15 - -
Support (FINS)
HPT Nozzle “W” seal - 0.0035 0.07
(for 1% missing)
CFM Proprietary Information 83 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
HP TURBINE NOZZLE MODULE
MINIMUM & PERFORMANCE WORKSCOPE
Key Maintenance Tasks
Reference
If not complied with, perform HPT nozzle cooling improvement following SB 72-053
SB 72-258 for pre- SB 72-053 nozzles only. SB 72-258
HPT Nozzle Mod.
Performance Wk.
Performance items:
Note: The HPT Nozzle module is partially disassembled for this level of
workscope and should be inspected per modular ESM 72-00-51. 72-00-51
Replace the 3 teeth stationary air seal with a new or refurbished part. If 72-51-05
not already complied with, perform SB 72-359. Grind the honeycomb to the SB 72-359
minimum ESM diameter.
Note: The corresponding rotating seals can be under minimum finish
dimensions by up to .020” (0,51mm) if match ground to the stationary 72-51-05 rep 001/003
honeycomb seal. To optimize engine performance, the 3T honeycomb seals 72-00-52
can be match ground with the finished rotating seal diameters to achieve an
average clearance of .012” (0,305 mm).
Note: Honeycomb can be restored at piece-part level or combustion case
assembly level. For optimised concentricity, grind the honeycomb diameters
to finished dimensions after installation into the combustion case. If
grinding after installation into the combustion case, ensure grind debris does
not enter HPT nozzle/combustion chamber cooling holes by properly
masking area with tape. Steam clean and inspect all areas after grinding.
Note: Ensure honeycomb seals do not have closed up cells. Cell smearing
from grind can increase surface area against rotating seals resulting in
excessive seal tooth wear and/or core seizures in severe cases.
Remove and inspect HPT Nozzle per ESM.. Inspect the HPT nozzle 72-51-01
segments for cracking, burning cooling hole blockage and TBC spalling.
Repair per ESM as necessary.
If not already complied with, perform SB 72-365 for installation of new N5 SB 72-365
HPT Nozzle with a reduced area for performance.
Replacement of Inner and Outer leaf seals by new one. 72-51-01
When building a core capable of 975 °C EGT you must use:
Post SB 72-178 HPT nozzle segment (N5 mat’l ). SB 72-178
CFM Proprietary Information 84 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
HP TURBINE NOZZLE MODULE
MINIMUM & PERFORMANCE WORKSCOPE
Key Maintenance Tasks
Reference
Post SB 72-179 Forward Inner Nozzle Support (FINS). Pre SB SB 72-179
72-179 FINS can be reworked per SB 72-378. Refer to SB 72-411 for SB 72-378
last P/N introduced. SB 72-411
SB 72-179 FINS requires post SB 72-180 outer stationary seal to
avoid interference
When assembling HPT nozzle module: 72-51-00
Assure nozzle set area, A41, is within the ESM limits. 72-51-00
Replace internal “W” pressure seal with a new part
Replace external “W” pressure seal to install the latest 72-51-10
configuration P/N 1359M84P08
CFM Proprietary Information 85 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
HP TURBINE NOZZLE MODULE
FULL WORKSCOPE
Key Maintenance Tasks
Reference
Note: HPT nozzle module should be removed from the engine and 72-51-01
disassembled in piece part for this level of overhaul.
Inspect HPT Nozzle Segments for cracking, burning, cooling hole
blockage and TBC spalling.
• Check condition of outer and inner leaf seals. Ensure leaf seals show
contact marks indicating proper air sealing during operation. Replace
any damaged seals
If pre SB 72-053 nozzle segments exhibit distress , perform HPT nozzle SB 72-053
cooling improvement per SB 72-258. SB 72-258
Inspect HPT forward inner nozzle support (FINS) for the following per 72-51-07
ESM :
• Check body for erosion.
• Check FINS honeycomb seal for wear and loose or unbonded
honeycomb.
Inspect the HPT outer stationary seal (3T seal) for the following per ESM 72-51-05
• Inspect seal support for crack.
• Check honeycomb seal for wear and loose or unbonded honeycomb.
• Replace the 3 teeth stationary air seal with a new or refurbished part
for performance restoration. Grind the honeycomb to the minimum
ESM diameter. 72-51-00
Note: The corresponding rotating seals can be under minimum finish
dimensions by up to .020” (0,51mm) if match ground to the stationary
honeycomb seal. To optimize engine performance, the 3T honeycomb seals 72-51-05 rep 001/003
can be match ground with the finished rotating seal diameters to achieve an 72-00-52
average clearance of .012” (0,305 mm).
Note: Ensure honeycomb seals do not have closed up cells. Cell smearing
from grind can increase surface area against rotating seals resulting in
excessive seal tooth wear and/or core seizures in severe cases.
CFM Proprietary Information 86 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
HP TURBINE NOZZLE MODULE
FULL WORKSCOPE
Key Maintenance Tasks
Reference
• If not already complied with, perform SB 72-359. SB 72-359
When assembling HPT nozzle module:
• Assure nozzle set area, A41, is within the ESM limits. 72-51-00
• Replace external “W” pressure seal to install the latest configuration. 72-51-10
When building a core capable of 975 °C EGT you must use :
• Post SB 72-178 : HPT nozzle segment ( N5 mat’l ). SB 72-178
• Post SB 72-179 : Forward Inner Nozzle Support (FINS).
• Pre SB 72-179 FINS can be reworked per SB 72-378.
Refer to SB 72-411 for last P/N introduced. SB 72-179
SB 72-179 FINS requires post SB 72-180 outer stationary seal to SB 72-378
avoid interference SB 72-411
CFM Proprietary Information 87 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
HP TURBINE ROTOR MODULE (72-52-00 )
CFM Proprietary Information 88 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
HP TURBINE ROTOR MODULE
MINIMUM & PERFORMANCE WORKSCOPE
Key Maintenance Tasks
Reference
Note: The HPT Rotor module is partially disassembled for this level of 72-00-52
workscope and should be inspected per modular ESM 72-00-52, unless
otherwise.
On HPT stacked rotor, perform the following:
Note: If repair is needed after the following inspection, disassemble HPT HPT Rotor Mod.
rotor. Full Overhaul Wk.
• Check HPT Front Shaft for outer diameter erosion. 72-00-52
• Perform a visual check of the HPT blade retainers. If removed from
the rotor, FPI for cracks and dimensionally inspect for creeping.
Verify that the forward outer seal ring is not protruding from the 72-00-52
forward outer seal on forward side of rotor, under blade platform. Spec. Proc. 005
• Eddy current inspect HPT Rear Shaft outer seal teeth.
Performance items:
Remove and scrap HPT blades.
Check for the presence of the damper seals between HPT platforms. If a
seal is found to be missing, contact CFM for special blade and disk 72-52-00
inspections.
• For performance deterioration assessment, measure HPT Rotor 72-52-01
average diameter as well as the average shroud diameter. The
performance influence coefficient can be used to evaluate the
expected improvement in EGT margin from HPT blade tip repair.
Perform dimensional check of HPT FOS (3 teeth location) seal teeth.
For the performance deterioration assessment, measure HPT FOS average 72-52-03
diameter as well as the average Stationary Seal diameter. The Performance HPT Rotor Mod.
Influence Coefficient can be used to evaluate the expected improvement in Full Overhaul Wk.
EGT margin from HPT Stationary Seal refurbishment.
At piece part level, perform a Fluorescent-Penetrant Inspection of the Air
Seal and a Eddy Current Inspection of the Air Seal Bore surfaces, per FAA 72-52-03
enhanced inspection initiative and ESM.
CFM Proprietary Information 89 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
HP TURBINE ROTOR MODULE
MINIMUM & PERFORMANCE WORKSCOPE
Key Maintenance Tasks
Reference
Inspect HPT Rotor Disk per ESM. 72-00-52
At piece part level, perform a Fluorescent-Penetrant Inspection of the Disk 72-52-02
and an Eddy Current Inspection of the HPT Disk Bore, per FAA enhanced
inspection initiative and ESM.
Inspect HPT Rotor Front & Rear Shafts per ESM. Inspect the HPT 72-00-52
Rotor Front Shaft damper sleeve for cracking.
To maintain roundness and concentricity of the HPT assembly, the
following tooling must be used and periodically inspected to ensure tooling
integrity of major interface dimensions:
HPT rotor-to-combustion case centering fixture for inspection of interface 856A1490
dimensions and linipot clearance determination. This is critical for CDP
bore runout check.
Caution : for vibration purpose, deviations are not permitted for balance
limits, interference fits, radial and axial runout or torque values.
During the HPT rotor assembly, it is important to check each mating
surface to make sure it is free of burr, high metal or dirt.
Note : Building rotors as straight as possible will reduce vibration and
improve engine performance. New computer aided technology exists
which uses flatness, run-out, and eccentricity measurements to calculate
optimum angular positions for stacking rotors in straightest possible
manner.
72-52-00-220-051
Pay attention when performing the runout of the HPT Rotor Disk and of the
Front Rotating Air Seal assembly flange rabbet. Both the FWD Flange face
and the HPT Rotor Disk flange rabbet must be concentric within 2 mils
(0,05 mm).
Make a runout measurement of the Front Shaft flange mounting face (limit SB 72-469
is 2 mils – 0,05 mm). Also make a runout of the HPT Rotor Disk Aft flange
(outer diameter) and of the mounting face (limit is 2 mils – 0,05 mm).
When assembling the HPT Front and Rear Shafts, respect the heating
sequences.
CFM Proprietary Information 90 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
HP TURBINE ROTOR MODULE
MINIMUM & PERFORMANCE WORKSCOPE
Key Maintenance Tasks
Reference
Make a runout measurement of the HPT Rear Shaft flange aft mounting
face. Check the aft flange perpendicularity (1mil =0,025 mm for tolerance)
and also the HPT Rear Shaft inlet diameter concentricity (1,5 mils=0,038
mm for tolerance).
Prior module assembly, pay close attention to rotor cavities cleaning for oil /
dust accumulation, in order to prevent future vibration problem.
For CFM56-5C configuration:
Install new HPT Blades P/N 2080M81P01.
For CFM56-5C/P configuration:
Install new HPT Blades P/N 2086M73P02
Perform a dynamic balance (2 planes) and locate blades to achieve an
imbalance of less than 10 gin. (25,4 cm.g).
Note : Special attention should be given to rotor balance requirements.
Achieving tighter limits will help optimise engine build and can improve
engine performance
For CFM56-5C configurations:
Grind the HPT rotor assembly blade tip diameter to achieve a J05
clearance of 0.063 inch (1.60 mm). Larger cold clearances will impact EGT
and SFC; smaller cold clearances can cause heavy rubs, impacting EGT and 72-52-00
SFC. All the shops should strive to achieve tip clearance. For shops without
high speed grind capability, engine should be built with best calculated
clearance, closest to 0.063 inch, resulting in only minimal turbine rub (0.005
inch). Clearances can be restored via matching any combination of
new/used/serviceable rotor and stator, observing the ESM limits for each.
Grind the rotor to assure a correct J05 clearance of 0.063 mils.
CFM Proprietary Information 91 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
HP TURBINE ROTOR MODULE
MINIMUM & PERFORMANCE WORKSCOPE
Key Maintenance Tasks
Reference
For CFM56-5C/P configurations:
Grind the HPT rotor assembly blade tip diameter to achieve a J05
clearance of 0.056 inch (1.42 mm). Larger cold clearances will impact EGT
and SFC; smaller cold clearances can cause heavy rubs, impacting EGT and
SFC. All the shops should strive to achieve tip clearance. For shops without
high speed grind capability, engine should be built with best calculated
clearance, closest to 0.056 inch, resulting in only minimal turbine rub (0.005
inch). Clearances can be restored via matching any combination of
new/used/serviceable rotor and stator, observing the ESM limits for each.
Grind the rotor to assure a correct J05 clearance of 0.056 mils.
It is advisable to skim cut the shrouds to open up blocked cooling holes and
remove scabbing (deposited material).
To assess the final HPT blades tip clearance, after the outbound test,
machine 3 tip notches of 0.010 in., 0.020 in. and 0.030 in., on four blades 72-52-00 assembly
90° apart from each other, as described in ESM .
Before notching the blades, first check the tip plenum depth.
Do a final dynamic balance of the HPT Rotor Assembly. Install balance
weights to limit imbalance to max 5 gin. (12,7 cmg).
Perform HPT Linipot inspections in the vertical position. If problems are
encountered during HPT horizontal linipot, troubleshoot following the 72-00-02 spec proc
ESM. 001/002/003
72-00-03 instal 002
Perform the final horizontal HPT Linipot after the LPT module
installation.
Note: Special attention should be given to performing linipot. Linipot verify
concentricity between rotor and stator modules to ensure the best on-wing
performance. Achieving tighter limits (ECC, FIR, IMP) will help optimise
engine build and can improve engine performance.
CFM Proprietary Information 92 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
HP TURBINE ROTOR MODULE
FULL OVERHAUL WORKSCOPE
Key Maintenance Tasks
Reference
Note: HPT Rotor module should be removed from the engine and
disassembled in piece part for this level of overhaul. The HPT disk, the HPT
shafts, the HPT FOS rotating and the HPT aft air seal should be unstacked
for LLP or cause only. 72-52-06
All visible areas of the HPT disk, the HPT shafts, the HPT FOS rotating and
then HPT aft air seal should be inspected following piece part ESM 72-52 72-52-04
02/03/04/05/10.
72-00-52
Measure blade tip radii to determine whether blades need mini-tip repair to Spec. Proc. 005
maintain proper clearance. 72-52-05
Remove HPT blades and inspect HPT blades for the following per ESM : 72-52-02
• Inspect the blades per SB 72-361 as required 72-52-02
• HPT blades exposed to high operating temperature require special
inspection as mentioned in ESM.
72-52-03
• Airfoil for distress, erosion, cracking
• It is highly recommended to install N5 blades P05, per SB 72-373,
which is the latest version capable of 975°C EGT, with improved
cooling and TBC.
Verify that HPT Forward Outer Seal ring is not protruding out from
under seal.
Perform a FPI of HPT aft blades retainer for cracks, and dimensionally
inspect
On HPT stacked rotor, perform the following:
Note: If repair is needed after the following inspection, disassemble HPT rotor.
• Check HPT front shaft per ESM including FPI and for outer
diameter erosion.
• Eddy current inspect HPT Rear Shaft outer seal teeth and per ESM
including FPI.
CFM Proprietary Information 93 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
HP TURBINE ROTOR MODULE
FULL OVERHAUL WORKSCOPE
Key Maintenance Tasks
Reference
Inspect HPT Rotor Disk per ESM. 72-52-02
At piece part level, perform a Fluorescent-Penetrant Inspection of the Disk
and an Eddy Current Inspection of the HPT Disk Bore, per FAA enhanced
inspection initiative and ESM.
At piece part level, perform a Fluorescent-Penetrant Inspection of the 72-52-03
Forward Rotating Air Seal and a Eddy Current Inspection of the Air Seal
Bore surfaces, per FAA enhanced inspection initiative and ESM.
Inspect HPT Rotor Front & Rear Shafts per ESM. Inspect the HPT Rotor
Front Shaft damper sleeve for cracking. Perform the FPI inspection.
Check HPT FOS rotating seal per ESM, including dimensional inspection 72-52-03
of seal teeth.
On HPT stacked rotor, perform the following: 72-52-00
During module assembly, in order to prevent future vibration problem,
pay close attention to cleaning of rotor cavities for oil / dust
accumulation, and, if rotor was unstacked, pay close attention to
proper seating of rotor mating faces and to torque procedure / values
of assembly bolts.
When assembling HPT rotor module:
• Only use new nuts in the HPT Spaces. Bolts may be re-used, except
forward outer seal/disk joint, provided they are found serviceable by
the ESM.
• Be sure that HPT damper seals are all installed. If any damper seals
are not present, contact CFM for special inspections.
• Balance the HPT rotor.
Restore the clearance between HPT rotor and HPT stator per ESM. This
may be accomplished in several ways: 72-52 / 72-53-00
Note: For more details about grinding and linipot procedure, refer to HPT
Rotor module Minimum & Performance Workscope.
During assembly of Core Engine module, pay particular attention to the
CDP seal bore runout check, to prevent future vibration problem.
CFM Proprietary Information 94 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
HPT SHROUD SUPPORT & LPT STG 1 NOZZLE MODULE
( 72-53-00 )
CFM Proprietary Information 95 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
HPT SHROUD SUPPORT & LPT STG 1 NOZZLE MODULE
MINIMUM & PERFORMANCE WORKSCOPE
Key Maintenance Tasks
Reference
Note: The HPT Shroud Support & LPT STG 1 Nozzle module is partially 72-00-53
disassembled for this level of workscope and should be inspected per
modular Shop Manual 72-00-53, unless otherwise.
If not previously complied with, perform SB 72-210 on HPT stator air SB 72-210
manifolds.
Inspect module per modular ESM inspection chapter. 72-00-53
Visually inspect HPT shroud support assembly. Document rub pattern if 72-53-02
any.
Inspect HPT shroud support forward flange for fretting. 72-53-02
Inspect LPT stage 1 nozzle for FOD, cracking, burning and erosion of SB 72-071
exposed area. Pay special attention to crack on forward outer platform for SB 72-136
post SB 72-071 & pre SB 72-136 LPT stage 1 nozzle.
If not previously complied with, perform HPTS / LPTN support SB 72-299
modification per SB 72-299.
Performance items:
Check HPT shrouds diameters at six equally spaced locations in order to 72-53-02
determine if shrouds should be re-used and skim-cut or if shrouds should be
replaced by new or repaired ones.
Check the HPT shroud support T-flange with the LPT case forward 72-54-07
diameter to assure that a tight fit exists at the rabbet diameters.
If not already complied with, perform HPTS/LPTN support modification SB 72-299
per SB 72-299.
To maintain roundness and concentricity of the HPT assembly, the 856A1490
following tooling must be used and periodically inspected to ensure tooling
integrity of major interface dimensions :
• Module 12 (HPT shroud / LPT stage 1 nozzle assy) installation fixture 856A1418
to insure correct HPT clearance by centering the module on the HPT
shroud support T-flange aft rabbet diameter. Improper tooling
conditions can create HPT blade rubs and effect linipot inspection
results.
• HPT shroud grind fixture to ensure round and concentric shroud
grinding.
CFM Proprietary Information 96 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
HPT SHROUD SUPPORT & LPT STG 1 NOZZLE MODULE
MINIMUM & PERFORMANCE WORKSCOPE
Key Maintenance Tasks
Reference
Replace (*) the HPT shrouds with new or refurbished parts, as a complete 72-53-00
set, and grind the shrouds to the recommended radius of 14.562 – 14.564
in.(369,88 – 369,93 mm).
Respect the max value of 14.566 in. to avoid seal slot breakout. Check that
each shroud has been touched during the grind operation. Measure the
shrouds final grind radius before grinding the blades.
Note: If target grind radius is not used, control the HPT shroud radius within
the ESM limits. This will minimize any possible steps in the flowpath.
In order to avoid HPT shroud cooling holes blockage, reverse the
grinding wheel without in-feeding on final pass to open cooling holes.
If not already complied with, replace or rework the HPT Shrouds and SB 72-337
Shroud Hangers per SB 72-337. Discard the rope seal.
At each HPT Module disassembly, replace and discard the HPT Shroud SB 72-339
retaining C-clips, per SB 72-339.
