You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Unit 4 Stoichiometry PracticeDocument2 pagesUnit 4 Stoichiometry Practicethktulinh0% (2)
- Formation Multi-Tester (FMT) Principles, Theory, and InterpretationDocument61 pagesFormation Multi-Tester (FMT) Principles, Theory, and InterpretationMannbeard0% (1)
- Facts at Your Fingertips-201105-Pressure Measurement ConsiderationsDocument1 pageFacts at Your Fingertips-201105-Pressure Measurement Considerationsonizuka-t2263No ratings yet
- Facts at Your Fingertips-201104-Hopper Inserts For Improved Solids FlowDocument1 pageFacts at Your Fingertips-201104-Hopper Inserts For Improved Solids Flowonizuka-t2263No ratings yet
- Facts at Your Fingertips-201012-Project Design Decision-Making Option ListsDocument1 pageFacts at Your Fingertips-201012-Project Design Decision-Making Option Listsonizuka-t2263No ratings yet
- Facts at Your Fingertips-201006-Fluid MechanicsDocument1 pageFacts at Your Fingertips-201006-Fluid Mechanicsonizuka-t2263No ratings yet
- Facts at Your Fingertips-201102-Control Valve Position SensorsDocument1 pageFacts at Your Fingertips-201102-Control Valve Position Sensorsonizuka-t2263No ratings yet
- CHE Facts 0410Document1 pageCHE Facts 0410gwinnruNo ratings yet
- Facts at Your Fingertips-201010-MSMPR Crystallization EquipmentDocument1 pageFacts at Your Fingertips-201010-MSMPR Crystallization Equipmentonizuka-t2263No ratings yet
- Facts at Your Fingertips-201103-Infrared Temperature MeasurementDocument1 pageFacts at Your Fingertips-201103-Infrared Temperature Measurementonizuka-t2263No ratings yet
- Facts at Your Fingertips-201101-Hansen Solubility Parameters (HSP)Document1 pageFacts at Your Fingertips-201101-Hansen Solubility Parameters (HSP)onizuka-t2263No ratings yet
- Facts at Your Fingertips-201011-Viscosity MeasurementDocument1 pageFacts at Your Fingertips-201011-Viscosity Measurementonizuka-t2263No ratings yet
- Heat Transfer Fluids: System FiltrationDocument1 pageHeat Transfer Fluids: System Filtrationonizuka-t2263No ratings yet
- Controlling membrane foulingDocument1 pageControlling membrane foulingonizuka-t2263No ratings yet
- Facts at Your Fingertips-201005-Burner Operating Characteristics PDFDocument1 pageFacts at Your Fingertips-201005-Burner Operating Characteristics PDFonizuka-t2263No ratings yet
- Facts at Your Fingertips-201007-Conservation Economics Carbon Pricing ImpactsDocument1 pageFacts at Your Fingertips-201007-Conservation Economics Carbon Pricing Impactsonizuka-t2263No ratings yet
- Facts at Your Fingertips-201001-Low-Pressure MeasurementDocument1 pageFacts at Your Fingertips-201001-Low-Pressure Measurementonizuka-t2263No ratings yet
- Facts at Your Fingertips-201002-Positive Displacement PumpsDocument1 pageFacts at Your Fingertips-201002-Positive Displacement Pumpsonizuka-t2263No ratings yet
- Facts at Your Fingertips-201002-Positive Displacement PumpsDocument1 pageFacts at Your Fingertips-201002-Positive Displacement Pumpsonizuka-t2263No ratings yet
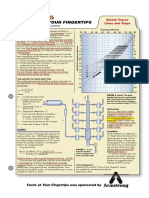
- Steam Tracer Lines and Traps GuideDocument1 pageSteam Tracer Lines and Traps Guideonizuka-t2263No ratings yet
- Facts at Your Fingertips-201005-Burner Operating Characteristics PDFDocument1 pageFacts at Your Fingertips-201005-Burner Operating Characteristics PDFonizuka-t2263No ratings yet
- CHE Facts 0410Document1 pageCHE Facts 0410gwinnruNo ratings yet
- Above and Underground Storage Tanks PDFDocument1 pageAbove and Underground Storage Tanks PDFrasik.kiraneNo ratings yet
- Steam Tracer Lines and Traps GuideDocument1 pageSteam Tracer Lines and Traps Guideonizuka-t2263No ratings yet
- Adsorption PDFDocument1 pageAdsorption PDFrasik.kiraneNo ratings yet
- Facts at Your Fingertips-201001-Low-Pressure MeasurementDocument1 pageFacts at Your Fingertips-201001-Low-Pressure Measurementonizuka-t2263No ratings yet
