You might also like
- 10-Materials and Components For GTT Mark III & Mark V Cargo Containment SystemDocument22 pages10-Materials and Components For GTT Mark III & Mark V Cargo Containment SystemRobin GuNo ratings yet
- Stone Retaining Wall DesignDocument25 pagesStone Retaining Wall DesignSafi Zabihullah Safi81% (16)
- Winding Theory PDFDocument42 pagesWinding Theory PDFHIcham Kbiri100% (1)
- UV Ink AdhesionDocument3 pagesUV Ink AdhesionnerbitNo ratings yet
- Roisum2 Pres PDFDocument30 pagesRoisum2 Pres PDFkochicomm0% (1)
- Staining and Color Change of Single-Or Multicomponent Joint SealantsDocument2 pagesStaining and Color Change of Single-Or Multicomponent Joint SealantsĐường Nguyễn ThừaNo ratings yet
- The Basic Theory of Crowning Industrial RollersDocument8 pagesThe Basic Theory of Crowning Industrial RollersJuan Carlos CárdenasNo ratings yet
- The Art of Winding: Good RollsDocument21 pagesThe Art of Winding: Good RollsHicham Hafiani100% (1)
- Roll Hardness Measurements as a Tool for Quality ControlDocument49 pagesRoll Hardness Measurements as a Tool for Quality ControlDemingNo ratings yet
- GrindingDocument60 pagesGrindingGaurav Yadav100% (1)
- Doctor Blade TechniqueDocument4 pagesDoctor Blade Techniquearunbalaji86No ratings yet
- Rheology in Paper and Paperboard Coating: Pekka KomulainenDocument102 pagesRheology in Paper and Paperboard Coating: Pekka KomulainenjjccmmaaNo ratings yet
- Suction Boxes in Forming PaperDocument82 pagesSuction Boxes in Forming PaperLuis Castillo100% (1)
- Presented By: Laminating Adhesives For Flexible PackagingDocument14 pagesPresented By: Laminating Adhesives For Flexible PackagingKarim BoudaouchNo ratings yet
- Paper DefectsDocument4 pagesPaper DefectsJagathNo ratings yet
- What Is The Optimum Rewind TensionDocument8 pagesWhat Is The Optimum Rewind TensionSakhawat Hossain RonyNo ratings yet
- New Drying and Dewatering Processes in PDocument23 pagesNew Drying and Dewatering Processes in PvenkNo ratings yet
- Flocculation Studies in Papermaking PDFDocument211 pagesFlocculation Studies in Papermaking PDFAlejandro Neira CastilloNo ratings yet
- Ku1988 PDFDocument23 pagesKu1988 PDFajengdsNo ratings yet
- 497-11130 Handbok E2 2 120425 PDFDocument44 pages497-11130 Handbok E2 2 120425 PDFLaercio Castelani100% (1)
- Understanding Anilox Roller Engraving Angles and VolumesDocument16 pagesUnderstanding Anilox Roller Engraving Angles and VolumesJose Guerra100% (2)
- Recovered Fiber Pulping NoteDocument28 pagesRecovered Fiber Pulping Noteteewee_cuteNo ratings yet
- Paper ManufacturingDocument12 pagesPaper ManufacturingPriyanka AryaNo ratings yet
- API 570 - 01 API 570 and B31.3 PracticeDocument5 pagesAPI 570 - 01 API 570 and B31.3 PracticeMegan KirbyNo ratings yet
- Valmet's Recent Calender Technologies: High Bulk Calendering and OptiCalender CompactDocument21 pagesValmet's Recent Calender Technologies: High Bulk Calendering and OptiCalender Compactsukallan dharNo ratings yet
- Menges CrowningDocument8 pagesMenges CrowningTarun GuptaNo ratings yet
- Pulp and Paper Industry.Document15 pagesPulp and Paper Industry.Aman TandonNo ratings yet
- Enercon Uv Flexo Ink Adhesion For Flexible PackagingDocument8 pagesEnercon Uv Flexo Ink Adhesion For Flexible PackagingAndrei PaunNo ratings yet
- Pulp and Paper IndustriesDocument14 pagesPulp and Paper Industriesdaabgchi0% (1)
- Crowning Benefits - Paper, Film & Foil ConverterDocument3 pagesCrowning Benefits - Paper, Film & Foil ConverteravgpaulNo ratings yet
- Refining Process-AlkylationDocument20 pagesRefining Process-AlkylationTusenkrishNo ratings yet