To ensure a correct fit of the HPT Shroud Hangers, it is recommended to 72-53-00
replace the external pressure seal P/N 1523M67P01 by a new one. IPC Fig Item 210
Install new HPT Shroud Support Aft Heat Shields per SB 72-269 and as SB 72-269
required by SB 72-337. SB 72-337
When installing the HPT shroud support assembly to the combustion case,
assure that the T-flange bolts installed into every fourth holes of the
combustion case are tightened prior to torquing the combustion case
midflange bolts.
CFM Proprietary Information 97 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
HPT SHROUD SUPPORT & LPT STG 1 NOZZLE MODULE
FULL WORKSCOPE
Key Maintenance Tasks
Reference
Note: The HPT Shroud Support & LPT STG 1 Nozzle module should be
disassembled in piece part for this level of inspection.
Inspect the HPT Shroud Support per ESM. 72-53-02
Inspect HPT Shroud Segments per ESM. 72-53-01
If not previously complied with, introduce new “C”-clips per SB 72-339. SB 72-339
Inspect HPT Hangers per ESM. Pay special attention to baffles for 72-53-04
distress.
SB 72-337
• If not already complied with, replace or rework the HPT Shroud and
Shroud Hangers per SB 72-337.
SB 72-259
• If not already complied with, perform the inspection required in SB
72-259 and remove all hangers with a class L marking
72-53-06
Inspect LPT stage 1 Nozzles for FOD, cracking, burning and erosion per SB 72-071
ESM. Pay a special attention to crack on forward outer platform for post SB SB 72-136
72-071 & pre SB 72-136 LPT stage 1 nozzle.
SB 72-210
If not previously complied with, perform SB 72-210 on HPT stator air
manifolds. 72-53-07/08
Inspect honeycomb on stationary air seals for erosion, unbonded cells, or
excessive wear.
72-53-05
Inspect Heat Shields and air manifold per ESM.
72-53-10
Inspect LPT stage 1 nozzle air ducts per ESM.
SB 72-269
Inspect HPT aft heat shield and replace as required.
Restore the clearance between HPT rotor and HPT stator per ESM. Refer to
Performance section for more details.
CFM Proprietary Information 98 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
LOW PRESSURE TURBINE
MAJOR MODULE
CFM Proprietary Information 99 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
LOW PRESSURE TURBINE MAJOR MODULE
CFM Proprietary Information 100 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
LOW PRESSURE TURBINE MAJOR MODULE HIGHLY RECOMMENDED
SERVICE BULLETINS & DOCUMENTS
CFM sorting Type
Section S/B # D P R I O TITLE & DESCRIPTIONS Compliance C/P
72-54 CESM 009 Optimizing bearing care 1 All
72-0081 X X Introduction of new stage 1 blades : New production procedure improves fatigue 7 All
characteristics.(975 °C capable)
72-0089 X Borescope inspection of stg 1 LPT blade trailing edge : check for possible 2 All
deformation/distorsion at mid-span.
72-0137 X Introduction of LPT stg 4 segment nozzles with modified blades : Improve 7 All
fatigue characteristics
72-0172 X Introduction of new stg 2 and stg 3 rotating air seals : To be introduced for higher 7 All
thrust and EGT
72-0187 X Introduction of new LPT stg 1,3, 4 & 5 blades. : Material change of blades seal 7 All
teeth coating to prepare for thrust and EGT increase.
72-0197 X Introduction of Low Pressure Turbine hardware capable of 975 °C . 7 All
72-0198 X Introduction of new stage 4 shroud : Introduction of LPT hardware capable of 975 7 All
°C.
72-0199 X Introduction of new stage 3 shroud : Introduction of LPT hardware capable of 975 7 All
°C.
72-0200 X Introduction of new stage 2 blades : Introduction of new blades with new 7 All
aerodynamic profile and new tip shroud -> enable engine thrust and temperature
increase
CFM Proprietary Information 101 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
LOW PRESSURE TURBINE MAJOR MODULE HIGHLY RECOMMENDED
SERVICE BULLETINS & DOCUMENTS (cont’d)
CFM sorting Type
Section S/B # D P R I O TITLE & DESCRIPTIONS Compliance C/P
72-201 X Introduction of new shroud stg 1 and stg 2 : Enable engine thrust and temperature 7 All
increase
72-202 X Introduction of new stage 3 nozzle : Enable engine thrust and temperature increase 7 All
72-203 X Introduction of new stage 2 nozzle : Enable engine thrust and temperature increase 7 All
72-204 X Introduction of new stage 1 nozzle : Enable engine thrust and temperature increase 7 All
72-245 X Replacement of sealing strip : Increase width of the sealing strip and material 7 All
change.
72-264 X Deletion of stage 5 Nozzle Sealing Strip : To prevent re-occurance of LPT failure 4 All
due to separation of LPT sealing segment.
72-284 X Deletion of stage 2, 3, 4 and 5 Nozzle Sealing Strip : New nozzle segments no 4 All
longer have the two slots on each nozzle segments – Repair for old P/N’s.
72-288 X Introduction of new stage 1 & 2 seal segments with aluminium coating : 7 All
Improvement of coating against thermal oxydation
72-307 X Stage 2 nozzle segment lugs which show corrosion out of limits need to be 2 All
replaced because it may cause liberation of stationary inner seals : Do inspect at
TCS 12,000 and re inspect per findings
72-310 X Borescope inspection of LPT stage 5 for impact damages : Impacts might have 2 All
been caused by liberation of stg 5 LPT nozzle inner sealing strips.
72-343 X Deletion of protector on aft sump oil scavenge line : Deletion of the protector 7 All
avoids any risk of interference with the aft sump oil scavenge line
72-345 X X Introduction of new Shroud LPT stage 1 Removal from forward : It is no more 7 All
necessary to disassemble the LPT module for LPT stg 1 OAS replacement
CFM Proprietary Information 102 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
LOW PRESSURE TURBINE MAJOR MODULE HIGHLY RECOMMENDED
SERVICE BULLETINS & DOCUMENTS (cont’d)
CFM sorting Type
Section S/B # D P R I O TITLE & DESCRIPTIONS Compliance C/P
72-383 X Introduction of new EGT Harness EGT segment with new torque value : 7 All
Introduction of new T49.5 junction box conception with new tightening torque.
72-419 X Change of EGT Wiring-Harness Attachment : Introduction of new brackets with 3 All
dual attachment resolves vibratory problem.
72-546 X Introduction of new parts to prevent damage to the rear rotating air oil seal : 4 All
Concerns engine post SB 72-171.
72-55 72-070 X Addition of chamfers to the CVT lugs : Eliminate the risk of interference between 5 All
the CVT lugs and the A/O Separator slots.
72-397 X Return No. 4 Bearing P/N –301 to CFMI for replacement : CFM require the 2 All
exchange of No. 4 Bearing.
72-451 X Introduction of N°4 Bearing P/N -303, -902 and –718 : New outer race material 7 All
72-464 X Introduction of new O-rings : Prevent oil leakage from the Rear Sump 5 All
72-473 X Introduction of new CVT Supports : To decrease stress between the CVT and the 7 All
LPT Shaft
72-484 X Removal and scrap of N°4 roller bearing 340-167-901-0 3 All
72-56 72-290 X On-Wing (and In-Shop) Inspection for missing Flame Arrestor Honeycomb : At 2 All
Shop opportunity, inspect visually for honeycomb cartridge presence in the flame
arrestor
72-420 X X Introduction of new LPT Frame with removal oil supply tube and rework of old 7 All
LPT Frame : Permit the removal/replacement of the oil supply tube on-wing and
ease it at shop level
CFM Proprietary Information 103 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
LPT ASSEMBLY COMPATIBILITY
CFM Proprietary Information 104 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
LOW PRESSURE TURBINE MAJOR MODULE
MINIMUM WORKSCOPE
Key Maintenance Tasks
Reference
Note : Low Pressure Turbine Major module is assumed to be assembled for LPT Rotor/Stator
this level of workscope. Performance Wk.
Visually inspect all exposed areas of the module per ESM. 72-00-03
For none serviceable cracks on LPT Stage 1 Outer Stationary Air Seal
front plate, disassemble LPT rotor/stator module or, if possible, replace the SB 72-345
OSAS from forward without disassembly (check for P/N per SB)
Perform a borescope inspection of the Module per AMM AMM 72-54-00-601
SB 72-089
Visually check the LPT Stage 1 Blades for evidence of cracking, burning. 72-00-03
Note : On LPT stage 1 blades pre SB 72-081, pay a special attention to SB 72-081
possible L/E crack under the tip shroud. If necessary, comply with SB 72-
081.
If engine is concerned, inspect LPT Stage 2 Nozzle segment lugs for SB 72-307
corrosion
On engines which have still LPT Stage 5 Nozzle Sealing Strips, inspect SB 72-310
LPT Stage 5 blades for impact damages due to liberation of nozzles sealing LPT Rotor/Stator
strips. Overhaul Wk.
Pay particular attention to the stage 5 shroud interlocks for evidence of 72-00-03
unlatching, shingling, or excessive looseness.
Highlights of condition maintenance or special requirements :
Visually inspect LPT frame oil tubes. 72-00-03
Visually inspect the No. 4 and 5 bearings areas for the build-up of 72-00-03
carbon or debris.
During the shop visit TAT, protect the No.4 bearing against CESM 009
abrasives and contaminants per CESM recommendations.
Visually inspect the cooling air system and brackets for cracking, 72-00-03
looseness, and wear on the LPT case.
CFM Proprietary Information 105 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
LOW PRESSURE TURBINE MAJOR MODULE
MINIMUM WORKSCOPE
Key Maintenance Tasks
Reference
Visually inspect the EGT harness and probes for security of
installation and cracking.
Improve the durability of EGT wiring harness by installation of SB 72-419
new brackets with dual attachment
If vibration has been reported repeatedly, check the runout of the 72-00-03
No. 5 bearing sleeve per ESM. Check TRF attachment mount area
for cracks.
If not already complied with, remove the 5th stage Start Bleed System and SB 75-008
5th Stage Bleed Line per SB 75-008 and SB 72-212 SB 72-212
• Inspect overboard drain tube for failure. Replace per repair 72-56-00
procedure RD 15-93400
• Check for TRF studs broken or damaged per ESM 72-56-00
78-11-12
• Check TRF thermal blanket rear flange for cracking. Ask CFM-PSE
for on-wing repair procedure. 72-56-04
• On oil inlet cover, remove oil and grease. and perform an ultrasonic 70-21-11
cleaning. 70-21-12
70-21-61
• Inspect oil supply and scavenge tubes for oil cocking per ESM. 72-00-56
72-00-03
72-56-01
• Visually check the presence of the Flame arrestor Honeycomb and
inspect per SB 72-290. SB 72-290
3 Prior module installation, pay close attention to rotor cavities cleaning for
oil / dust accumulation, in order to prevent future vibration problem.
3 Assembly procedure depends on LPT rotor/stator version. Apply the correct
one following ESM. 72-00-03
CFM Proprietary Information 106 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
LOW PRESSURE TURBINE MAJOR MODULE
MINIMUM WORKSCOPE
Key Maintenance Tasks
Reference
Inspect LPT Shaft per ESM. Perform a borescope inspection of the internal 72-00-55
cavities for cracks, corrosion
In case of oil is observed in internal cavities, remove LPT Frame and 72-00-03
Center Vent Tube in order to replace the O-Ring.
If not already complied with, replace the rear sump air/oil separator per SB 72-306
SB 72-306
If not previously done, remove protector on aft sump oil scavenge line to SB 72-343
avoid interference with the line
Perform HPT horizontal linipot during LPT Major module installation. 72-00-03
As of october 2001, ESM limits are : max FIR = 0.009 in (0,23 mm) and : Installation 002
max ECC = 0.0045 in (0,11 mm) Target values close to half of the ESM limits
to improve the restored EGT margin and the initial retention on-wing.
CFM Proprietary Information 107 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
LOW PRESSURE TURBINE MAJOR MODULE
PERFORMANCE EFFECTS
Feature Post break-in value SFC Effect % EGT Effect °C
(mils / microinch) (mils / microinch) (mils / microinch)
LPT stg 1 airfoil surface finish 43 0.0013 0.0076
LPT stg 2 airfoil surface finish 51 - 0.0051
LPT stg 3 airfoil surface finish 43 - 0.0025
LPT stg 1 Outer Air Seal 0,35 % 2 - 3 °C
deterioration (global effect) (global effect)
(3 to 4 mm of clearance increase)
CFM Proprietary Information 108 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
LPT ROTOR / STATOR MODULE ( 72-54-00 )
CFM Proprietary Information 109 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
LPT ROTOR / STATOR MODULE
PERFORMANCE & FULL OVERHAUL WORKSCOPE
Key Maintenance Tasks
Reference
Note : The LPT Rotor / Stator module should be disassembled in piece part for
this level of inspection. LPT disks need to be debladed for LLP , 72-54-01/02/03
performance restoration or cause only. All visible areas of LPT bladed disk 72-54-05/06
(including conical support on stage 3 disk) should be inspected per piece part
ESM 72-54-01/02/03/05/06.
Experience shows that it is not cost effective to disassemble the LPT Major
Module for performance restoration.
A swap test with a brand new LPT module has demonstrated a 9°C EGT
margin recovery, potentially equivalent to a 5-6 °C gain after refurbishment.
If the engine has encountered an Overtemperature, refer to ESM. 72-00-00
Inspect LPT major modules per ESM and do a hardness inspection of LPT 72-00-03
stage 1 Disk.
If the engine has encountered a N1 Overspeed, refer to ESM. Perform piece 72-00-00
part inspections required on : LPT Blades, LPT Disks, LPT Conical Support,
LPT Rotating Air Seals, LPT Bolts, LPT Fwd Rotating Air Seal and LPT
Blades Retainers. 72-54-04
For CFM56-5C (2D Aero) configurations only:
72-00-00
Separate the LPT rotor and stator assemblies. Inspection
72-00-03
Inspect the LPT Shroud Support for non serviceable crack.
72-00-00
Inspect the bladed Disks for dust / sand accumulation in the disk cavities. Inspection
Remove by vacuum cleaning to prevent vibration problem.
72-54-01
Remove and inspect LPT blades per corresponding ESM chapter. 72-54-02
• On LPT stage 1 blades (IN100 Mat'l), pre SB 72-081, pay a special
attention to possible L/E crack under the tip shroud.
• Check and repair the blade-tip-shroud to blade root twist angle per 72-54-02 rep 003
ESM.
72-54-02 rep
• Inspect L/E for dents, nicks, scratches and blend repair per ESM. 004/005
• Inspect LPT Blade seal teeth for wear. Plasma coating may be 72-54-02 rep
repairable depending on dimensional inspection results per ESM. 004/008
• Blade retainers may exhibit non serviceable distortion and request
scrap
CFM Proprietary Information 110 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
LPT ROTOR / STATOR MODULE
PERFORMANCE & FULL OVERHAUL WORKSCOPE
Key Maintenance Tasks
Reference
Inspect LPT Disks and Conical Support per corresponding ESM chapter. 72-54-03/05
Inspect LPT Nozzles per ESM. 72-54-08/13
rep 001/002
• Blend repair L/E for cracks, nicks or dents.
• Check if T/E distortion is serviceable depending on the defect area
dimensions.
• If not previously complied with :
Perform deletion of stage 2, 3, 4 and 5 LPT nozzle sealing strips SB 72-264
per SB. SB 72-284
Inspect LPT Inner and Outer Stationary Air Seals per ESM, especially 72-54-09/12
honeycomb for wear or unbounded cells. If not previously complied with :
Introduce the new stage 1 LPT Outer Stationary Air Seal which can be SB 72-345
removed from forward.
Check stage 2 outer seal for honeycomb oxidation or missing cells. SB 72-288
Thermal oxydation deteriorates honeycomb seal segments; therefore
replace stage 2 seal segments per SB 72-288.
Inspect all Outer Stationary Air Seals honeycomb for wear from blade 72-54-12
seal teeth. For performance, it is recommended to replace all the
honeycombs by new parts.
For hardware durability reason, replace Shroud Shields with new part.
Inspect LPT stage 2-5 Rotating Air Seals per ESM. 72-54-06
TR 72-0177
A detailed visual inspection is requested in the scalloped recess
location for LPT stage 2 rotating air seal. Inspection criteria have been
revised due to a seal separation observed on an other engine model at
piece part exposure. CFM request every inspection reports available on
this part. Repair the coating.
Visually inspect the LPT Case for cracks damage, wear, and distress. Spot 72-54-07
FPI suspect areas of the front and rear flanges, case bosses and antirotation
slots.
Note : Do not remove stage 3 to 5 borescope bosses for LPT case inspection.
CFM Proprietary Information 111 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
LPT ROTOR / STATOR MODULE
PERFORMANCE & FULL OVERHAUL WORKSCOPE
Key Maintenance Tasks
Reference
For CFM56-5C/P (3D Aero) configurations only:
Rework of LPT case per SB 72-542 . SB 72-542
For CFM56-5C (2D Aero) configurations only:
Spot FPI support ring at the location of cracked stage 1 outer stationary 72-54-00
air seal.
For CFM56-5C/P (3D Aero) configurations only:
Replacement of Seal Segment stationary air outer STG 1 with parts SB 72-502
coming from SB 72-502.
Replacement of Seal air STG 2 with part coming from SB 72-502.
Replacement of Ring retainer STG 1 with part coming from SB 72-502.
Replacement of Support ring STG 1 with part coming from SB 72-502.
Replacement of Seal Segment stationary air outer STG 1 with parts
coming from SB 72-502.
Replacement of Shield-LPT stator shroud STG1 & plate-sealing with
parts coming from SB 72-502.
For CFM56-5C & -5C/P configurations :
Remove and replace the nine EGT (T495) probes with new parts. A FHL
12/02 article provides precautionary measures to prevent a stud brake. 72-00-56
Nevertheless, repair REP 15-93724 is applicable (S/B in process -
1Q2003).
72-54-00
For cracks in Stage 2 Nozzles Forward Mount Rail, even within ESM
serviceable limits, weld build-up repair is recommended and is available
thru RD 15-93341.
In case a crack is found between T495 bosses holes, weld build-up repair
is also available per RD 15-93339.
SB 72-341
Apply SB 72-341 on the LPT cooling bracket which ease the installation
of LPT cooling air tube clamp.
SB 72-306
If not already complied with, replace the rear sump air/oil separator per
SB 72-306
CFM Proprietary Information 112 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
LPT ROTOR / STATOR MODULE
PERFORMANCE & FULL OVERHAUL WORKSCOPE
Key Maintenance Tasks
Reference
CFM recommends, for cleaning of LPT forward rotating oil seal and
No.4 bearing forward rotating air seal Metco 601 (light grey in color)
abradable coating, to remove oil & grease and then to perform an ultrasonic
cleaning per Standard Practices Manual.
During assembly of module, the nuts of the disks may be re-used
provided they are found serviceable by the ESM, but we recommend to use
only new bolts.
During module assembly, in order to prevent future vibration problem,
pay close attention to cleaning of rotor cavities for oil / dust accumulation,
and, if rotor was unstacked, pay close attention to proper seating of rotor
mating faces and to torque procedure / values of assembly bolts.
HARDWARE UPGRADE
3 For 965°C EGT capability :
Apply SB 72-081 on stage 1 LPT blades (DS2000 Mat'l) SB 72-081
Apply SB 72-200 on stage 2 LPT blades. SB 72-200
Apply SB 72-203 on stage 2 nozzle. SB 72-203
Apply SB 72-054 on stage 2 LPT blades. SB 72-054
Apply SB 72-080 (R125 mat'l) on stage 2 LPT nozzles. SB 72-080
Inspect and restore the LPT case forward rabbet diameters to prevent 72-54-07
HPT horizontal Linipot problem.
At the same time, apply Performance items on LPT Frame Module :
Introduction of offset on N°5 bearing sleeve.
LPT frame forward rabbet diameter inspection.
CFM Proprietary Information 113 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
LPT ROTOR / STATOR MODULE
PERFORMANCE & FULL OVERHAUL WORKSCOPE
Key Maintenance Tasks
Reference
For EGT Margin improvement (–5C2/F and –5C3/F 975°C EGT LPT Frame Module
capability) Performance & Full
Overhaul Workscope
Due to aero-thermodynamics modifications of the LPT flowpath,
hardware “G” provides the engine with an additional EGT margin of 20 –
22 °C, at the same redline 965 °C.
• Apply SB 72-197 for introduction of the LPT hardware capable of
975 °C
• SB 72-197 requires application of the following Service Bulletins : SB 72-197
72-137 for stg 4 segment nozzle SB 72-137
72-172 for stg 2 and stg 3 rotating air seals SB 72-172
72-187 for new stg 1, 3, 4 and 5 blades SB 72-187
72-198 for new stg 4 shroud SB 72-198
72-199 for new stg 3 shroud SB 72-199
72-200 for new stg 2 blades SB 72-200
72-201 for new stg 1 and 2 shrouds SB 72-201
72-202 for new stg 3 nozzles SB 72-202
72-203 for new stg 2 nozzles SB 72-203
72-204 for new stg 1 nozzles SB 72-204
CFM Proprietary Information 114 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
LPT SHAFT MODULE ( 72-55-00 )
CFM Proprietary Information 115 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
LPT SHAFT MODULE
FULL OVERHAUL WORKSCOPE
Key Maintenance Tasks
Reference
Note : The LPT Shaft module should be separated from the LPT Major
module and disassemble in piece part for this level of inspection.
CFM highly recommend to respect the CESM 009 regarding the bearing CESM 009
care best practises.
Inspect the No. 4 and 5 bearings per ESM. 72-09-01
If not already performed, introduce N°4 bearing P/N -303 or -902 or -718. SB 72-451
If the installed P/N is -901, remove and scrap the part - Install one of the SB 72-484
above P/N.
Inspect all hardware per ESM, paying special attention on the following 72-55-01
parts:
• LPT shaft especially for missing protective paint .Perform the full 72-55-01 rep 001
repair of the aluminium pigment silicone paint if necessary.
• Clean oil stain on LPT shaft following ESM.
To prevent interference with the Air/Oil Separator slots, cut two chamfers SB 72-070
in the Center Vent Tube Lugs per S/B 72-070.
To decrease stress between the CVT and the LPT shaft; introduction of new SB 72-473
CVT support.
During reassembly, apply engine oil protection on bearings to avoid
corrosion.
SB 72-464
System balance at reassembly with LPT rotor/stator.
To prevent oil leakage from the Rear Sump, remove and replace the three
LPT Shaft O-rings
Reinstall LPT module using the special tooling 856A2425G01.
CFM Proprietary Information 116 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
LPT FRAME MODULE ( 72-56-00 )
CFM Proprietary Information 117 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
LPT FRAME MODULE
PERFORMANCE & FULL OVERHAUL WORKSCOPE
Key Maintenance Tasks
Reference
Note : The LPT Frame module should be separated from the LPT Major
module for this level of inspection and disassemble as necessary to
perform the following.
The LPT Frame module is partially disassembled at this level of workscope
and should be inspected per modular Shop Manual 72-00-56, unless 72-00-56
otherwise.
Inspect the LPT frame per ESM paying particular attention to the
following:
If vibrations have been reported repeatedly, check the runout of the 72-00-03
No. 5 bearing sleeve per Assembly chapter of ESM.
Perform a close visual inspection of the frame paying particular 72-56-01
attention to the clevis mounts. Spot FPI any areas suspected of
cracking including the clevis mount attachment area.
Inspect overboard drain tube for failure. Replace per repair 72-56-00
procedure. RD 15-93400
Check the aft rabbet diameter on the LPT frame.
On Oil Inlet Cover and No. 5 Bearing Support, remove oil and 70-21-11
grease per 70-21-11 or 70-21-12 and perform an ultrasonic 70-21-12
cleaning per 70-21-61 (70-21-13 as alternate on No.5 bearing 70-21-61
support). 70-21-13
IMPORTANT : if the TRF is not removed and disassembled, remove
at least the Oil Inlet Cover and visually inspect/clean the area where
the supply tube is linked, for potential oil cocking blockage. Hand
Cleaning is required to prevent from Rear Sump overboard.
Replace O-rings and Gasket seal with new parts.
Visually inspect condition of the No.5 Bearing Support 72-56-02
honeycomb liner and abradable coating for rubs, pitting, nicks,
dents or missing cells that could cause oil leaks.
Visually inspect condition of the abradable coating of the Forward
Rotating Air Seal for rubs, separation, flaking or missing material
that could cause oil leaks.
Visually inspect condition of the Oil Collector honeycomb liners SPM 70-21-17
for rubs, missing cells, cell deformation or cell burrs that could
cause oil leaks.
CFM Proprietary Information 118 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
LPT FRAME MODULE
PERFORMANCE & FULL OVERHAUL WORKSCOPE
Key Maintenance Tasks
Reference
• If any, remove the Squeeze Film Supply oil Tube and clean per SPM 72-56-01
70-21-17 or replace by a new part. Visually inspect the Squeeze Film SPM 70-21-17
oil Nozzle, remove and clean per SP 70-21-17 or replace by a new
part.
For Oil Supply Tube post S/B 72-420, remove the two parts made SB 72-420
tube and inspect per ESM 72-56-01. As a precautionary measure, clean 72-56-01
the tube per SPM 70-21-17, using hot alkaline and acid solutions. Keep SPM 70-21-17
on cleaning or replace the tube by a new part if the cleaning result is
not perfect (oil cokefaction free).
For Oil Supply Tube pre S/B 72-420, introduce the S/B 72-420 and
install a two parts made tube easily removable at next SV for
inspection and even on-wing.
• Visually inspect the Oil Supply Tube Nozzle for potential oil AMM
cokefaction. If necessary, remove and clean the part per SPM 70-21-17 72-56-00-100-802
or replace by a new part.
• Disconnect the Oil Scavenge Tube at both ends. Perform a Borescope
inspection (using a 2,5 mm or 4 mm diameter borescope) for potential
coke deposits on inner diameter.
If oil coking is observed, clean the tube per AMM 72-56-00-100-
802 procedure which is basically the application of the SPM 70-21-
17 on an installed tube.
After cleaning, perform again a borescope inspection to confirm the
cleaning procedure effectiveness (residual traces of cokefaction are
acceptable).
Hand clean, as well, the N°5 bearing Support connecting area, to
eliminate any potential oil cokefaction deposits.
Performance items:
Follow ESM procedures to ensure proper No. 5 bearing sleeve runout to 72-00-03
prevent Linipot problem and HPT abnormal rubs.
Dimensionally inspect inner and outer flange diameters on the turbine 72-56-01
frame per ESM for flowpath alignment purpose. Restore if necessary.
CFM Proprietary Information 119 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
ACCESSORY DRIVE
MODULES
CFM Proprietary Information 120 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
This page left intentionally blank
CFM Proprietary Information 121 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
ACCESSORY DRIVE MODULE (72-63-00)
CFM Proprietary Information 122 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
TRANSFER GEARBOX MODULE (72-62-00)
CFM Proprietary Information 123 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
ACCESSORY DRIVE MODULES
HIGHLY RECOMMENDED SERVICE BULLETINS & DOCUMENTS
CFM sorting Type
Section S/B # D P R I M TITLE & DESCRIPTIONS Compliance C/P
72-62 72-273 X TGB replacement on-wing : Replacement of suspected TGB. 2 All
72-63 72-281 X Replacement of O’ Ring Sealol Seal by new seal, on AGB Starter pad : Reduce 7 All
vibratory stress of the stage 1 vane assembly
72-63 72-350 X Gearshaft Cluster Spur Assy replacement : Eliminate from the fleet suspected 2 All
AGB gearshaft cluster
72-63 72-335 X Introduction of new AGB handcranking cover : Introduction of new cover with a 7 All
link and a threaded hole for installation of kit puller adapter with red flag.
72-62 72-387 X Introduction of a new lower Radial Drive Shaft (P/N 305-159-502-0) : Reduce 7 All
vibratory stress of the stage 1 vane assembly
72-62 72-432 X Retrofit of identified ESN with suspected TGB Bevel Gear : Replacement of 3 All
suspected AGB at shop visit.
72-63 72-443 X Introduction of a new AGB (and rework of old AGB) with new Hydraulic 3 All
Pump Drive Pad Assy and rework of old AGB. : Introduction of the new AGB is
required to permit the installation of new or reworked Hydraulic Pump (Drive Pad
Assy change).This S/B is to be accomplished simultaneously with S/B 73-078.
72-63 72-457 X Replacement (on-wing) of Ball Bearing -410 from n° 9 Gearshaft Assy : 2 All
Elimination from the Fleet
72-63 72-470 X Deletion (from IPC) of Ball Bearing Part Numbers -410 and -413. : Elimination 7 All
from the Fleet
CFM Proprietary Information 124 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
ACCES S ORY D RIVE MODU LE MIN IMUM WORKS COP E
Accessory Dr ive
Modu le a ssy
If n ot pr eviou sly If n ot pr eviou sly
complied wit h , perfor m complied wit h , per form
SB 72-273 SB 72-276
High oil
con su mpt ion Y
report ed
Apply Accessor y Dr ive
Ch eck for Modu le F u ll Over h a u l
Y
lea ka ge, if a n y.. Workscope
Ch eck a t t a ch men t
Y
for cr a cks, if a n y..
Visu a l
in spect ion per
72-00-62/63
Remove & ch eck a ll
ma gn et ic ch ip det ect ors per
CFM56 NDT Ma n u a l
Assemble modu le a s Accessor y Drive
r equ ir ed Modu le ser vicea ble
CFM Proprietary Information 126 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
ACCESSORY DRIVE MODULE MINIMUM WORKSCOPE
Key Maintenance Tasks
Reference
Note : The Accessory Drive module should be separated from the engine for
this level of inspection.
If not previously complied with, perform the SB 72-273. SB 72-273
If not previously complied with, perform the SB 72-276. SB 72-276
Visually inspect the accessory and transfer gearboxes for security of 72-00-62
attachment and obvious damage. 72-00-63
On AGB Starter pad, replace the o-ring Sealol seal by a new Bal seal to SB 72-281
prevent from potential oil leakage.
If ESN concerned, replace the suspected AGB Hydraulic Pump Gearshafts SB 72-350
per SB 72-350.
Introduction of new AGB or reworked of old part, through SB 72-443 is SB 72-443
mandatory when installing new Hydraulic Pump with new Filter Cover
Attachment (introduced by SB 73-078).
Some Hydraulic Pump AGB Gearshafts have exhibited a circumferential
mark due to contact with the magnetic seal case. As a precautionary mesure
replace the magnetic seal by a sealol seal.
Some cases of oil leakage have been caused by the IDG pad sealol seal
deterioration. To prevent from potential leak in service, replace the IDG IPC 72-63-00
sealol seal by a new part at shop visit for performance. Fig item 300B
Remove and replace the Control Alternator Gearshaft Ball Bearing P/N - S/B 72-457
410 and -413 per S/B. S/B 72-470
Visually check the Radial Drive Shaft. 72-00-62
Introduce new lower Radial Drive Shaft at next shop visit per SB 72-387. SB 72-387
Check for incoming engine log reports for high oil consumption.
Visually check gearboxes for evidence of leakage. Pay particular attention
to carbon seal area.
Remove and check all magnetic chip detectors. Use CFM56 NDT manual to CFM56 NDTM
assist in analyzing debris.
If concerned, retrofit the engine equipped with suspected TGB, removing SB 72-432
and scrapping the Bevel Gear. Refer to S/B for Engine Serial Number
CFM Proprietary Information 127 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
ACCES S ORY D RIVE MOD U LE F U LL OVERHAU L WORKS COP E
Accessory Drive
Modu le a ssy
Disa ssemble
AGB & TGB
In spect TGB
h a rdwa res per
correspon din g
E n gin e Sh op
In spect AGB
Ma n u a l ch a pt ers
h a rdwa res per
correspon din g
Sh op Ma n u a l
ch a pt ers
If n ot previou sly
complied wit h ,
perform SB's
72-173 & 72-176
Ch eck ca rbon sea ls
for eviden ce of
In spect TGB cen t erin g lea ka ge
rin g for da ma ge or
overh ea t in g & TGB
h ou sin g for h ea t
discolora t ion per E SM
In spect lower RDS
splin es for da ma ge &
u pper RDS per E SM
Assemble
AGB & TGB
Accessory Drive
Modu le servicea ble
CFM Proprietary Information 128 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
ACCESSORY DRIVE MODULE
FULL OVERHAUL WORKSCOPE
Key Maintenance Tasks
Reference
Note : The Accessory Drive module should be separated from the engine for
this level of inspection.
If not previously complied with, perform the SB 72-273. SB 72-273
If not previously complied with, perform the SB 72-276. SB 72-276
Disassemble transfer gearbox and inspect piece parts per the applicable 72-62-00
ESM.
Inspect TGB centering ring for damage or overheating condition. 72-62-01
Inspect TGB housing for heat discoloration. 72-62-06
Inspect lower RDS splines for damage. 72-62-06
Inspect upper RDS. 72-63-00
Disassemble accessory gearbox and inspect piece parts per the applicable
ESM.
Check carbon seals for evidence of leakage.
CFM Proprietary Information 129 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
CONTROLS
&
ACCESSORIES WORKSCOPE
CFM Proprietary Information 130 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
This page left intentionally blank
CFM Proprietary Information 131 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
CONTROLS & ACCESSORIES SOFT-TIMES
It is recommended that the following actions be carried out at the first shop visit after the
control/accessory reaches the threshold time.
CONTROL & ACCESSORY TIME LIMITS (SOFT-TIMES)
System CONTROL & ACCESSORY TIME (hrs) - ACTION
Fuel and Main Fuel Pump 8000 bench/12000 overhaul comply with S/B
Control 73-048/049 if MFP P/N 714900-1.
Hydro Mechanical Unit On condition for HMU fluorocarbon equipped.
7000 for HMU fluorosilicon equipped.
Fuel Nozzle On condition.
Servo Fuel Heater 15000 cleaning/Bench
IDG Oil Cooler 15000 cleaning/bench.
IDG Cooler Fuel Hose Replace at approx 12000 per SB 73-100
(temporary soft-time replacement)
Fuel Flow Transmitter 6000 bench.
Electronic Control Unit On condition.
Fuel Return Valve 6000 bench.
Burner Staging Valve 6000 bench.
HPTCC Thermocouple Probe
T12 Sensor Visual inspection.
T25 Sensor Visual inspection.
Fuel Flow Meter
Alternator On condition/Perform SB 77-002 &
SB 77-020.
Ignition Lead 6000 hours- Replacement with or without
cooling modification
Ignition Ignition Exciter On condition/perform SB 74-003.
Inspect per CMM.
Ignition Plug 1000 cycles - Replacement.
VBV Gear Motor See incorporation of SB 75-051. 6000 bench
15000 bench - pre S/B 75-015 : 6000 bench
Air VBV Stop Mechanism Check if concerned by SB 75-061; 15000 bench
and overhaul– pre S/B 75-015 : 6000 bench -
post S/B 75-019 : 15000 overhaul
VBV Doors with Master On condition.
VBV Position Sensor 15000 bench
Used with doors pre S/B 75-015 : 6000 bench
(See incorporation of S/B 72-283)
VBV Flexible Shaft 15000 bench
CFM Proprietary Information 132 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
CONTROLS & ACCESSORIES SOFT-TIMES
It is recommended that the following actions be carried out at the first shop visit after the
control/accessory reaches the threshold time.
CONTROL & ACCESSORY TIME LIMITS (SOFT-TIMES)
System CONTROL & ACCESSORY TIME (hrs) - ACTION
Air LPTACC Valve 6000 bench.
HPTACC Valve 1520M27P07 (Pr SB 75-0057) : comply with
SB 75-0057
1520M27P07 (Post SB 75-0057) : 6000 cycles –
bench; 1960M28P04 : 6000 bench
RACSB Valve 6000 bench.
VSV Actuator 6000 bench / 10000 overhaul.
Nacelle Temperature Sensor
Indication EGT Harness 10000 bench.
Fan Speed Sensor (N1) 10000 bench.
Core Speed Sensor (N2) On condition.
T5 Sensor On condition
T3 Sensor
On condition.
Oil Lubrication Unit 15000 cleaning bench
Fuel/Oil Heat Exchanger On condition.
Oil Tank On condition.
Oil Delta P Switch On condition.
Oil Temperature Sensor On condition.
Master MCD
15000 bench - incorporate S/B 80-005
Starting Starter Air Valve Inspect - Mag Plug – S/B 80-008/009/010
Air Turbine Engine Starter Incorporate SB 80-003/004/006
CFM Proprietary Information 133 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
CONTROLS & ACCESSORIES HIGHLY RECOMMENDED SERVICE BULLETINS &
DOCUMENTS
CFM sorting Type
Section S/B # D P R I M TITLE & DESCRIPTIONS Compliance C/P
73-006 X Introduction of a new interface gasket P/N 1754M36P01 (MFP / HMU): Seal 7 All
characteristics between of the interface seal between HMU and MFP are improved
dual seal capability on both sides.
73-009 X Recall of Boost Stage Drive Shaft : Do at next SV or Fuel Pump removal. 3 All
73-013 X Improvement of T25 sensor harness design : Sensor mechanical integrity 3 All
improvement.
73-016 X HMU delta P drive pin replacement : Do when HMU is removed from the engine. 5 All
Deteriorated drive pin may cause secondary damage to other parts of the HMU.
CESM X Boost stage spline shaft inspection on MFP : Only on MFP VIN 714900 2 All
73-020
73-020 X Alternator rotor pinning : Do at next shop visit. Security pin has to be installed in 2 All
the alternator rotor to prevent risk of slippage.
73-022 X Replacement of mis-machined pressurizing valve sleeves : Do as soon as possible 2 All
without effect on revenue service. HMU may become unstable at low fuel flow
condition with a crack in the pressurizing valve sleeve. IFSD’s reported.
73-027 X Replacement of existing parts : Do as soon as the HMU is removed from the 5 (TBC) All
engine.
72-036 X Use of Viton fluorocarbon performed packing on HMU : Efficiency improvement 7 All
73-040 X Inspection of the impeller nut of MFP : Do as soon as possible without effect on 2 All
revenue service.
73-048 X Introduction of a new impeller drive shaft on MFP : Do when Fuel Pump is 6 All
routed for repair (more resistant to spline wear).
73-049 X Introduction of a new boost stage drive shaft on MFP : Do when Fuel Pump is 6 All
routed for repair. Harder material and boost shaft design change (Nitralloy replaced
by redesigned H-11).
CFM Proprietary Information 134 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
CONTROLS & ACCESSORIES HIGHLY RECOMMENDED SERVICE BULLETINS &
DOCUMENTS
CFM sorting Type
Section S/B # D P R I M TITLE & DESCRIPTIONS Compliance C/P
73-050 X Replace pickoff coil on fuel flow transmitter : Do at next shop visit. TBC All
73-052 X Microcircuit replacement on ECU : Do when ECU is routed for repair. 6 All
73-055 X Deletion at the fuel nozzle drain shrouds (drain manifold). 7 All
73-057 X X Deletion of a HPTCC thermocouple probe : High reliability in service permits to 7 All
use only one thermocouple. Accommodation logic exists for the loss of TC input.