- Metering Size PressDocument22 pagesMetering Size PressDaud ZamanNo ratings yet
- A to Z guide to practical paper chemistryDocument437 pagesA to Z guide to practical paper chemistryArnoldo Sánchez D100% (1)
- Fundamentals of Paper DryingDocument49 pagesFundamentals of Paper DryingSushil MeshramNo ratings yet
- New Developments in Paper and Board DryingDocument10 pagesNew Developments in Paper and Board DryingSahil DesaiNo ratings yet
- Optimization of Wire Vacuum by D K SinghalDocument7 pagesOptimization of Wire Vacuum by D K SinghalnazeerNo ratings yet
- Low Consistency RefiningDocument65 pagesLow Consistency RefiningLaboratorio PapelesRegionalesNo ratings yet
- About Paper CoatedDocument39 pagesAbout Paper Coatedbobokor100% (1)
- Flexo Blade AnalysisDocument6 pagesFlexo Blade AnalysisJavier Martinez CañalNo ratings yet
- Paper Fan PumpsDocument8 pagesPaper Fan PumpsnazeerNo ratings yet
- Book Chapter Refining of Chemical PulpDocument59 pagesBook Chapter Refining of Chemical Pulpjoatanmelo6775100% (1)
- Correlations Between Fibre PropertiesDocument49 pagesCorrelations Between Fibre PropertiesHansel Omar100% (1)
- Calendering Is Still King For High Volume PVCDocument9 pagesCalendering Is Still King For High Volume PVCOSIIQPGRISNo ratings yet
- Topic 14 Papermaking Pressing LectureDocument20 pagesTopic 14 Papermaking Pressing LecturenotengofffNo ratings yet
- Papermaking: Paper: Pulping and Bleaching Wood Sources Paper: Nonfibrous ComponentsDocument9 pagesPapermaking: Paper: Pulping and Bleaching Wood Sources Paper: Nonfibrous ComponentsEvansChomba100% (1)
- The Fabric of Paper Machine PerformanceDocument4 pagesThe Fabric of Paper Machine Performancest7167No ratings yet
- Air in Pulp & PaperDocument72 pagesAir in Pulp & PaperGirish ShenaiNo ratings yet
- Advanced Training Course On Deinking - Dispersion and KneadingDocument38 pagesAdvanced Training Course On Deinking - Dispersion and KneadingGuido PeraltaNo ratings yet
- Paper in the Printing Processes: Proceedings of the Eighth International Conference of Printing Research Institutes Held at Aulanko, Finland, 1965From EverandPaper in the Printing Processes: Proceedings of the Eighth International Conference of Printing Research Institutes Held at Aulanko, Finland, 1965W. H. BanksRating: 5 out of 5 stars5/5 (1)
- FRIM Centrifugal CleanersDocument12 pagesFRIM Centrifugal CleanersKristin WeberNo ratings yet
- OptiCalender Metal Belt Calendering GuideDocument52 pagesOptiCalender Metal Belt Calendering Guidejavier_khanNo ratings yet
- Papermaking Process Kuliah Tamu UISIDocument51 pagesPapermaking Process Kuliah Tamu UISIthoriqnoviaNo ratings yet
- Fiber Consumption in Nonwovens1Document12 pagesFiber Consumption in Nonwovens1gowrikathirNo ratings yet
- Practical ways to reduce energy usage in tissue manufacturingDocument7 pagesPractical ways to reduce energy usage in tissue manufacturingKoushik MadapatiNo ratings yet
- Sheet FormingDocument43 pagesSheet FormingSoundarya67% (3)
- Finishing EnglDocument49 pagesFinishing EnglSalim NgaosNo ratings yet
- Lva1 App6891 PDFDocument53 pagesLva1 App6891 PDFjjccmmaa100% (1)
- WORLD'S LARGEST RETRIEVABLE FINE BUBBLE AERATION SYSTEMDocument15 pagesWORLD'S LARGEST RETRIEVABLE FINE BUBBLE AERATION SYSTEMLye YpNo ratings yet
- EnricoGalliDocument77 pagesEnricoGallimmylito100% (1)
- Flexo Printing Machinery Catalog English UpdatedDocument8 pagesFlexo Printing Machinery Catalog English UpdatedOMAR JOSE LEALNo ratings yet
- Process Flow in ExcelDocument18 pagesProcess Flow in ExcelNadim MiaNo ratings yet