73-059 X Power Supply module diode replacement : Do before 2000 hrs. Prevent ECU 2 All
power malfunctions caused by the power supply diodes.
73-060 X Replacement / rework of FRV.: Avoid wear of K5 bore inside the main body and 7 All
avoid the fuel return valve.
73-066 X X Buck power supply introduction on ECU and orifice plate transfer. 7 All
73-067 X X ECU IOM Torque Motor Driver Resistor change : Eliminates overheat problem 6 All
73-068 X Field rework of SAC Inner and Outer Fuel Manifolds : Plug welding near the end 7 All
of the tube to eliminate dead zone where coke may set.
73-071 X X Alternate supply module on ECU. 7 All
73-072 X Pressure Subsystem replacement on ECU : New harness assembly 6 All
73-073 X Inspection of Fuel Filter Cover Attachment Parts on MFP : To prevent for a fuel 2 All
leak between the fuel pump fuel filter cover and gear housing, this inspection will
also permit to eliminate defective fuel filter attachment elements (bolts, helicoil,
inserts) a one time visual inspection has to be carried out.
73-074 X Replacement of solenoide valve o-ring on FRV. 3 All
73-075 X X Introduction of plugged fuel manifolds : Avoid fuel cokefaction in dead zones of 7 All
the manifolds by welding a plug between the last nozzle and the tube end extension.
CFM Proprietary Information 135 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
CONTROLS & ACCESSORIES HIGHLY RECOMMENDED SERVICE BULLETINS &
DOCUMENTS
CFM sorting Type
Section S/B # D P R I M TITLE & DESCRIPTIONS Compliance C/P
73-077 X Introduction of a new T12 sensor : Stud grounding replacement of T12 7 All
temperature sensor.
73-A078 X Introduction of a new fuel pump with new filter cover attachment.: D-Head 3 All
Bolts
73-083 X Replacement of Vespel ball P/N 1419-240 on HMU : See Woodward SB 83 628- 3 All
73-002.
73-084 X Introduction of a new bearing seal on MFP : New packing used on the pressurized 3 All
bearings, made from Viton material
73-085 X Rework of Valves Assemblies : Eliminates the potential of trapped fuel volume 7 All
condition which might cause IFSD.
73-086 X Rework of valve assy to eliminate potential trapped fuel conditions. 7 All
73-088 X Improvement to the Resolver on HMU : New design 7 All
73-089 X Improvement to the Torque Motor and Resolver on HMU : New design to 7 All
increase the leakage resistance of the torque motor isolation packing.
73-090 X X Introduction of a Fuel Flow Meter Downstream Filter : Do at next shop visit. 3 All
Prevent fuel nozzles contamination.
73-092 X Pressure Subsystem Buffer material modification on ECU : Protection from wear 6 All
and electrical shorts
73-093 X Replacement of FMV, VSV,VBV and TCC valve caps on HMU : Prevent from 3 All
Operational Events, such as HMU Unscheduled Removal, Loss of Thrust Control,
IFSD or Unscheduled Engine Removal.
73-094 X Introduction of improved Shaft Seal on MFP : Do when the fuel pump is routed 6 All
for repair.
73-095 X Fuel Filter Delta P Switch relocation : To accomodate with the additional engine 3 All
fuel filter. Do in conjunction with SB 73-090.
73-096 X Incorporation of anti-rotation pump unloading design : Anti rotation design 6 All
eliminates potential wear
CFM Proprietary Information 136 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
CONTROLS & ACCESSORIES HIGHLY RECOMMENDED SERVICE BULLETINS &
DOCUMENTS
CFM sorting Type
Section S/B # D P R I M TITLE & DESCRIPTIONS Compliance C/P
73-100 X X IDG Cooler Fuel Hose replacement : Replace the Hose at 12000 hrs to avoid 7 All
potential D&C. Send the part to CFM for investigation (Temporary soft-time)
73-104 X Wire insulation safeguard improvements on HMU : Addition of Viton shrink- 6 All
wrap sleeve protects wires from wear.
73-105 X Introduction of a Fuel flow-meter support bracket.: To eliminate interference 7 All
problem
73-107 X Inspection for interference between Fuel manifold and HPTCC sensor harness : 2 All
Prevent from potential fuel leakage from fuel manifold due to chafing with the
HPTCC sensor harness lead.
73-110 X Introduction of a new servo fuel heater : New performed packing o-ring to 7 All
prevent leak at very low temperature.
73-111 X Same as 73-104 for other P/N 6 All
73-114 X Introduction of a new Fuel return valve. 7 All
73-116 X New Gasket Seal between Heat Exchanger and the Servo Fuel Heater : Seal 2 All
material change. Highly recommended to Operators using new HTS oil.
73-117 X HMU pressurizing and delta P valve redesign : To prevent N1 oscillation 7 All
73-119 X Introduction of a new fuel filter : Design improvement to prevent rotation of the 7 All
filter during high pressure pump operation.
73-120 X HMU improved OGS spring assembly : to prevent over-speed governor fault. 6 All
73-126 X CFM56-5C/P Baseline software and CFM56-5C fault accommodation 2 All
improvements : CW SB 72-0300 for Id plug 390-350-XXX-X
CFM Proprietary Information 137 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
CONTROLS & ACCESSORIES HIGHLY RECOMMENDED SERVICE BULLETINS &
DOCUMENTS
CFM sorting Type
Section S/B # D P R I M TITLE & DESCRIPTIONS Compliance C/P
74 74-001 X Introduction of ignition leads with type 4 connectors : Improvement of the 7 All
maintainability of the leads during maintenance and overhaul of the leads.
74-003 X Ignition exciter : rework or replacement : See Unison SB 10-617980-74-1 7 All
74-004 X VIN 10-631045-1 & VIN 10-617980-1 ignition exciter exchange : ensure proper 3 All
welding practises
74-006 X Introduction of new Champion Ignition Plug : Internal design improvements to 7 All
reduce cases of D&C due to ignition lead failure.
74-008 X Introduction of new Unison Ignition Plug : Internal design improvements to 7 All
reduce cases of D&C due to ignition lead failure
75 72-283 X Introduction of new flexible shaft assembly and ferrule 7 All
75-013 X Rework or replacement of master ballscrew actuator and ballscrew actuator 7 All
components : To improve VBV System reliability, Mobil 28 grease is introduced in
the VBV ballscrew actuators, replacing the Tribolube 2 grease
75-014 X Rework or removal of transducer and associated system hardware : Removal of 7 All
the bleed bias transducer and associated system hardware from the engine. Note :
ECU software must be C.3.C or higher.
75-015 X Improvement of the Fan Frame Air Bleed System : Rework of the Master Ball 7 All
Screw actuator. Design and lubrication change.
75-017 X Rework of the Master Ball Screw Actuator : Introduction of grease packed sealed 7 All
angular contact bearing and of grease fitting on ballscrew nuts
CFM Proprietary Information 138 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
CONTROLS & ACCESSORIES HIGHLY RECOMMENDED SERVICE BULLETINS &
DOCUMENTS
CFM sorting Type
Section S/B # D P R I M TITLE & DESCRIPTIONS Compliance C/P
75-018 X Rework of the Ball Screw Actuator : Addition of grease fitting. 7 All
75-019 X Rework of the stop mechanism VIN 3282970-3 to 3282970-4 : Introduction of 7 All
grease packed seal + a stronger nut
75-020 X Introduction a new VBV gear motor : See Argo-Tech SB 396800-75-101 7 All
75-021 X Rework of the VBV sensor position : Do when the VBV sensor is routed for repair. 6 All
Replace potting material, install seals to avoid leaks, install electrical link to insure
continuity.
75-023 X Recall/rework of new stationary shaft seal : See SB for S/N concerned 2 All
75-028 X New potting material and soldering procedures for electrical wires on RACC 6 All
Valve : The new potting material and soldering procedures will prevent the soldered
connection from being pulled away from the connector terminal.( See SB Whittaker
326625-75-02)
75-029 X Start Bleed System tube coupling deletion : To be performed with SB 72-212 7 All
which deletes stage 5 bleed tube.
75-031 X Introduction of a new position sensor. 7 All
75-051 X Introduction of a new Hydraulic Motor : New stationary shaft seal design for 7 All
extreme cold weather purpose (D&C).
75-055 X Air Tube Ignition Leads Cooling Improvement : Increased cooling air flow helps 3 All
to reduce lead temperature.
75-056 X X Introduction of a new HPTACC Valve : Simplified linkage design, more reliable 7 All
and easy to manufacture.
75-057 X X Repair and modification of the linkage housing : Concerns 1520M27P05/06/07, 7 All
see SB Whittaker 326635-75-03 Rxx for S/N
75-061 X Inspect Stop mechanism 3282970-4 for the correct quantity of lubricant 2 All
CFM Proprietary Information 139 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
CONTROLS & ACCESSORIES HIGHLY RECOMMENDED SERVICE BULLETINS &
DOCUMENTS
CFM sorting Type
Section S/B # D P R I M TITLE & DESCRIPTIONS Compliance C/P
77 77-002 X Alternating current generator stator inspection : Identify AC generator stators 2 All
that have any wires in the wire bundle which are in contact with the AC generator
stator housing. IFSD experienced in service.
77-005 X Introduction of an improved compressor discharge temperature sensor. : 2 or 9 per ESN All
Improve T3 sensor reliability. LCF cracks observed due to expansion of the (refer to SB)
combustion case to which the sensor is mounted.
77-006 X Introduction of reworked EGT wiring harness : Refer to Auxitrol CA174-77-010 3 All
Optimization of the tightnening torque.
77-008 X Inspection of reworked EGT Wiring Harness post SB 77-006 : One-time nut 2 All
retorquing potentially needed post SB 72-066 application.
72-383 X Introduction of new EGT Harness Segment with new Torque value : Avoid 7 All
looseness of chromel and alumel boundary.
72-422 X Introduction of new N2 Speed Sensor with design improvement or rework : 3 All
Design improvement (wire routing change)
79 79-003 X Replacement/rework of the oil scavenge plugs assy : The new design reduces the 3 All
risk of oil leaks due to bad position of the seal on the scavenge plug.
79-008 X Introduction of a new special bolt on the oil/fuel heat exchanger : Bolt failures 7 All
have caused external fuel leaks at the Exchanger/MFP interface. New design and
material introduced.
79-012 X Inspection for Loose Connection Between 90 Degree Backshell and Connector. 2 All
CFM Proprietary Information 140 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
CONTROLS & ACCESSORIES HIGHLY RECOMMENDED SERVICE BULLETINS &
DOCUMENTS
CFM sorting Type
Section S/B # D P R I M TITLE & DESCRIPTIONS Compliance C/P
79-018 X Magnetic chip detector evaluation : check MCD’s integrity. 3 All
79-019 X Replacement of the Magnetic Chip Detector Assy 301-806-501-0 : Signal 2 All
discrepancies corrected by new P/N 301-806-401
79-022 X Introduction of new fluorocarbone o-rings on Oil/Fuel Heat Exchanger : Prevent 2 All
internal oil leaks due to HTS oils
80 80-002 X Introduction of a new starter valve : Refer to Allied Signal SB 3290064-80-1618 7 All
80-003 X Introduction of a Decoupler on Starter Output Shaft : Refer to Allied Signal SB 2 All
3505582-80-1622
80-004 X Starter clutch improvement : Refer to Allied Signal SB 3505582-80-1622 2 All
80-005 X Modify/rework of the four inch starter valve : Refer to Allied Signal SB 2 All
3290064-80-1618. Several improvements to eliminate manual override failure due to
the vibration-induced damage.
80-006 X Drive shaft assy improvement : Clutch life, due to wear, is improved by up to 50% 5 All
with the new spring and pawl.
80-007 X Replace the non-treated clutch pawl : To operate starter without life limitation on 4 All
affected parts.
80-008 X Inspection and replacement of the Magnetic Drain Plug on engine starter : 2 All
Refer to Allied Signal SB 3505582-80-1703.
80-009 X Replacement of Magnetic Drain Plug on engine starter : Do as soon as possible 2 All
without effect on revenue service
80-010 X Inspect Starter MCD for large particules : Do at every A Check 4 All
80-011 X Inspection of air starter date code : Inspection & Return of suspected air starter 2 All
80-012 X Replacement of the non-heat treated air starter clutch pawl : Do if not 2 All
previously performed on-wing.
80-013 X X Starter Containment Package : Improvement of the design for magnetic drain plug 3 All
and of the containment feature in case of turbine wheel failure.
CFM Proprietary Information 141 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
CONTROLS & ACCESSORIES WORKSCOPE
Key Maintenance Tasks
Reference
FUEL SYSTEM (ATA 73)
MAIN FUEL PUMP
Minimum Workscope
• Visually inspect installed fuel pump for evidence of leakage.
• Check QAD ring for seating. If pump is removed, check attaching
bolt for looseness.
• Check torque of HMU to MFP attachment nuts.
• Inspect boost stage drive shaft per CESM 73-020 (P/N:714-900-9) CESM 73-020
• Inspect the fuel filter cover attachment per AD2002-02-13 & SB SB73-073
73-073
• Inspect the Fuel Filter Cover Attachment per AD2000-15-01 and SB 73-A078
SB 73-A078
Full Overhaul Workscope
Note : Check filter element before testing MFP.
• Check QAD ring for seating. Check attaching bolt for looseness.
This should be performed before the removal and after the
installation of the MFP.
• Bench test per C.M.M.
73-11-13/14
• Replace filter element.
• If not previously complied with, perform the following:
Introduction of a new impeller drive shaft. and a new boost stage
drive for MFP models P/N 301-785-501-0, SB 73-009/048/049
V/N = 714900-1.
Note : The PN MFP 724400-1 contains already these new boost stage shafts.
CFM Proprietary Information 142 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
CONTROLS & ACCESSORIES WORKSCOPE
Key Maintenance Tasks
Fuel System (ATA 73)
MAIN FUEL PUMP
Full Overhaul Workscope
• Check if MFP is not affected by SB 73-040. SB 73-040
• Introduce the new fuel pump with the new filter cover attachment SB 73-A078
per SB 73-A078.
• When installing HMU on MFP, install a new interface gasket P/N
1754M36P01 per SB 73-006. SB 73-006
• Introduce new improved shaft seal per SB 73-094.
SB 73-094
• Introduce new HP Bearing Seal per SB 73-084.
SB 73-084
FUEL FILTER
Minimum Workscope
• Replace filter element. If evidence of bronze debris is found in the
removed element, keep the fuel filter into the MFP, remove the HMU,
fuel oil heat exchanger, MFP, servo fuel heater, IDG cooler, fuel
return valve, burner staging valve, fuel nozzles, for cleaning and
overhaul per their CM.M. and perform a BSI of the HPT and LPT
nozzles.
Note : If bronze particles are found, return the MFP to the vendor for
investigation.
• Visually inspect body/bowl for damage, replace O-rings.
SB 73-090
• Relocate the Delta P Switch in accommodation with SB 73-090 and
SB 73-095
SB 73-095.
HYDRO MECHANICAL UNIT
Minimum Workscope
73-21-18
• Visually inspect for damage (primarily torque motor damage) or
leakage.
Full Overhaul Workscope
• Bench test per C.M.M.
• Be sure to replace and inspect MFP/HMU gasket seal. Inspect
MFP/HMU interface condition.
CFM Proprietary Information 143 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
CONTROLS & ACCESSORIES WORKSCOPE
Key Maintenance Tasks
Reference
Fuel System (ATA 73)
• If concerned, removed the HMU and inspect/replace drive pins per SB 73-016
SB. SB 73-022
• If concerned, removed the HMU and perform SB’s 73-022, -027 and - SB 73-027
036. SB 73-036
SB 73-085
• If concerned, removed the HMU and perform SB’s 73-085, -088, -089 SB 73-088
and -096. SB 73-089
• If concerned, removed the HMU and perform SB 73-104 or 73-111 SB 73-096
(refer to P/N). SB 73-104
• If HMU is sent to repair , replace Vespel Ball P/N 1419-240 per SB. SB 73-111
• Replace HMU components per SB 73-093.This S/B includes
corrective action to FMV trapped fuel volume. SB 73-093
FUEL NOZZLES AND FUEL MANIFOLD ASSEMLY
Minimum Workscope
• Visually inspect manifold for leaks.
• If fuel nozzle requires replacement, ensure the mating surfaces are
clean and replace seals.
• Install the Fuel Flow Meter Downstream Filter per SB 73-090 (see
SB 73-090
FHL11/02). Note that DSFF implementation requires both engine
SB 73-095
(CFM) and QEC (BFG) modifications ( CFM SB to comply with
SB 72-482
BFG SB RA340-73-2) QEC modification is required if a non-DSFF
SB 72-382
equipped propulsion system is replaced using a DSFF equipped bare
engine.
• On engines equipped, perform a CMM compliance.
• If not already performed, replace the IDG fuel hose with a new
designed part, to prevent potential fuel leaks and subsequent D&C.
Full Overhaul Workscope
• Bench test per C.M.M.
• If not already complied with, replace or rework fuel manifolds per SB
73-075 or SB 73-068
CFM Proprietary Information 144 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
CONTROLS & ACCESSORIES WORKSCOPE
Key Maintenance Tasks
Reference
Fuel System (ATA 73)
ELECTRONIC CONTROL UNIT
Minimum Workscope
• If not complied with, perform 73-059. SB 73-059
• Introduce the latest software version (C.3.J as today) per SB 73-126 SB 73-126
Full Overhaul Workscope
• Do an external inspection of the ECU. If the ECU has no reported
field failures, retrieve the NVM. If the ECU has reported field
failures, or fails an incoming test, troubleshoot the ECU with fault
isolation and test procedures.
• If not previously complied with, perform the following:
Digital processing module start-up time improvements.
T1 and T2 transformers replacement.
Microcircuit replacement.
ALTERNATOR
Minimum Workscope
• Visually inspect for security and electrical connectors for thread or pin
damage.
Full Overhaul Workscope
• Bench test per C.M.M. 73-21-81
• If not previously complied with, perform the following:
Alternating current generator stator inspection.
Alternator rotor pinning per SB 73-020. SB 73-020
CFM Proprietary Information 145 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
CONTROLS & ACCESSORIES WORKSCOPE
Key Maintenance Tasks
Reference
Fuel System (ATA 73)
SERVO FUEL HEATER
Minimum Workscope
• Visually check for security and leakage.
• Replace the gasket seal between Heat/X and SF Heater to prevent seal
chemical deterioration due to the use of new HTS oil (see FHL 07/02).
Full Overhaul Workscope
• Clean and bench test per C.M.M.
73-11-77
IDG OIL COOLER
Minimum Workscope
• Visually check for security and leakage.
Full Overhaul Workscope
• Clean and bench test per C.M.M.
73-11-64
FUEL RETURN VALVE
Minimum Workscope
• Visually check for security and leakage.
• Visually inspect electrical connectors for thread or pin damage.
Full Overhaul Workscope
• Bench test per C.M.M.
73-11-76
FUEL MANIFOLD STAGING VALVE
Minimum Workscope
• Visually check for security and leakage.
• Visually inspect electrical connectors for thread or pin damage.
CFM Proprietary Information 146 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
CONTROLS & ACCESSORIES WORKSCOPE
Key Maintenance Tasks
Reference
FUEL MANIFOLD STAGING VALVE
Full Overhaul Workscope
• Bench test per C.M.M. 73-11-71
FUEL FLOW METER
Minimum Workscope
• Visually check for security and leakage.
Full Overhaul Workscope
• Bench Test per C.M.M. 73-31-08
• Check if you are not affected by SB 73-050 SB 73-050
HPTCC THERMOCOUPLE PROBE
Minimum Workscope
• Visually inspect for security and electrical connectors for thread or pin
damage.
• Check correct routing of the sensor CJ10L harness per SB 73-107 (To SB 73-107
complied with SB 72-266 and SB 72-327).
Full Overhaul Workscope
• Bench test per C.M.M.
73-21-77
• Reduce the number of thermocouples per SB 73-057
SB 73-057
T12 SENSOR
Minimum Workscope
• Visually inspect exposed area of sensing elements for nicks and dents
and accumulation of debris, inspect electrical connectors for thread or
pin damage.
CFM Proprietary Information 147 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
CONTROLS & ACCESSORIES WORKSCOPE
Key Maintenance Tasks
Reference
T12 SENSOR
3 Full Overhaul Workscope
• Bench test per C.M.M. 73-21-44 / 46
T25 SENSOR
Minimum Workscope
• If not already performed replace the sensor with a redesigned part
(FHL 02/02).
• Visually inspect exposed area of sensing elements for nicks and dents
and accumulation of oil or debris, inspect electrical connectors for
thread or pin damage. Inspect connectors branches sheat damage.
Check insulation resistance per C.M.M.
Full Overhaul Workscope
• Bench test per C.M.M. 73-21-24
IGNITION SYSTEM (ATA 74)
IGNITION LEAD
Minimum Workscope
• Visually inspect lead socket terminals for corrosion, erosion or arcing.
• Replace the blue silicone outer seal at every exposure. Clean the lead
surface - Polish contact if evidence of arcing/pitting is present.
• Improve the ignition lead cooling through SB 75-055 which is part of
FSIP. SB 75-055
Full Overhaul Workscope
• Remove and replace the leads at 6000 TSI, with or without cooling
73-21-15 / 17
modification and send to Vendor for refurbishment OR Check
condition of lead per C.M.M.
• If not previously complied with, introduce ignition leads with type 4
SB 74-001
connectors.
CFM Proprietary Information 148 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
CONTROLS & ACCESSORIES WORKSCOPE
Key Maintenance Tasks
Reference
IGNITION EXCITER
Full Overhaul Workscope
• Bench test and overhaul per CMM. 74-11-12 / 15
• If not previously done, rework or replace the part with a low energy SB 74-003
exciter, per SB 74-003.
IGNITION PLUG
Full Overhaul Workscope
• Replace the Ignition Plug every 1000 CSI.
• Review the plug condition with the Supplier to determine the
remaining life and adjust the replacement interval accordingly.
• Refer to Unison Ignition Plug Refurbishment Program (02-02-7421-
02).
• Introduce new ignition plugs with improved design per S/B 74-006 or SB 74-006
74-008. SB 74-008
AIR SYSTEM (ATA 75)
BLEED VALVE FUEL GEAR MOTOR
Minimum Workscope
• Visually inspect for evidence of leakage.
• Remove screen in "open" and "close" ports, inspect for evidence of
contamination. If contamination is found, replace gear motor.
Note : Do not perform this inspection on P/N 396800-8 and P/N 396800-10
gear motors.
Full Overhaul Workscope
• Bench test per CMM.
75-31-11
• If not complied with, perform SB 75-055 / 75-023 SB 75-055
SB 75-023
SB 75-020
• Check if the VBV gear motor is not affected by SB 75-020
CFM Proprietary Information 149 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
CONTROLS & ACCESSORIES WORKSCOPE
Key Maintenance Tasks
VBV STOP MECHANISM
Minimum Workscope
• Visually inspect for security, check the VBV stop mechanism not SB 75-061
concerned by SB 75-061.
• Inspect for wear and check for free motion.
Full Overhaul Workscope
• Bench test and overhaul to introduce Mobil 28 grease per C.M.M. 75-31-22
• Overhaul per SB 75-061 SB 75-061
• Perform SB 75-015. SB 75-015
• Rework the stop mechanism per SB 75-019 SB 75-019
• If SB 75-019 is already completed, then replace Mobil 28 grease per
CMM.
• If bearings are found hard to rotate or lack of grease is observed, then
replace the defective bearing.
VBV ACTUATORS
Minimum Workscope
• Inspect for wear and check visually for free notion.
Full Overhaul Workscope
75-31-51
75-31-61
• Bench test per CMM. and introduce Mobil 28 grease and perform SB
SB 75-013
75-013.
SB 75-015
• Perform SB 75-015.
SB 75-017
• If not already complied with, do SB’s 75-017 and 75-018. SB 75-018
CFM Proprietary Information 150 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
CONTROLS & ACCESSORIES WORKSCOPE
Key Maintenance Tasks
Reference
VBV FLEX SHAFT
Minimum Workscope
• Disengage from actuator and visually inspect for wear on shaft ends
and for loose wires. Replace as required.
Full Overhaul Workscope
• Bench test and overhaul per CMM. 75-31-31
• If not previously complied with, perform SB 72-283. SB 72-283
VBV POSITION SENSOR
Minimum Workscope
• Visually inspect for security and electrical connectors for thread or pin
damage.
Full Overhaul Workscope
• Check per CMM. 75-31-74 / 77
LPTACC VALVE
Minimum Workscope
• Visually inspect for security and leakage visually inspect electrical
connectors for thread or pin damage.
Full Overhaul Workscope
• Bench test per CMM.
75-22-12
CFM Proprietary Information 151 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
CONTROLS & ACCESSORIES WORKSCOPE
Key Maintenance Tasks
Reference
Air System (ATA 75)
HPTACC VALVE
Minimum Workscope
• Visually check for security and leakage.
• Visually inspect electrical connectors for thread or pin damage.
Full Overhaul Workscope
• Bench test per CMM. 75-23-14 / 16
If not previously complied with, perform the following:
• New HPTACC valve with a simplified linkage system for more
reliability or rework HPTACC valve to replace ceramic insulators SB 75-056
with steel inserts (repair and modification of the linkage housing) SB 75-057
RACSB VALVE
Minimum Workscope
• Visually check for security and leakage and inspect electrical
connectors for thread or pin damage.
Full Overhaul Workscope
• Bench test per CMM. 75-23-13 / 17
• If not previously complied with, perform the following:
Valve, actuator and linkage modification per SB 75-028. SB 75-028
New potting material and soldering procedures for electrical wires.
Delete the Start Bleed Valve coupling per SB 75-029. SB 75-029
CFM Proprietary Information 152 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
CONTROLS & ACCESSORIES WORKSCOPE
Key Maintenance Tasks
Reference
Air System (ATA 75)
VSV ACTUATORS
Minimum Workscope
• Visually check for security and leakage and inspect electrical
connectors for thread or pin damage.
Full Overhaul Workscope
• Bench test per CMM. 75-32-12 / 13
NACELLE TEMPERATURE SENSOR
Minimum Workscope
• Visually inspect for security and electrical connector for damaged pins
and threads.
Full Overhaul Workscope
• Bench test per CMM.
INDICATION SYSTEM (ATA 77)
EGT HARNESS AND PROBES
Minimum Workscope
• Visually inspect thermocouple harness and probe for cracks, erosion
or burning.
• Inspect post SB 77-006 EGT Wiring Harness to prevent spurious EGT
indication (see FHL 06/02). SB 77-006
• Replace the EGT Harness attachment to reduce potential damage on
harness.
• Visually inspect connectors for contamination or deposit.
CFM Proprietary Information 153 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
CONTROLS & ACCESSORIES WORKSCOPE
Key Maintenance Tasks
INDICATION SYSTEM (ATA 77)
EGT HARNESS AND PROBES
Full Overhaul Workscope
77-21-25
• Test all components per CMM.
• Examine clamping of the harness.
• Replace wiring harnesses by reworked parts per SB 77-006 (part of SB 77-006
FSIP) and check per SB 77-008. SB 77-008
• Introduce new EGT junction box with new tightening torque, per SB SB 72-383
72-383.
FAN SPEED SENSOR
Minimum Workscope
• Visually inspect threads and pins for security or damage.
Full Overhaul Workscope
• Bench test per CMM. 77-11-16
N2 SENSOR
Minimum Workscope
• Replace or rework the N2 speed sensor to prevent potential fault
message.(Refer to FHL 06/02).
SB 72-422
• Inspect electrical connector for damaged pins and threads.
Full Overhaul Workscope
• Bench test per CMM.
77-11-15
T5 SENSOR
Minimum Workscope
• Visually inspect threads and pins for security or damage.
CFM Proprietary Information 154 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
CONTROLS & ACCESSORIES WORKSCOPE
Key Maintenance Tasks
Reference
INDICATION SYSTEM (ATA 77)
T5 SENSOR
Full Overhaul Workscope
• Bench test per CMM. 77-22-12
T3 SENSOR
Minimum Workscope
• Visually inspect for security and electrical connector for damaged pins
and threads.
• If not already complied with, replace the sensor per SB 77-005.
Full Overhaul workscope SB 77-005
• Bench test per CMM.
77-23-11
CFM Proprietary Information 155 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
CONTROLS & ACCESSORIES WORKSCOPE
Key Maintenance Tasks
Reference
OIL SYSTEM (ATA 79)
LUBE UNIT
Minimum Workscope
• Check for evidence of leakage.
• Check clogging indicators (supply and scavenge).
• Replace supply and scavenge filter element if necessary.
• Check scavenge screens (4) and magnetic plugs (4).
• If oil system shows heavy contamination, perform a Full Overhaul
Workscope.
Full Overhaul Workscope
• Bench test per CMM. 79-21-15
• Replace filter elements.
• If not already complied with, replace or rework the oil scavenge plugs
SB 79-003
assy per SB 79-003.
FUEL / OIL HEAT EXCHANGER
Minimum Workscope
• Visually check for security and leakage.
Full Overhaul Workscope
• Clean and bench test per CMM. 79-21-25 / 26
• Introduce the new special bolt on the oil/fuel heat exchanger per SB SB 79-008
79-008.
• Introduce new packing performed o-rings material compatible with SB 79-022
HTS oils per SB 79-022.
CFM Proprietary Information 156 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
CONTROLS & ACCESSORIES WORKSCOPE
Key Maintenance Tasks
Reference
FUEL / OIL HEAT EXCHANGER
Full Overhaul Workscope
• Inspect the servo fuel heater and main heat exchanger for fuel in oil CESM 006
system per CESM 006.
OIL TANK
Minimum Workscope
• Check proper locking of oil tank cap.
• Check for evidence of leakage.
Full Overhaul Workscope
• Bench test per CMM. 79-11-18 / 25
OIL TEMPERATURE SENSOR
Minimum Workscope
• Check for security and inspect electrical connector for damaged pins
and thread.
• If the engine is (or "may be" - lease engine) operated with HTS MJO
291 oil, replace the Oil Tank Filler Cap (P/N 335-260-905-0)
fluorosilicon diaphragm (FHL 07/02).
Full Overhaul Workscope
• Bench test per CMM. 79-31-42
MASTER ELECTRICAL CHIP DETECTOR
Full Overhaul Worskope
79-21-52
• Bench test per C.M.M.
• If not already complied with, inspect the MCD per SB 79-012.
SB 79-012
• If not already complied with, inspect the MCD per SB 79-019. SB 79-019
CFM Proprietary Information 157 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
CONTROLS & ACCESSORIES WORKSCOPE
Key Maintenance Tasks
Reference
STARTING SYSTEM (ATA 80)
STARTER AIR VALVE
Minimum Workscope
• Check for security and visually inspect electrical connectors for
damaged pins and thread.
• Inspect visually and check for binding.
• Clean lower and upper butterfly bearing cavity with a cleaning agent.
Flush and spray shop air to dry.
Full Overhaul Workscope
• Bench test per CMM. 80-11-39
• Install a new starter valve per SB 80-002 + SB 80-005 (part of FSIP). SB 80-002
SB 80-005
AIR TURBINE ENGINE STARTER
Minimum Workscope
• Visually inspect removed starter for evidence of leakage at output
shaft, and for evidence of turbine blade damage by foreign object per SB 80-010
SB 80-010.
• Replace the Magnetic Drain Plug per SB 80-009 (FHL 10/01). SB 80-009
• Check the air starter date code to identify and return suspected parts
SB 80-011
per SB 80-011.
• Perform oil servicing if necessary.
CFM Proprietary Information 158 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
CONTROLS & ACCESSORIES WORKSCOPE
Key Maintenance Tasks
Reference
AIR TURBINE ENGINE STARTER
Full Overhaul Workscope
• Bench test per C.M.M. 80-11-37
• Check for evidence of turbine blade damage by foreign object.
• Inspect for oil leakages.
• If not previously complied with, perform the following:
Introduction of a decoupler on the starter output shaft (part of SB 80-003
FSIP).
Starter clutch improvement (part of FSIP). SB 80-004
Starter wear coating. SB 80-006
Replacement of the non-heat treated air starter clutch pawl (see SB 80-012
FHL 08/02)
Starter Containment package. SB 80-013
CFM Proprietary Information 159 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
SPECIAL INVESTIGATION
WORKSCOPES & TEST
REQUIREMENTS
CFM Proprietary Information 160 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
SPECIAL INVESTIGATION WORKSCOPES
& TEST REQUIREMENTS
Workscope Guidelines for Investigation of Engines Removed for Overtemperature/ EGT
Exceedance
Reference
Note : AMM has been revised. Now 20 EGT exceedances, for any cause, AMM
are allowed in area A, instead of 10 previously. 72-00-00
Engines with G configuration hardware and with a 975 °C rating plug
can experience EGT exceedances in the area D (max + 10 °C for max 20
seconds).
The following Investigation Workscope provides recommendations to be
followed on-wing or in a Test Cell, before shipping the engine to an
overhaul shop for disassembly, inspections and overhaul. 72-00-00
Inspection
For module/hardware inspection after the engine is definitely sent to the
overhaul shop, refer to ESM 72-00-00 Inspection.
To recover EGT margin, refer to all Performance chapters of this WPG.
There are two major root causes that may have contributed to EGT
exceedance :
1. Engine Performance deterioration
2. Engine external system distress
PERFORMANCE DETERIORATION
On-wing TEMPER tool is available and helps to determine the major
module(s) that have contributed to the performance deterioration, since
installation on-wing.
Test Cell TEMPER tool is NOT available.
However a test cell run would confirm the performance deterioration. ESM 72-00-00
Clean Fan Blades and OGV (final EGT margin is trimmed). Cleaning 001 & 002
Perform a double water-wash with hot water and detergent is highly
recommended to identify the Compressors dirty condition.
CFM Proprietary Information 161 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
SPECIAL INVESTIGATION WORKSCOPES
& TEST REQUIREMENTS
Workscope Guidelines for Investigation of Engines Removed for Overtemperature/ EGT
Exceedance
Reference
First recommendation is to perform a Borescope Inspection of HPC and AMM 72-31-00-601
HPT. & 72-51-00-601
Check heavy blade rubs and HPT blade notches condition.
ENGINE EXTERNAL SYSTEMS
The following external systems have to be removed and inspected : TSM
1. Check VBV hardware condition.
Inspect VBV System per AMM 75-31-00-210-001. AMM
Check for VBV Flexible Shaft potential failure and for offset between 75-31-00-210-001
the VBV actuator doors.
2. Visually inspect VSV System per AMM 75-32-10-210-001.
Check VSV lever arms condition AMM
75-32-10-210-001
3. Visually inspect HPTACC Valve per AMM 75-21-10-601
Specially check valve housing for cracks or deformations and flange AMM
joints for loose bolts/nuts, cracks or deformation. 75-21-10-601
4. Inspect T495 thermocouple wiring harness per AMM 77-21-10-601.
Make sure that the harnesses are correctly attached AMM
Check all connectors tightening (AMM 77-21-10-400-001 and 006) 77-21-10-601
Check junction boxes (contacts, welds, locking lugs)
5. Inspect the Intermediate Pressure (IP) Bleed Check Valve for free
operation and condition of the flappers (refer to AMM 36-11-00-710- AMM
001) 36-11-00-710-001
6. Remove the Fuel Nozzles and send to test bench for fuel flow vs CMM 73-11-42
pressure check.
CFM Proprietary Information 162 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
SPECIAL INVESTIGATION WORKSCOPES
& TEST REQUIREMENTS
Workscope Guidelines for Investigation of Engines Removed for Overtemperature/ EGT
Exceedance
Reference
ENGINE MODULES INSPECTIONS
ESM provides a list of visual and dimensional inspections to be performed
at piece part level, for engines which have experienced EGT 72-00-00
overtemperature. Inspection
To make a performance modular analysis, CFM recommend to perform a
Parts Condition Assessment (PCA).
A dedicated Guideline document is available at CFM PSE.
Note : For several HP Seal honeycombs, the WPG provides Influence
Coefficients to use in the evaluation of the performance loss stack-up.
See next page the typical Summary that needs to be filled with all the
requested measurements in order to assess the performance deterioration
through the hardware condition.
CFM Proprietary Information 163 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
SPECIAL INVESTIGATION WORKSCOPES
& TEST REQUIREMENTS
Workscope Guidelines for Investigation of Engines Removed for Overtemperature/ EGT Exceedance
- 5C INFLUENCE COEF ESN X SFC EGT DELTA
GREEN RUN INBOUND EFFECT EFFECT DELTA DELTA EGT
POSITION CLR/RUBS CLR/RUBS %/MIL DEG C/MIL SFC EGT Subtotal
========================== ========== =============== ========== ========== ========== ========== ==========
HPC ST1 BLADE CL 55 To be measured 0.0510 0.1323
HPC ST2 BLADE CL 44 To be measured 0.0290 0.0738
HPC ST3 BLADE CL 23 To be measured 0.0320 0.0828
HPC ST4 BLADE CL 36 To be measured 0.0410 0.1062
HPC ST5 BLADE CL 27 To be measured 0.0390 0.1008
HPC ST6 BLADE CL 35 To be measured 0.0390 0.1008
HPC ST7 BLADE CL 34 To be measured 0.0420 0.1080
HPC ST8 BLADE CL 33 To be measured 0.0460 0.1179
HPC ST9 BLADE CL 34 To be measured 0.0400 0.1026
HPC STG 4-9 average blade tip
clearance throttling impact 33.2 To be calculated 0.0017 0.4320
HPC STG 1-3 blade RTV
liberation (per % missing) To be estimated 0.00105 0.0270
HPC ST1 I/S RUB 18 To be measured 0.0011 0.0270
HPC ST2 I/S RUB 8 To be measured 0.0014 0.0369
HPC ST3 I/S RUB 15 To be measured 0.0017 0.0432
HPC ST4 I/S RUB 13 To be measured 0.0022 0.0567
HPC ST5 I/S RUB 22 To be measured 0.0027 0.0702
HPC ST6 I/S RUB 18 To be measured 0.0030 0.0774
HPC ST7 I/S RUB 18 To be measured 0.0035 0.0891
HPC ST8 I/S RUB 16 To be measured 0.0039 0.0999
CDP SEAL RUB 17 To be measured 0.0385 0.7700
3T SEAL RUB 11 To be measured 0.0119 0.3400
HPT BLADE CL 63 To be measured 0.0350 1.0000
Engine dirty To be estimated 0 to 10
HPC erosion To be estimated 0 - 0,4 - 0,7 0-4-7
LPT module To be estimated 0 to 6
GRAND TOTAL :
CFM Proprietary Information 164 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
SPECIAL INVESTIGATION WORKSCOPES
& TEST REQUIREMENTS
Workscope Guidelines for Investigation of Engines Removed for Oil Smell in Cabin
Reference
Note : This Workscope assumes that the engine has been definitely
identified as the prime contributor to Oil Smell in Cabin.
The inspections below have to be performed at shop level after all on-
wing recommendations have been followed per AMM and have not
permitted to identify and fix the engine root cause.