- Harper Anilox RollDocument88 pagesHarper Anilox Rollsuracheted0% (1)
- Deculator Article 5 03Document4 pagesDeculator Article 5 03tsvmpm1765100% (3)
- Technology, Energy Efficiency and Environmental Externalities in The Pulp and Paper Industry - AIT, ThailandDocument140 pagesTechnology, Energy Efficiency and Environmental Externalities in The Pulp and Paper Industry - AIT, ThailandVishal Duggal100% (1)
- Pulpn Paper ManufactureDocument42 pagesPulpn Paper Manufactureyeng botzNo ratings yet
- Hazardous Material ClassesDocument11 pagesHazardous Material ClassesSaurav NegiNo ratings yet
- Kate Angel A. Ragat IIIDocument4 pagesKate Angel A. Ragat IIIK maNo ratings yet
- Unsur Transisi Deret 1Document62 pagesUnsur Transisi Deret 1Miniatur IniNo ratings yet
- Last PosterDocument1 pageLast PosterToppingNo ratings yet
- Chemical Engineering Laboratory-1 (CHE F312) Lab Report Engineering Chemistry Lab E-1 Thin Layer ChromatographyDocument13 pagesChemical Engineering Laboratory-1 (CHE F312) Lab Report Engineering Chemistry Lab E-1 Thin Layer ChromatographyHritik LalNo ratings yet
- Calcite Powder Application and Uses by RCM MineralsDocument2 pagesCalcite Powder Application and Uses by RCM Mineralsvivek vaishnavNo ratings yet
- Jomo Kenyatta University of Agriculture and TechnologyDocument16 pagesJomo Kenyatta University of Agriculture and TechnologyJoe NjoreNo ratings yet
- Aamer Ali Shah, Fariha Hasan, Abdul Hameed, Safia Ahmed - Biological Degradation of Plastics: A Comprehensive ReviewDocument21 pagesAamer Ali Shah, Fariha Hasan, Abdul Hameed, Safia Ahmed - Biological Degradation of Plastics: A Comprehensive ReviewNatalí PalaiNo ratings yet
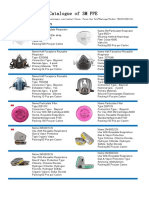
- Catalogue of 3M PPE and Safety EquipmentDocument3 pagesCatalogue of 3M PPE and Safety EquipmentSothearaThengNo ratings yet
- Hoja de Datos - 116-4FCDocument2 pagesHoja de Datos - 116-4FCHenry Garavito RamirezNo ratings yet
- Reversable Reactions QuestionsDocument2 pagesReversable Reactions QuestionsMARK DEFREITASNo ratings yet
- 5 Considerations For ASTM D3039 Composite Tensile TestingDocument3 pages5 Considerations For ASTM D3039 Composite Tensile TestingWiryanto DewobrotoNo ratings yet
- GL XX Mobil Rarus SHC 1020 SeriesDocument3 pagesGL XX Mobil Rarus SHC 1020 SeriesHitesh MahajanNo ratings yet
- Sa 4820M00450 00001 01 - 00Document1 pageSa 4820M00450 00001 01 - 00mohdfaridabubakarNo ratings yet
- Hydrogen Embrittlement in Power Plant Steels: Sadhana June 2003Document22 pagesHydrogen Embrittlement in Power Plant Steels: Sadhana June 2003Rolando Nuñez MonrroyNo ratings yet
- LGS system makes coal form steel sectionsDocument2 pagesLGS system makes coal form steel sectionsVigneshwarNo ratings yet
- Types and Causes of Cracks in Concrete StructuresDocument11 pagesTypes and Causes of Cracks in Concrete Structuresraahul_nNo ratings yet
- Analysis of HoneyDocument14 pagesAnalysis of HoneyMomo PlayerNo ratings yet
- Ballistic White Paper Revised August 2016Document3 pagesBallistic White Paper Revised August 2016khanali11201No ratings yet
- Experiment: 3 Extraction Technique: Liquid-Liquid ExtractionDocument7 pagesExperiment: 3 Extraction Technique: Liquid-Liquid ExtractionNatasha ClementNo ratings yet
- Bulacan Loft: Product SpecificationsDocument22 pagesBulacan Loft: Product SpecificationsLang AwNo ratings yet
- Conveyance of WaterDocument53 pagesConveyance of WaterAbhishek KashyapNo ratings yet
- Armacell 168158 Data Spec Sheet PDFDocument2 pagesArmacell 168158 Data Spec Sheet PDFCarlos Gustavo Gámez VillegasNo ratings yet