N° 1 BRG FORWARD AIR/OIL SEAL 72-22-11
At major module level Inspection
Remove the Spinner Front Cone.
First step of investigation is to remove one screw attaching Fan Disk
Inner rear flange and Fan Shaft, at 6:00 location.
Check the presence of oil and quantify.
Borescope inspect the seal outer skin condition.
After having removed the N° 1 and N° 2 Bearing Support (mod 22)
Check the abradable material for debonding, missing parts, rubs,
cracks, wear or bubbles.
Check the sealing surfaces for scratch and local wear.
RADIAL PRESSURIZATION TUBES
Borescope inspect through the VBV Doors and check the Booster rear 72-23-26
Stg Vane Assy, the Fan Frame flowpath, the HPC IGV and Stg 1 Inspection
Blades, and the 4 radial pressurization tubes.
After having removed the module 22
Inspect visually the tubes for cracks and check
the “O” rings condition.
CFM Proprietary Information 165 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
SPECIAL INVESTIGATION WORKSCOPES
& TEST REQUIREMENTS
Workscope Guidelines for Investigation of Engines Removed for Oil Smell in Cabin
Reference
CENTER VENT TUBE
Remove the LPT Shaft Plug and look for the presence of oil inside &
outside the Center Vent Tube.
TUBES
Check Oil supply and scavenge tubes for trace of oil leak.
FORWARD SUMP
Perform a leak check of the Fan Frame Assy per ESM 72-00-01 (SP 72-00-01
002). SP 002
This procedure permits to check the tightness of the Fan Frame, air
Pressurization Tubes and N° 3 Brg Stationary Seal.
Measure the drop pressure during 3 min of test (ESM max acceptable
value : 10 mbar).
CFM Proprietary Information 166 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
SPECIAL INVESTIGATION WORKSCOPES
& TEST REQUIREMENTS
Workscope Guidelines for Investigation of Engines Removed for Oil Smell in Cabin
Reference
FORWARD SUMP OIL NOZZLES
Inspect visually the N° 1 Brg Oil Nozzle and N° 2 Brg Tube Assy per 72-09-02
ESM 72-09-02, Inspection 001, for cracks, damaged surface, nozzle Inspection
orifice blockage and seal groove condition.
Perform a flow check per ESM 72-09-02
N° 3 BEARING FORWARD AIR / OIL SEAL
Perform a dimensional inspection of the Seal and ensure that the parts
are within ESM limits. 72-23-19
Check that the condition of the abradable is acceptable. Inspection
72-22-06
Inspection
DIA D
DIA C
Perform a circular runout read on dial gage,
with tooling 856A2667G05.
CFM Proprietary Information 167 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
SPECIAL INVESTIGATION WORKSCOPES
& TEST REQUIREMENTS
Workscope Guidelines for Investigation of Engines Removed for Oil Smell in Cabin
Reference
N° 3 BEARING AFT AIR / OIL SEAL
Check the nuts torque value and bolts & washers condition. 72-23-20
Check the “O” rings compression (for mis-installed or “hard” Inspection
assembled – damages are not serviceable)
Inspect the Seal TEFLON abradable for
Cracks, seal material chipped or missing,
Rubs, scrapes or wear grooves on surface.
Before the Seal removal, check the clearance
with gages, or define through calculation.
Perform a dimensional inspection of several
identified diameters.
CFM Proprietary Information 168 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
SPECIAL INVESTIGATION WORKSCOPES
& TEST REQUIREMENTS
Workscope Guidelines for Investigation of Engines Removed for High Oil Consumption
Reference
Note : High oil consumption without any “Oil smell in Cabin” report and
without any oil trace detection through the previous Investigation
Workscope is most probably due to oil leak(s) from the Rear Sump.
72-00-56
The following recommended inspections should help to identify the leak. Inspection
LPT FRAME INSPECTION
Visually inspect the Oil Drain Tube condition.
Perform a BSI through the TRF vent tube honeycomb, using a 2.5 mm
flexible probe.
Inspect inside the oil collector for heavy coking.
Oil coking in the 12:00 position indicates
a higher leakage than usual oil pudding
from the rear sump.
OIL COKING
Ensure that Oil Scavenge circuit is not OIL COKING
cokefied (borescope inspection
recommended - cleaning if needed).
FLAME ARRESTOR
Check the Flame Arrestor condition for
unusual grease deposit.
OIL TUBES TIGHTNESS CHECK
Perform a Pressure Test per ESM 72-56-01 Inspection 001
Pressure Test.
-----------------------------------------------------------------------
Test
Pressure Test
Test
Duration
72-56-01
Test psi (kPa) Fluid (minutes)
-----------------------------------------------------------------------
Subtask 72-56-01-780-051
Inspection
A. Oil Supply Tube 90 (600) Water + 5
water
inhibitor
(CP2376)
B. Oil Scavenge Tube 30 (200) Water + 5
water
inhibitor
(CP2376)
-----------------------------------------------------------------------
CFM Proprietary Information 169 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
SPECIAL INVESTIGATION WORKSCOPES
& TEST REQUIREMENTS
Workscope Guidelines for Investigation of Engines Removed for High Oil Consumption
Reference
OIL INLET COVER
Perform a dimensional inspection of the Oil Inlet Cover.
Also check the abradable material for rubs, 72-56-06
Pitting, nicks and dents. Inspection
DIA C
DIA A
N° 5 Bearing Support
Check the abradable coating for rub mark from the seal teeth, pitting,
nicks and dents.
Check the honeycomb Liner for rub mark, missing cell and cell
deformation.
72-56-02
Inspection
Visually inspect for cracks.
CFM Proprietary Information 170 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
SPECIAL INVESTIGATION WORKSCOPES
& TEST REQUIREMENTS
Workscope Guidelines for Investigation of Engines Removed for High Oil Consumption
Reference
HPT REAR SHAFT / LPT FORWARD ROTATING AIR SEAL
Visually inspect the seal honeycomb for the presence of oil behind the seal,
as well as evidence of wear. 72-52-05
Inspection
Check the abradable coatings for rub
mark, separation, flaking or missing 72-54-16
material. Inspection
OIL COLLECTOR / REAR ROTATING AIR SEAL
Check the Oil Collector for honeycomb liners condition, for rub mark,
missing cells, cell deformation and cell burrs.
WEEP HOLES
72-55-04
Inspection
OIL STAINING
72-56-03
Inspection
LPT ROTOR SUPPORT
Check the “O” ring condition and replace at shop visit.
72-54-05
Inspection
CFM Proprietary Information 171 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
SPECIAL INVESTIGATION WORKSCOPES
& TEST REQUIREMENTS
Workscope Guidelines for Investigation of Engines Removed for High Oil Consumption
Reference
LPT SHAFT AND CENTER VENT TUBE
Check “O” rings condition and replace at each shop visit per SB.
SB 72 -464
CENTER VENT TUBE
ACCESSORY GEARBOX
Visually inspect all AGB pad sealing condition per AMM Task, using
special tooling P/N 826A2675.
Replace magnetic/sealol seals which are looking suspect.
AMM 71-00-00-790-
804
HONEYCOMB SEAL CLEARANCES
The table on next page shows the nominal seal clearances.
The numbers are only provided for reference to assist during the
trouble shooting. Seal clearances are in mm
seal theoretical tol. clearance
If wide clearances are measured, combined FRONT SUMP A01B +0.05 0.3 max
with visual traces of oil it is recommended 0.25 Figures next page
+0 0.275
average
0.25
min
to refurbish the seal honeycomb. A02 Clearance
+0.045 values
0.267
max
0.222 -0.02 0.235
average
below 0.202
min
B01 0.292 max
0.159 average
0.025 min
B02 0.178 max
0.102 average
0.025 min
B03 0.178 max
0.102 average
0.025 min
REAR SUMP D01 0.229 max
0.178 average
0.127 min
D02 0.229 max
0.178 average
0.127 min
D03 0.273 max
0.241 +-0.032 0.241 average
0.209 min
D05 0.187 max
0.162 +-0.025 0.162 average
0.137 min
D06B +0.038 0.351 max
0.313 -0.013 0.325 average
0.3 min
D07 0.559 max
0.495 average
0.432 min
CFM Proprietary Information 172 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
SPECIAL INVESTIGATION WORKSCOPES
& TEST REQUIREMENTS
Workscope Guidelines for Investigation of Engines Removed for High Oil Consumption
CFM Proprietary Information 173 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
SPECIAL INVESTIGATION WORKSCOPES
& TEST REQUIREMENTS
Workscope Guidelines for Investigation of Engines Removed for High N2 Vibration
Reference
At this level of investigation, it is assumed that the AMM troubleshooting
procedure has been unsucessfull.
• CFM recommend to inbound test the engine prior to engine disassembly
to identify a more accurate vibration signal analysis.
A wide band output capability from the Test Cell Vibration Monitoring
System is required to perform a vibration survey.
INBOUND TEST
• Do an Acceptance Test 02, as well as a Performance Test 03.
• During the slow accel/decel run, record the engine vibration signature,
confirm the N2 speed and the level in Ips.
Low speed vibrations, between 65% N2 (9400 rd/min) and 80% N2 (11460
rd/min) are indicative of HPC UNBALANCE.
Whereas high speed vibrations, above 97% (14000 rd/min) are indicative of
HPT UNBALANCE.
1 - HPC INVESTIGATIONS
• If vibrations occur at low speed, but with a non repetitive level, CFMI
recommend to check the N° 3 Bearing Locking Nut torque, which may
be lower than the ESM minimum value (1220-1492 Nm).
• This torque correction may be not sufficient to lower the vibration level.
• The following inspections are highly recommended :
1. Check the HPC Casing to Fan Frame attachment bolt torque value.
2. Check the HPC Blades condition 72-31-00
3. Check & record the HPC Rotor unbalance and correct if necessary Assembly
4. Check the CDP Seal bore runout per ESM 72-00-02 before the HPT
module removal.
5. Check all HPC/HPT flanges for any broken, missing or loose bolts
CFM Proprietary Information 174 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
SPECIAL INVESTIGATION WORKSCOPES
& TEST REQUIREMENTS
Workscope Guidelines for Investigation of Engines Removed for High N2 Vibration
Reference
If HPC balance can not be achieved, several deeper inspections are
requested as described below :
During the module disassembly, check for the presence of oil or dust and
report.
1. Check the concentricity of Stg 1-2 Spool (R01A) at approximatively 0,5
inch (13 mm) forward of the most forward seal tooth.
2. Check the runout of the CDP Seal rabbet diameter and mating face
(R07/R08).
3. Record and remove the CDP Seal.
4. Check the part for wear of failure.
5. Perform a dimensional inspection of diameter B.
6. Check the flatness and concentricity of the Stg 4-9 Spool aft Flange face
and rabbet (R05/R06).
7. Record and then remove the St 4-9 Spool.
8. Check the flatness and concentricity of the Stg 3 Disk aft Flange face
and rabbet (R03/R04).
9. Record and then remove the Stg 3 Disk.
10. Check the flatness and concentricity of the Forward Shaft aft Flange
face and rabbet (R01/R02).
11. Check the dampening ring in Stg 1-2 Spool.
12. Check and record the static balance of the Stg 1-2 Spool.
13. Balance if necessary.
Check and record the static balance of Stg 3 Disk.Balance if necessary.
CFM Proprietary Information 175 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
SPECIAL INVESTIGATION WORKSCOPES
& TEST REQUIREMENTS
Workscope Guidelines for Investigation of Engines Removed for High N2 Vibration
Reference
HPC ROTOR
CDP SEAL DIM CHECK AND RUNOUT
CFM Proprietary Information 176 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
SPECIAL INVESTIGATION WORKSCOPES
& TEST REQUIREMENTS
Workscope Guidelines for Investigation of Engines Removed for High N2 Vibration
Reference
1 - HPT INVESTIGATIONS
1. Dimensional, inspect the HPT Rotor (stack-up purpose).
2. Check the HPT Damper Sleeve condition
3. Check and record the HPT Rotor unbalance.
4. Balance if necessary.
At module level, perform the following inspections : 72-52-04
1. Check and record the Forward Diameter of the HPT Front Shaft
(diameter C).
2. Check and record the ovalization of the HPT Front Shaft forward
diameter.
3. Check and record the flatness of the HPT Front Shaft surface D
4. Check concentricity for vertical alignment check
During the HPT Front Shaft to HPC Rear Shaft assembly, respect carefully
the ESM recommendations concerning both face cleanliness, as well as the
thermal sequence.
Check the rotating CDP Seal runout.
Also, when assembling the HPT Rotor Disk and the HPT Front Rotating 72-00-02
Seal, it is important to check that each mating surface is free of burr, high
metal or dirt. 72-52-00
CFM Proprietary Information 177 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
SPECIAL INVESTIGATION WORKSCOPES
& TEST REQUIREMENTS
Workscope Guidelines for Investigation of Engines Removed for High N2 Vibration
Reference
• Make a runout of the HPT rotor disk and the Front Rotating Seal
assembly flange rabbet and the mounting face. 72-52-00
• The forward flange face must be perpendicular within 0.002 in. (0,05
mm) FIR.
• The HPT rotor disk flange rabbet must be concentric within 0.002 in.
(0,05 mm) FIR.
Note : If the runout measurement is not correct, the Front Rotating Seal can
be turned 180 degrees and installed again.
• During the assembly of the Forward HPT Shaft with the HPT Front
Rotating Seal respect the thermal sequence described in ESM, and clean
the Seal mating face.
• Take care as well when assembling the HPT Rear Shaft on the HPT
Disk.
• Make a runout measurement of the HPT rotor disk aft flange OD and the
mounting face.
• Make sure the flange face is perpendicular to 0.002 inch (0,05 mm).
• Make sure the shoulder OD is concentric to 0.002 inch (0,05 mm).
• Respect the heating sequence during assembly.
• No deviation is permitted on diameter K (Bearing journal) to ensure a
correct N° 4 Bearing clearance at assembly.
General recommendation for all dimensional inspections : ensure that the
environmental temperature are stabilized during all the inspection time.
CFM Proprietary Information 178 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
SPECIAL INVESTIGATION WORKSCOPES
& TEST REQUIREMENTS
Engines Testing recommendations
Reference
INBOUND TEST
• After an Inbound test, it is recommended to preserve the engine per the 72-00-00
ESM 72-00-00 Storage/30-365 days Preservation. Testing 002- 003
• This procedure includes the 2 min engine run using a corrosion
preventive additive in the oil, to secure main engine bearings condition,
during the shop visit.
HPTCC Valve
CESM N° 015
Check HPTCC valve is reworked by SB 75-0059.
N° 4 BEARING SCREENING
• During the engine outbound test, monitor the N°4 vibration response
with the dedicated tooling P/N 856A2679G01, to detect potential outer
race distress.
ENGINE WITH REDUCED ROTOR TO STATOR CLEARANCES
• To prevent heavy rubs in honeycombs, core seize and/or high N2
vibrations during start sequence, it is recommended to respect the
following recommendations during the engine outbound test.
1. During the Break-in procedure (before the Vibration Survey), do not run
the engine above the following limits :
LP vibration : 4,5 mils DA on transient sequences 6,0 mils DA on
steady-state HP vibration : 1,6 ips
2. Prior to shutdown, cool down the engine 5 min at approach idle and 5
min at ground idle or 10 min at ground idle.
As soon as the engine N2 speed is below 200 rd/min, perform two dry
motoring of 2 min each.
3. If the engine is restarted after less than 8 hrs since previous shutdown
(engine considered as still warm), pay attention to high N2 vibration or
potential core seize and if needed abort the starting procedure to prevent
high seal teeth penetration in stationary honeycomb lands.
4. Avoid quick acceleration when the engine is warm, less than 10 min
after a quick deceleration to idle.
CFM Proprietary Information 179 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
SPECIAL INVESTIGATION WORKSCOPES
& TEST REQUIREMENTS
Engines Testing recommendations
72-00-00
ENGINE WITH HPC BLADE TIP NOTCHES Testing 002- 003
• During the final borescope inspection, check and report the blade tip
notches condition (if notches have been ground during the HPC
overhaul).
• If the HPC rotor has been ground to ESM min reference clearances,
these clearances should not be more than 5 mils wider after the break-in
procedure.
CESM N° 015
• Blade Tip Notches help to assess the final clearance status before the
engine delivery (refer to Best Practises summary in Introduction
chapter). 72-00-02
• Refer to the special grinding procedure provided by the Focus Team.
ENGINE SHOP VISIT DATA COLLECTING
• Please fill and transmit to CFM the shop visit data sheet (defined by the Table next page
Focus Team) which helps to identify the major contributors to
performance and to improve all the workscoping recommendations.
CFM Proprietary Information 180 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
SPECIAL INVESTIGATION WORKSCOPES
& TEST REQUIREMENTS
Engines Testing recommendations
CFM56-5A/5B/5C -- Workscope Adders (02-04-7200-07)
As a result of efforts from the Workscoping Focus Sub-Team, the workscope adders found in the Engine
Shop Manual section 72-00-00 Testing 003 have been modified. Workscope adders are used to adjust the
test cell EGT margin to reflect the expected EGT margin on wing. The adjustments are made to account
for differences in initial on-wing installation break-in losses resulting from the level of restoration
performed.
The Focus Sub-Team discovered differences in the way adders are applied at the various overhaul shops.
This is mainly due to the vagueness of the corresponding workscope descriptions in the current manual.
The workscope descriptions pertaining to various adders have been revised to more consistently reflect
the workscope practices followed at various overhaul shops. The team developed more detailed
descriptions for these adders in the Shop Manual.
These agreed-upon changes will be available in the next revisions of the Shop Manual, and are listed
below:
Engine Repair Workscope ∆EGT Margin Correction
A No Major Module Overhaul (no +27°F (+15°C)
flowpath restoration)
• Inbound test
• Field return engine with LP system
module swap (e.g. Fan, Booster,
LPT)
• HPC Top Case
B Partial Workscope +18°F (+10°C)
• Hot section only (includes HPT
clearance restoration and any
combination of CDP, FOS or HPT
Nozzle restoration)
• HPT upgrade only (C-clips &
blades)
• HPC restoration only
• Any LP system module restoration
only
CFM Proprietary Information 181 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
SPECIAL INVESTIGATION WORKSCOPES
& TEST REQUIREMENTS
Engines Testing recommendations
C Full Core Refurbishment or +7°F (+4°C)
Performance Workscope
• Includes (as a minimum): HPT and
HPC module restoration (including
seals and blade clearances)
• Can also include any combination of
the following:
Booster flowpath cleaning
(includes disassembly for
airfoil cleaning)
LPT stage 1 OAS replacement
Fan blade L/E re-contouring
Fan blade tip clearance
restoration
Cleaning of Fan frame
flowpath surfaces
Combustor module repair
D Full Overhaul 0°F (0°C)
• Items in category C and
Full overhaul of any LP system
module (including airfoil cleaning,
flowpath restoration, and seal
reconditioning)
CFM Proprietary Information 182 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
SPECIAL INVESTIGATION WORKSCOPES
& TEST REQUIREMENTS
Engines Testing recommendations
GENERAL DATA RESPONSE NOTES
Overhaul Shop
ESN
Shop Visit #
Shop Visit Date (Day/Month/Year) NOTE DATE FORMAT! - DAY IS FIRST, THEN MONTH, THEN YEAR
Operator
ON-WING DATA AT REMOVAL
Engine Model / Rating (5C4, 5C3/G, 5C2/F, etc)
Cause for Removal (Performance or Other) -- If Other, explain:
EGTM (°C)
TSN
TSSV
CSN
CSSV
WORKSCOPE
Fan Blades and Fan flowpath surfaces cleaned? (Yes/No)
Booster disassembled and blades/vanes SWECO cleaned? (Yes/No/Other)
Booster clearances restored? (Yes/No)
Fan tip leading edges re-countoured (Per ATA 72-21-01: Rep 1/Repair 12/None)
Fan Blade Tip Clearance: F01A (in)
Fan Blade Tip Clearance: F01B (in)
Blades
(New/Repaired/
Average Rotor Max Case Min Case Continued-Time/
Diameter (in) Daimeter (in) Diameter (in) Clearance (in) Mixed)
Stage 1 (H01)
Stage 2 (H02)
Stage 3 (H03)
Stage 4 (H04)
Stage 5 (H05)
Stage 6 (H06)
Stage 7 (H07)
Stage 8 (H08)
Stage 9 (H09)
HPC Blades Match Ground (Yes/No/Mixed)
HPC Final Vertical Linipot FIR (in)
HPC Final Vertical Linipot ECC (in)
Stages 1-3 blade leading edge profiles restored per Repair 07? (Yes/No)
HPC blades SWECO cleaned? (Yes/No/NA) - 'NA' if blades are new
IGV's and VSV's SWECO cleaned? (Yes/No/Other)
Alkaline clean or abrasive blast serviceable vane segments stages (4-8)? (Yes/No)
HPC Inner Stage Honeycomb Seals replaced? (Yes/No/Mixed)
OUTER VSV bushings replaced? (Yes/No/Mixed)
INNER VSV bushings replaced? (Yes/No/Mixed)
Fuel Nozzles removed, inspected and cleaned per CMM: 73-11-42? (Yes/No)
Fuel Nozzle exit profiles improved by flow matching nozzles? (Yes/No)
Combustor dome resized according to ATA 72-42-02? (Rep 01/Rep 13/None)
CDP Honeycomb Seals replaced(Yes/No/Mixed)
CDP P/N Installed: 1808M56G01 (post 72-193) or 1523M40G02 (pre 72-193)
HPT Nozzle (New/Repaired/Continued Time)
J05 Value (in)
FOS Honeycomb Seals replaced (Yes/No/Mixed)
FOS P/N Installed: 1808M58G01 (post 72-193) or 1523M42G02 (pre 72-193)
HPT Final Horizontal Linipot FIR (in)
HPT Final Horizontal Linipot ECC (in)
HPT Shrouds (New/Repaired/Cont'd Time/Mixed)
HPT shroud part number installed?
HPTACC Valve (New/Repaired/Continued Time)
LPT Rotor Module disassmbled and cleaned? (Yes/No)
LPT Rotor/Stator clearances restored (Yes/No)
LPT Stage 1 OAS Honeycomb replaced (Yes/No/Mixed)
Number of New EGT Thermoouple Probes? (0-9)
OVERHAUL SHOP ENGINE TEST DATA
Test Date (Day/Month/Year)
Engine Model / Rating at Test (5C4, 5C2, etc)
Engine Waterwash (Yes/No)
Untrimmed FN Margin (%)
SFC: SFCK3 (lb/hr/lb)
Workscope Adder (0/4/10/15)
N1 Trim (0-7)
HD EGTM w/ N1 Trim & Workscope Adder (°C)
Untrimmed HD N2 - N2CC3 (RPM)
Fuel Flow at N1k - WFK3 (pph)
Max N2 Vib (IPS)
Flight Phase at Max N2 Vib
N2 Speed at Max Vib (RPM)
HPC blade notch remaining - Stage 7 (none, half, full) Record for all 4 blades
HPC blade notch remaining - Stage 8 (none, half, full) Record for all 4 blades
HPC blade notch remaining - Stage 9 (none, half, full) Record for all 4 blades
HPT rub depth (# notches remaining) Record for all 4 blades
CFM Proprietary Information 183 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
CONVERSION 5C/P MANDATORY SERVICE BULLETINS & DOCUMENTS
CFM sorting Type
Section S/B # D P R I O TITLES & DESCRIPTIONS Compliance C/P
72-32 72-140 X Introduction of mixed aero front stator and stg 2 and 3 VSV inner 7 P
trunnion bushing
72-161 X SPR : Introduction of new HPC shroud 8 P
72-461 X Introduction of new VSV inner bushings and washers 7 P
72-491 X S.P.R. 8 P
72-521 X Stages 2 & 3 shrouds - leading edge cutback : 5 P
72-41 72-528 X Rework of CFM56-5C combustion case for –5C/P engines 7 P
72-535 X Rear Shaft Air Hole Bushing - Rework For 5C/P Conversion : Do as soon 7 P
as conversion into –5C/P.
72-536 X Rework FINS for 5C/P engines 7 P
72-42 72-412 X Intro new outer cowl with inceased durability : See effectivity for P/N 4 P
concerned, intro 1968M59G01 & 1968M41G03
72-51 72-190 X HPT nozzles P/N 1818M60G01 introduction 7 P
72-262 X SPR : Ring seal assy 8 P
72-518 X New nozzle and rework of old 7 P
72-223 X Forward Outer Air Seal – Replacement : Minimum configuration to 7 P
conversion –5C/P, concerned 5C2 & 5C3/F.
CFM Proprietary Information 184 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
CONVERSION 5C/P MANDATORY SERVICE BULLETINS & DOCUMENTS
CFM sorting Type
Section S/B # D P R I O TITLES & DESCRIPTIONS Compliance C/P
72-52 72-177 X Introduction Of Improved Shrouds, Shroud Hangers And Spline Seals : 7 P
See SB for interchangeability restrictions
72-337 X New or rework HPT shroud and shroud hangers : Concerns PN 2 P
9324M82G07 & ESN<741744
72-339 X HPT new HPT shroud retaining clip introduction : Concerns PN 5 P
1498M73P02/04 & S/N Mod.< THO 575
72-501 X Spare Part Release : Partial application only on Seal Ring. 8 P
72-53 72-537 X Shroud Air Impingement Manifold - Rework For 5C/P Conversion 7 P
72-393 X SPR 8 P
72-54 72-542 X Rework the CFM56-5C4 LPT case into CFM56-5C4/P configuration 7 P
CFM Proprietary Information 185 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
ENGINE WORKSCOPE CONVERSION 5C TO 5C/P
Key Maintenance Tasks
Reference
WORKSCOPE FAN MAJOR MODULE / MM01
• At this level of workscope, refer to WPG “FAN MAJOR MODULE
minimum” to perform inspection of other parts of Booster module and
the same chapter for N°1 & 2 Bearing support module and I.G.B.
module.
• At this level of workscope, refer to WPG “FAN FRAME / CASE
MODULE performance” to perform inspection of other parts.
WORKSCOPE CORE ENGINE MAJOR MODULE / MM02
Removal and inspection of core engine and disassembly into shop modules 72-00-02
per ESM 72-00-02.
WORKSCOPE HPC ROTOR / SM31 (check compatibility with SB 72- SB 72-502
502).
Shop Module removed.
• Check if HPC 1-2 spool must be replace for the following reason :.
P/N not compatible with /P configuration.
Result of inspection per SB 72-230 SB 72-230
• If replacement :
Disassembled HPC rotor into piece part and inspect all parts per SM 72-31- 72-31-XX
XX.
• If not replacement :
Inspect HPC rotor assy per SM 72-00-31. 72-00-31
Inspection of disk 3 per SB 72-556. SB 72-556
Visual inspection of CDP seal per SM 72-00-31 & check roundess
and concentricity.
• In all case :
Replacement of all "wire seals".
Removal and replacement of all HPC blades with new coming from SB 72-502
SB 72-502.
At this level of workscope, refer to WPG “HPC ROTOR MODULE
performance ” to perform inspection on other parts, balance and grind on
HPC module.
CFM Proprietary Information 186 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
ENGINE WORKSCOPE CONVERSION 5C TO 5C/P
Key Maintenance Tasks
Reference
WORKSCOPE HPC FORWARD STATORS / SM32
Shop Module removed, full disassembled and inspected per SM 72-32-XX. 72-32-XX
Replacement of all Vanes by parts coming from SB 72-502. SB 72-502
Ensure VSV bushings, shrouds and seals are post SB 72-140 and SB 72-140
72-161 configuration. SB 72-161
For stages 1-3, SB 72-515 provides unground seals which can be SB 72-515
ground to the ESM min values per 72-32-05. For stages 4-5 the 72-32-05
honeycomb can be replaced with pre-ground parts.
Rework of HPC shroud stage 2 & 3 per SB 72-521. SB 72-521
At this level of workscope, refer to WPG “HPC STATOR MODULES full
overhaul ” to perform inspection on other parts, inspection (including
dimensional inspection) and grind.
WORKSCOPE HPC REAR STATORS / SM33
Shop Module removed full disassembled and inspected per SM 72-33-XX. 72-33-XX
Replacement of all vanes by new parts coming from SB 72-502. SB 72-502
For stages 6-8 the honeycomb will be pre-ground.
At this level of workscope, refer to WPG “HPC STATOR MODULES full
overhaul ” to perform inspection of other parts, inspection (including
dimensional inspection) and grind.
WORKSCOPE COMBUSTION CASE / SM41
Shop Module removed, disassembled into piece part & inspected per SM 72-41-XX
72-41-XX.
Modification of inner and outer fuel manifold per SB 73-068. SB 73-068
Rework of FINS per SB 72-536. SB 72-536
Rework of combustion case per SB 72-528. SB 72-528
Change fuel distribution bracket bolt per SB 72-439. SB 72-439
Replacement of nut per SB 72-222 (partial application). SB 72-222
Replacement of ring seal assy per SB 72-262 (partial application). SB 72-262
Replacement of stationary seal per SB 72-268 (if needed for SB 72-268
compatibility)
CFM Proprietary Information 187 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
ENGINE WORKSCOPE CONVERSION 5C TO 5C/P
Key Maintenance Tasks
Reference
At this level of workscope, refer to WPG “COMBUSTOR MODULES full
overhaul ” to perform inspection of other parts, inspection (including
dimensional inspection) and grind.
WORKSCOPE COMBUSTOR / SM42
Shop module removed, disassembled into piece part & inspected per ESM
72-42-XX. 72-42-XX
At this level of workscope, refer to WPG “COMBUSTOR
MODULES full overhaul ” to perform inspection of other parts,
inspection (including dimensional inspection) and grind.
WORKSCOPE HPT NOZZLE / SM51
Shop Module removed, disassembled into piece parts & inspected per ESM
72-51-XX. 72-51-XX
Replacement of all parts issued by SB 72-502. SB 72-502
Introduction of HPT nozzle rear outer seal per SB 72-190. SB 72-190
At this level of workscope, refer to WPG “HPT NOZZLE MODULE full
overhaul ” to perform inspection of other parts, inspection (including
dimensional inspection) and grind.
WORKSCOPE HPT ROTOR / SM52
Shop Module removed, disassembled into piece part & inspected per ESM
72-52-XX. 72-52-XX
Replacement of HPT blades by parts coming from SB 72-502. SB 72-502
Replacement of HPT front air seal rotating per SB 72-223 (PN SB 72-223
1795M36P02).
Replacement of the seal ring per SB 72-501 (partial application). SB 72-501
Rework of HPT rear shaft per SB 72-535. SB 72-535
Use the shrouds dimension to grind the rotor and achieve the J05
clearance of 0,063 in (1,60 mm).
Note : The min average blade radius is 14,507 in. (368,48 mm) and the max
individual blade radius is 14,511 in. (368,58 mm).
At this level of workscope, refer to WPG “HPT ROTOR MODULE full
overhaul ” to perform inspection of other parts and inspection (including
dimensional inspection).
CFM Proprietary Information 188 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
ENGINE WORKSCOPE CONVERSION 5C TO 5C/P
Key Maintenance Tasks
Reference
WORKSCOPE LPT STAGE 1 NOZZLE / SM53
Shop Module removed, disassembled into piece part & inspected per ESM 72-53-XX
72-53-XX.
• Replacement of Support shroud nozzle, inner air seal, LPT nozzle
segment STG 1, stationary air seal and strip sealing by parts SB 72-502
coming from SB 72-502.
• Rework of HPT shroud air impingement manifold per SB 72-537. SB 72-537
OPTION for HPT shroud & hangers :
• Introduction of shrouds post SB 72-337 or SB 72-393. SB 72-337 / 72-393
• Introduction of seals post SB 72-177. SB 72-177
• Grind the shrouds to the recommended radius of 14,563 in.
(369,90 mm) ± 0,001 in. (0,03 mm).
At this level of workscope, refer to WPG “HPT SHROUD SUPPORT &
LPT STG 1 NOZZLE MODULE full overhaul ” to perform inspection of
other parts and inspection (including dimensional inspection).
WORKSCOPE LPT MAJOR MODULE / MM03
Major module removed, inspected and disassembled into three modules per
SM 72-00-03. 72-00-03
WORKSCOPE LPT ROTOR / SM54
Shop module removed, disassembled into piece parts & inspected per SM 72-54-XX
72-54-XX.
• Rework the LPT case per SB 72-542. SB 72-542
• Replacement of Ring retainer stg1 / Shield / plate sealing / support
SB 72-502
ring & seal segment stationary outer air by parts coming from SB
SB 72-349
72-502.
72-00-54
• Introduction of a new LPT rotor stage 4 rotating air seal per SB 72-
349.
• Inspection of bladed disks per SM 72-00-54.
At this level of workscope, refer to WPG “LPT ROTOR / STATOR
MODULE performance & full overhaul ” to perform inspection of other
parts and inspection (including dimensional inspection).
CFM Proprietary Information 189 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
ENGINE WORKSCOPE CONVERSION 5C TO 5C/P
Key Maintenance Tasks
Reference
WORKSCOPE LPT SHAFT / SM55
Shop module removed, disassembled & inspected per SM 72-55-00. 72-55-00
• Replacement of all O rings on the LPT shaft per SB 72-464, in SB 72-464
order to prevent high oil consumption.
• Introduction of new N°4 bearing, if not already done, per SB 72- SB 72-451
451 (compatibility check).
At this level of workscope, refer to WPG “LPT SHAFT MODULE
minimum ” to perform inspection of other parts and inspection (including
dimensional inspection).
WORKSCOPE LPT FRAME / SM56
Shop module removed & inspected per SM 72-00-56. 72-00-56
• Inspection and cleaning of the aft sump oil tubes per SB 79-0025. SB 79-025
At this level of workscope, refer to WPG “LPT FRAME MODULE
performance & full overhaul ” to perform inspection of other parts and
inspection (including dimensional inspection).
WORKSCOPE ON ACCESSORIES AND QEC
Deletion of the BSV (Burning Stage Valve) per SB 72-502. SB 72-502
Deletion of the RACSB (Rotor Active Clearance Start Bleed) valve per SB
72-502. SB 72-502
Introduction of the Transient Bleed Valve per SB 72-502. SB 72-502
Introduction of fuel flow meter downstream filter per SB’s 73-0090 / 73- SB 73-090 / 73-095 /
0095 / 72-382 / 72-482. 72-382 / 72-482
ECU : introduce the software C3J per SB 73-126. SB 73-126
Main engine fuel pump : Inspection per CMM, introduction of SB 73-A078 SB 73-A078
apply SB’s 73-084 & 73-094 73-084 / 73-094
HMU : Rework per SB’s 73-036 / 73-088 / 73-089. SB 73-036 / 73-088 /
73-089
Apply SB’s 75-017 & 75-018 on VBV MBS Actuators & BS actuators. SB 75-017 / 75-018
Rework of starter per SB 80-0013 / SB 80-009 / SB 80-003 & 80-004. SB 80-003 / 80-004 /
80-009 / 80-013
Starter valve : reworked per SB 80-002 / 80-005. SB 80-002 / 80-005
CFM Proprietary Information 190 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
ENGINE WORKSCOPE CONVERSION 5C TO 5C/P
Key Maintenance Tasks
Reference
WORKSCOPE ON ACCESSORIES AND QEC
Rework of harness wiring CJ9 / 10 L / R per SB 73-156. SB 73-156
Replacement of the exchanger IDG inlet fuel hose per SB 72-455. SB72-455
T25 sensor per SB 73-013. SB 73-013
Oil/fuel heat exchanger : replacement of o-ring per SB 79-023. SB 79-023
Oil cap indicator : replacement of diaphragm per SB 79-024. SB 79-024
Oil trend monitoring per SB 79-026. SB 79-026
Replacement of QEC tube P/N 340-8801-543 with QEC tube 340-8801-
563.
OTHER MODIFICATIONS :
Bolt change on fuel supply tube per SB 73-026. SB 73-026
Introduction of a stronger RACCV support bracket per SB 75-0001 SB 75-001
(bracket only).
Introduction of a new HPSOV per SB 73-096. SB 73-096
Brackets T49.5 modification per SB’s 72-419 & 72-516 SB 72-419 / 72-516
CFM Proprietary Information 191 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
APPENDIX A
CFM56-5C Configurations
Major Changes
-5C2 : -5C EIS configuration (31,2 Klbs/950°C)
-5CX/F : LPT hardware for 965°C EGT red line
-5CX/G : HPT and LPT hardware for 975°C EGT red line
-5C4 : Fan blade and Booster IGV
Main Fuel Pump for 34 Klb thrust
-5CX/4 :Full -5C4 hardware configuration
Requires C.3.E ECU software or later versions
-5C4/1 : Thrust bump
Requires C.3.E ECU software or later versions
Requires A/C modification (wiring and cockpit
push-button)
-5CX/P : Improved CFM56-5CX engines for “enhanced” A340-300 aircraft.
Requires C.3.J ECU software
Requires “G” hardware
-5C4/1P : Improved CFM56-5CX engines for “enhanced” A340-300 aircraft. And thrust bump
Requires C.3.J ECU software
Requires “G” hardware
CFM Proprietary Information 192 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
APPENDIX B
CFM56 – 5C CONVERSION SERVICE BULLETINS
Section Number Description Action Required
72-00 72-077 Conversion of CFM56-5C2 to CFM56- Do at customer option consistent with
5C2/F engine models. the operator’s arrangement with CFM
for the affected CFM56 engine models.
72-153 Conversion of CFM56-5C2/F, CFM56- Do at customer option consistent with
5C2/G to CFM56-5C3/F, CFM56-5C3/G the operator’s arrangement with CFM
engine models. for the affected CFM56 engine models.
72-185 Conversion of CFM56-5C3/F, CFM56- Do at customer option consistent with
5C3/G to CFM56-5C2/F, CFM56-5C2/G the operator’s arrangement with CFM
engine models. for the affected CFM56 engine models.
72-235 Conversion of CFM56-5C2/F, CFM56- Do at customer option consistent with
5C3/F to CFM56-5C2/G, CFM56-5C3/G the operator’s arrangement with CFM
engine models. for the affected CFM56 engine models.
72-236 Conversion of CFM56-5C2/F to Do at customer option consistent with
CFM56-5C2 engine models. the operator’s arrangement with CFM
for the affected CFM56 engine models.
72-246 Conversion of CFM56-5C2/G to Do at customer option consistent with
CFM56-5C4 engine models. the operator’s arrangement with CFM
for the affected CFM56 engine models.
72-247 Conversion of CFM56-5C4 to CFM56- Do at customer option consistent with
5C2/G engine models. the operator’s arrangement with CFM
for the affected CFM56 engine models.
72-253 Conversion of CFM56-5C2/G, CFM56- Do at customer option consistent with
5C3/G to CFM56-5C2/F, CFM56-5C3/F the operator’s arrangement with CFM
engine models. for the affected CFM56 engine models.
72-289 Conversion of CFM56-5C4 to CFM56- Do at customer option consistent with
5C2/4, CFM56-5C2/F4, CFM56- the operator’s arrangement with CFM
5C2/G4, CFM56-5C3/F4 or CFM56- for the affected CFM56 engine models.
5C3/G4 engines models.
72-293 Conversion of CFM56-5C2/4, CFM56- Do at customer option consistent with
5C2/F4, CFM56-5C2/G4, CFM56- the operator’s arrangement with CFM
5C3/F4 or CFM56-5C3/G4 to CFM56- for the affected CFM56 engine models.
5C4 engine models.
72-311 Conversion of CFM56-5C4 to CFM56- Do at customer option consistent with
5C4/1. the operator’s arrangement with CFM
for the affected CFM56 engine models.
72-312 Conversion of CFM56-5C4/1 to Do at customer option consistent with
CFM56-5C4. the operator’s arrangement with CFM
for the affected CFM56 engine models.
72-502 Conversion of CFM56-5C4 to CFM56- Do at customer option consistent with
5C4/P the operator’s arrangement with CFM
for the affected CFM56 engine models.
CFM Proprietary Information 193 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
APPENDIX B
CFM56 – 5C CONVERSION SERVICE BULLETINS
72-0235
5C2 72-0077 5C2/F 5C2/G
950° 965° 975° 72-185
31 200 Lbs 72-0236 31 200 Lbs 72-0253 31 200 Lbs 72-0246
72-0153 72-0185 72-0153
72-0247
5C3/F 72-0235 5C3/G
965° 975°
32 500 Lbs 32 500 Lbs
72-0253
72-0311
72-0293
5C4 5C4/1
975° 975°
34 000 Lbs 72-0312 34 000 Lbs
72-0289
72-0502
5C2/4 5C2/F4 5C2/G4
950° 965° 975° 5C4/P 5C4/1P
31 200 Lbs 31 200 Lbs 31 200 Lbs 975° 975°
72-0502 34 000 Lbs 34 000 Lbs
5C3/F4 5C3/G4
965° 975° 5C2/P 5C3/P
32 500 Lbs 32 500 Lbs 975° 975°
31 200 Lbs 32 500 Lbs
CFM Proprietary Information 194 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
This page left intentionally blank
CFM Proprietary Information 195 CFM56-5C 5C/P WPG
Subject to restrictions on the front page April, 2005
You might also like
- Cf34-8e WSPGDocument67 pagesCf34-8e WSPGMaricelaCrisMJ67% (3)
- CFM56-3 Engine Workscope Planning GuideDocument135 pagesCFM56-3 Engine Workscope Planning GuideOscar Rocha Romero88% (8)
- CFM56-3 Technical Training Manual: Component IdentificationDocument54 pagesCFM56-3 Technical Training Manual: Component Identificationnono9294% (16)
- CFM56 5A 5B DifferencesDocument38 pagesCFM56 5A 5B DifferencesMohammed_Sabt7994% (18)
- CFM56-7B Engine Removal and Installation Training CourseDocument191 pagesCFM56-7B Engine Removal and Installation Training CoursepraveenNo ratings yet
- CFM56-7B Engine LRU Performance and RecommendationsDocument21 pagesCFM56-7B Engine LRU Performance and RecommendationsaliNo ratings yet
- HPC Shroud & VSV System ImprovementsDocument15 pagesHPC Shroud & VSV System Improvementsali100% (2)
- CFM 56 TTM PDFDocument357 pagesCFM 56 TTM PDFFahad Koderivalappil Kv100% (6)
- CFM56 Trend Interpretation PDFDocument176 pagesCFM56 Trend Interpretation PDFJemie100% (2)
- Combustor Cwcs - cfm56Document21 pagesCombustor Cwcs - cfm56ali100% (2)
- CFM56-7B Lube SystemDocument1 pageCFM56-7B Lube SystemPrashant Bagal80% (5)
- CFM56-LEAP-X - Value For Lion AirDocument43 pagesCFM56-LEAP-X - Value For Lion Airmuhamad mupidullah100% (1)
- VBV System: Lisbon A320/CFM56-5/5B Focus Team Conference June 2012Document21 pagesVBV System: Lisbon A320/CFM56-5/5B Focus Team Conference June 2012Goutam Saha0% (1)
- V2500 ENGINE ABBREVIATIONS AND MECHANICAL ARRANGEMENTDocument163 pagesV2500 ENGINE ABBREVIATIONS AND MECHANICAL ARRANGEMENTMohd Hasrizam Che Man100% (1)
- CFM56-7B Engine Repair Developments and HighlightsDocument20 pagesCFM56-7B Engine Repair Developments and HighlightsaliNo ratings yet
- 7B - Line Maintenance - EGT - CFM Symposium 2017Document7 pages7B - Line Maintenance - EGT - CFM Symposium 2017aliNo ratings yet
- The Maintenance and Management of V2500-A5 EnginesDocument8 pagesThe Maintenance and Management of V2500-A5 Enginesjack mcall100% (2)
- CFM56-7B Engine Transportation Stand TrainingDocument93 pagesCFM56-7B Engine Transportation Stand TrainingParvesh kamboj100% (5)
- Cfm56 7b Familiarization PrintDocument86 pagesCfm56 7b Familiarization PrintRajesh Kumar Sahu100% (2)
- CTC-223 Basic EngineDocument183 pagesCTC-223 Basic Enginealexdd39100% (2)
- ctc-189 Answerbook PDFDocument136 pagesctc-189 Answerbook PDFmenosoft100% (1)
- Cfm56-3 Engine Regulation by CFMDocument43 pagesCfm56-3 Engine Regulation by CFMnono92100% (5)
- Engine MaintenanceConceptsPresentation PDFDocument46 pagesEngine MaintenanceConceptsPresentation PDFEnrico Gambini100% (1)
- 7B - Line Maintenance - Tailpipe Fires - CFM Symposium 2017Document10 pages7B - Line Maintenance - Tailpipe Fires - CFM Symposium 2017aliNo ratings yet
- CFM56 Main Fuel Pump Shaft Seal and Bypass Valve ImprovementsDocument22 pagesCFM56 Main Fuel Pump Shaft Seal and Bypass Valve ImprovementsaliNo ratings yet
- CFM56-7B Major Module Replacement Training ManualDocument67 pagesCFM56-7B Major Module Replacement Training Manualutfyhjk100% (1)
- CFM Technical Training Course Catalog 2019Document22 pagesCFM Technical Training Course Catalog 2019Ibnu Ahmad33% (3)
- CFM56 7ri2003Document93 pagesCFM56 7ri2003이영희80% (5)
- 5b7b - CFM Milan 2017 - HPC ModuleDocument25 pages5b7b - CFM Milan 2017 - HPC ModulealiNo ratings yet
- LEAP-1B - Engine Change Lessons LearnedDocument20 pagesLEAP-1B - Engine Change Lessons Learnedmark100% (2)
- Cfm56-5b - Engine SystemsDocument493 pagesCfm56-5b - Engine SystemsSimona Draghici90% (21)
- 21.0. 7B - Line Maintenance - MCD - CFM Symposium 2017Document15 pages21.0. 7B - Line Maintenance - MCD - CFM Symposium 2017aliNo ratings yet
- Pw4000-100 - Opencowl Inspection GuideDocument63 pagesPw4000-100 - Opencowl Inspection Guidegayathrisicwai100% (8)
- Https Cwcs - cfm56 HPT BladeDocument8 pagesHttps Cwcs - cfm56 HPT Bladeali100% (1)
- EGT Margin by CFMDocument10 pagesEGT Margin by CFMAlexander VoroninNo ratings yet
- Cataloag (Cfm56-5a)Document2 pagesCataloag (Cfm56-5a)hNo ratings yet
- CFM 56-7B Component IdentificationDocument147 pagesCFM 56-7B Component Identificationanas83% (18)
- CF34 10EBSIJune09Document51 pagesCF34 10EBSIJune09ArturoACE75% (4)
- CFM56-7B Engine Testing Handbook PDFDocument310 pagesCFM56-7B Engine Testing Handbook PDFAPU SHOP BTH MS100% (8)
- A319/320/321 CFM56 Technical ManualDocument82 pagesA319/320/321 CFM56 Technical ManualCatts Admin100% (1)
- Powerplant PW4000 TMDocument21 pagesPowerplant PW4000 TMLê Viết Dũng100% (1)
- 7B - Ignition - System - CFM Symposium 2017 PDFDocument15 pages7B - Ignition - System - CFM Symposium 2017 PDFaliNo ratings yet
- 11-CFM56-3 Las Vegas 2018 Preservation and TransportationDocument17 pages11-CFM56-3 Las Vegas 2018 Preservation and TransportationOrlando Pérez50% (2)
- cfm56 5b PDFDocument6 pagescfm56 5b PDFTURBOJATO100% (1)
- CFMPresentation PowerPointDocument159 pagesCFMPresentation PowerPointClaudio Alves100% (1)
- 7B - Fan Blade Spacers - CFM Symposium 2017Document11 pages7B - Fan Blade Spacers - CFM Symposium 2017aliNo ratings yet
- Description and Operation of A320 Engine (Iae v2500)Document149 pagesDescription and Operation of A320 Engine (Iae v2500)Anirudh Reddy75% (12)
- 7B - Scorecards - CFM Symposium 2017Document13 pages7B - Scorecards - CFM Symposium 2017aliNo ratings yet
- CFM56-5A HPT Blade Configurations and EventsDocument13 pagesCFM56-5A HPT Blade Configurations and EventsaliNo ratings yet
- Powerplant Builtup Manual JT8D-200Document520 pagesPowerplant Builtup Manual JT8D-200Angel Da Silva83% (6)
- CFM56 7Document211 pagesCFM56 7manmohan100% (3)
- CFM56 3Document148 pagesCFM56 3manmohan100% (1)
- Ata 71-80 CFM56 - 5aDocument534 pagesAta 71-80 CFM56 - 5aDavid OwenNo ratings yet
- REFCOMPDocument20 pagesREFCOMPsibar.eirlNo ratings yet
- 160 Atj PDFDocument131 pages160 Atj PDFChera IlieNo ratings yet
- Caterpillar 14m16m Motor Grader Global Service LearningDocument10 pagesCaterpillar 14m16m Motor Grader Global Service Learningbelinda100% (45)
- Production Handbook - Facilities & MaintenanceDocument454 pagesProduction Handbook - Facilities & MaintenancePerfect Trend Energy100% (1)
- M14 PManualDocument382 pagesM14 PManualnz104100% (2)
- Grundfos CRFlex MGFlex Data BookletDocument28 pagesGrundfos CRFlex MGFlex Data BookletDiego BeltraminoNo ratings yet
- Planning and Measuring Your Papa Pump Site - Papa Ram Pump PDFDocument8 pagesPlanning and Measuring Your Papa Pump Site - Papa Ram Pump PDFArabyAbdel Hamed SadekNo ratings yet
- Electronic Engine Logbook: Engine Number:-Engine Type: - Constructor: - Date of ConstructionDocument53 pagesElectronic Engine Logbook: Engine Number:-Engine Type: - Constructor: - Date of ConstructionArabyAbdel Hamed SadekNo ratings yet
- Non-Destructive Test Manual: Part 7-Borescope InspectionDocument145 pagesNon-Destructive Test Manual: Part 7-Borescope InspectionOrlando PérezNo ratings yet
- Emp RR PDFDocument142 pagesEmp RR PDFArabyAbdel Hamed SadekNo ratings yet
- 5892 Bearing Damage Analysis BrochureDocument40 pages5892 Bearing Damage Analysis BrochureAlvaro100% (1)
- CTC-229 Borescope InspectionDocument216 pagesCTC-229 Borescope InspectionDorival Venâncio100% (4)
- Rolls-Royce RB211 Trent 700 UCPG (Full Permission) - 2Document33 pagesRolls-Royce RB211 Trent 700 UCPG (Full Permission) - 2ArabyAbdel Hamed SadekNo ratings yet
- ACCESSSORY SHEET LastDocument5 pagesACCESSSORY SHEET LastArabyAbdel Hamed SadekNo ratings yet
- T7BSI4v30 PDFDocument70 pagesT7BSI4v30 PDFArabyAbdel Hamed SadekNo ratings yet
- T7 BSI3 V 30Document24 pagesT7 BSI3 V 30ArabyAbdel Hamed SadekNo ratings yet
- ACCESSSORY SHEET LastDocument5 pagesACCESSSORY SHEET LastArabyAbdel Hamed SadekNo ratings yet
- Aircraft MX Handbook For Financiers v1 PDFDocument152 pagesAircraft MX Handbook For Financiers v1 PDFArabyAbdel Hamed SadekNo ratings yet
- Customer Training Course Catalog: It's in Our PowerDocument32 pagesCustomer Training Course Catalog: It's in Our PowerArabyAbdel Hamed SadekNo ratings yet
- The Future of Borescope Inspections.: Iso 9001:2000 Registered As9000 CompliantDocument4 pagesThe Future of Borescope Inspections.: Iso 9001:2000 Registered As9000 CompliantArabyAbdel Hamed SadekNo ratings yet
- How To Make An AIR COOLER at Home - YouTubeDocument5 pagesHow To Make An AIR COOLER at Home - YouTubeArabyAbdel Hamed SadekNo ratings yet
- Engineer's License Renewal RecordsDocument139 pagesEngineer's License Renewal RecordsArabyAbdel Hamed SadekNo ratings yet
- Turbojet Engine Maintenance Systems: Dragoljub Vujić, PHD (Eng)Document7 pagesTurbojet Engine Maintenance Systems: Dragoljub Vujić, PHD (Eng)ArabyAbdel Hamed SadekNo ratings yet
- Product Support & Services: Maintenance TrainingDocument78 pagesProduct Support & Services: Maintenance TrainingArabyAbdel Hamed SadekNo ratings yet
- SanDisk SecureAccessV3.0 QSG PDFDocument25 pagesSanDisk SecureAccessV3.0 QSG PDFAnonymous SX8ODClMeNo ratings yet
- Booklet Final-2019 PDFDocument341 pagesBooklet Final-2019 PDFerabhisinghalNo ratings yet
- Afd 070221 129 PDFDocument905 pagesAfd 070221 129 PDFArabyAbdel Hamed SadekNo ratings yet
- Pest Control Training HandbookDocument383 pagesPest Control Training HandbookArabyAbdel Hamed SadekNo ratings yet
- EWIS Part 145 Course OutlineDocument4 pagesEWIS Part 145 Course OutlineArabyAbdel Hamed SadekNo ratings yet
- B Trent41368ATDocument81 pagesB Trent41368ATArabyAbdel Hamed SadekNo ratings yet
- Mil HDBK 525Document113 pagesMil HDBK 525flytechlda1963100% (1)
- 7 Defect ReportDocument1 page7 Defect ReportArabyAbdel Hamed SadekNo ratings yet
- Worksheet PW4158 Ahmed Hesham V2Document62 pagesWorksheet PW4158 Ahmed Hesham V2ArabyAbdel Hamed SadekNo ratings yet
- User User Tools List Teg Tool Stores Lists Teg Stores Engine Engine Lists Shop FOR EWS INSIDE Tool Stores FOR EWS OUTSIDE Tool StoresDocument2 pagesUser User Tools List Teg Tool Stores Lists Teg Stores Engine Engine Lists Shop FOR EWS INSIDE Tool Stores FOR EWS OUTSIDE Tool StoresArabyAbdel Hamed SadekNo ratings yet
- Engineer's License Renewal RecordsDocument139 pagesEngineer's License Renewal RecordsArabyAbdel Hamed SadekNo ratings yet
- All Tool ListsDocument367 pagesAll Tool ListsArabyAbdel Hamed Sadek0% (1)
- CHS Module 7 - Maintain Computer System and NetworksDocument29 pagesCHS Module 7 - Maintain Computer System and NetworksLawrence Cada Nofies100% (4)
- The Origins of MS-DOSDocument12 pagesThe Origins of MS-DOSNilay Tryambak KaradeNo ratings yet
- Basic RPG400 ProgrammingDocument126 pagesBasic RPG400 ProgrammingnourileeNo ratings yet
- Fountaine Fifth WheelDocument24 pagesFountaine Fifth Wheelfdpc1987No ratings yet
- Adjustable 5A LDO Regulator for High Current ApplicationsDocument9 pagesAdjustable 5A LDO Regulator for High Current ApplicationsJMSNo ratings yet
- VeeruDocument4 pagesVeeruMohanraj VenuNo ratings yet
- Introduction To Uart: and Radio Frequency CommunicationDocument10 pagesIntroduction To Uart: and Radio Frequency CommunicationMangekYo -EyeNo ratings yet
- Mitsubishi FX1N Yj ManualDocument124 pagesMitsubishi FX1N Yj ManualSandi PratamaNo ratings yet
- Instalacion Channel Master Type 120Document14 pagesInstalacion Channel Master Type 120Fredy Turpo TiconaNo ratings yet
- The Concise Atari ST 68000 Programmers Reference Guide PDFDocument405 pagesThe Concise Atari ST 68000 Programmers Reference Guide PDFKarlson2009No ratings yet
- MPLS Lab With Basic ConfigurationDocument57 pagesMPLS Lab With Basic Configurationptit2004No ratings yet
- 87 Security Frameworks SlidesDocument34 pages87 Security Frameworks Slidesamit_redkar1986No ratings yet
- Hardware Manual: FX Series Programmable ControllersDocument92 pagesHardware Manual: FX Series Programmable Controllersgalih kalokaNo ratings yet
- Delta Ia-Asd Asda-A3 Um en 20190805Document845 pagesDelta Ia-Asd Asda-A3 Um en 20190805usman akbarNo ratings yet
- 9A12302 Data Communication SystemsDocument4 pages9A12302 Data Communication SystemssivabharathamurthyNo ratings yet
- Unit 1Document44 pagesUnit 1TakeItEasyDude TIEDNo ratings yet
- ZKW 40 50Document52 pagesZKW 40 50ricardo100% (1)
- Activation Vista Ultimate SP1Document4 pagesActivation Vista Ultimate SP1Ihya UmasNo ratings yet
- Chimney Erection BoQ For 200 MWDocument9 pagesChimney Erection BoQ For 200 MWvivek1280100% (1)
- Readme Pi Boot OverlayDocument5 pagesReadme Pi Boot Overlayejaz100% (1)
- MegaPointer4 HelpDocument71 pagesMegaPointer4 HelpAureoSoft EditoraNo ratings yet
- PartsDocument5 pagesPartsJoeljar Enciso SaraviaNo ratings yet
- E7 Ordinary Differential Equation New - 0Document28 pagesE7 Ordinary Differential Equation New - 0Mor DepRzNo ratings yet
- Phoenix BIOS Post Codes - BIOS CentralDocument9 pagesPhoenix BIOS Post Codes - BIOS CentralLito HulipasNo ratings yet
- Realtek PCIE Cardreader Dirver Release NotesDocument3 pagesRealtek PCIE Cardreader Dirver Release NotesMax PlanckNo ratings yet
- Cuda Supported CardsDocument1 pageCuda Supported CardsKrnFend0% (2)
- Software Guide 20190402Document354 pagesSoftware Guide 20190402Jean-guillaume AllemannNo ratings yet
- GW CTPTAnalyserDocument8 pagesGW CTPTAnalyserKunal SharmaNo ratings yet
- Computer Vocabulary Can You Match The Definitions and The Words?Document1 pageComputer Vocabulary Can You Match The Definitions and The Words?ANGELA ANDREANo ratings yet
- Chapter - 02 Computer Hardware and Software: Prepared By: Sanjeev SharmaDocument11 pagesChapter - 02 Computer Hardware and Software: Prepared By: Sanjeev SharmaDeepak MishraNo ratings yet