- Facts at Your Fingertips-200912-Creating Installed Gain GraphsDocument1 pageFacts at Your Fingertips-200912-Creating Installed Gain Graphsonizuka-t2263No ratings yet
- Facts at Your Fingertips-200905-Choosing A Control SystemDocument1 pageFacts at Your Fingertips-200905-Choosing A Control Systemonizuka-t2263No ratings yet
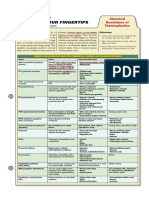
- Facts at Your Fingertips-200910-Chemical Resistance of ThermoplasticsDocument1 pageFacts at Your Fingertips-200910-Chemical Resistance of Thermoplasticsonizuka-t2263No ratings yet
- Facts at Your Fingertips-200909-Heat Transfer System Design IIDocument1 pageFacts at Your Fingertips-200909-Heat Transfer System Design IIonizuka-t2263No ratings yet
- Facts at Your Fingertips-200907-Flowmeter SelectionDocument2 pagesFacts at Your Fingertips-200907-Flowmeter Selectiononizuka-t2263No ratings yet
- Specialty metals guide corrosion resistance and propertiesDocument1 pageSpecialty metals guide corrosion resistance and propertiesonizuka-t2263No ratings yet
- Khulna 225 MW Combined Cycle Power Plant Heat Recovery Boiler Operation ManualDocument184 pagesKhulna 225 MW Combined Cycle Power Plant Heat Recovery Boiler Operation ManualMd Suzon MahmudNo ratings yet
- Aqua Silencer Report 2Document25 pagesAqua Silencer Report 2avikashNo ratings yet
- Basic Refrigeration System PDFDocument15 pagesBasic Refrigeration System PDFJC BenitezNo ratings yet
- Reciprocating CompressorDocument37 pagesReciprocating CompressorJithin DasNo ratings yet
- Compressor Washing PerformanceDocument4 pagesCompressor Washing PerformanceAshraf UddinNo ratings yet
- Tutorial 2.1 BFDDocument1 pageTutorial 2.1 BFDAsraf SaidNo ratings yet
- General Instruction Manual: Saudi Arabian Oil Company (Saudi Aramco)Document9 pagesGeneral Instruction Manual: Saudi Arabian Oil Company (Saudi Aramco)Delta akathehuskyNo ratings yet
- Pompe GasoilDocument2 pagesPompe Gasoilday rachidNo ratings yet
- Competitor Comparison - AWC 25-350 A - EnglishDocument1 pageCompetitor Comparison - AWC 25-350 A - EnglishLeonardo Augusto Ramirez SaenzNo ratings yet
- Fan Selection GuideDocument4 pagesFan Selection GuideMalcom FredrickNo ratings yet
- Pressure Gauge and Transmitter GuideDocument35 pagesPressure Gauge and Transmitter GuideTHEOPHILUS ATO FLETCHERNo ratings yet
- Science: Quarter 4 - Module 1.1: Boyle's LawDocument23 pagesScience: Quarter 4 - Module 1.1: Boyle's LawMark PandilNo ratings yet
- Fuel Flexibility in Conventional and Dry Low Emissions Industrial Gas TurbinesDocument30 pagesFuel Flexibility in Conventional and Dry Low Emissions Industrial Gas TurbinesHenrik13No ratings yet
- Ultrox MedicalDocument2 pagesUltrox MedicalAbu HuzeifaNo ratings yet
- Citation Mustang-Air ConditioningDocument11 pagesCitation Mustang-Air Conditioningalejo.ramuzziNo ratings yet
- 4 Sep - hor.ReEntrainment Articulo1Document10 pages4 Sep - hor.ReEntrainment Articulo1Humberto Pallares100% (1)
- Pump Selection and Design GuideDocument178 pagesPump Selection and Design GuideSudhanshu ShekharNo ratings yet
- CH 6 - 2 Differential Analysis of Fluid Flow Part II WebDocument55 pagesCH 6 - 2 Differential Analysis of Fluid Flow Part II WebasifNo ratings yet
- Energetica ExaminationDocument11 pagesEnergetica ExaminationDwi NicHeNo ratings yet
- Chapter 5 StudyGuideDocument3 pagesChapter 5 StudyGuideadfNo ratings yet
- Osborne Reynolds ExperimentDocument9 pagesOsborne Reynolds ExperimentchamalNo ratings yet
- Group 2 - Lab 3 - Equilibrium Flash Separation - Offshore EngineeeringDocument21 pagesGroup 2 - Lab 3 - Equilibrium Flash Separation - Offshore Engineeeringafifhilmi234No ratings yet
- Schematic: 311B, 312B, and 312B L Excavators Two Pump Flow (Attachment) Hydraulic SystemDocument2 pagesSchematic: 311B, 312B, and 312B L Excavators Two Pump Flow (Attachment) Hydraulic Systemlevinton jose tobias genesNo ratings yet
- Lxe10e A36 ADocument62 pagesLxe10e A36 AСергей ПетровNo ratings yet
- Needle & GaugeDocument10 pagesNeedle & GaugeJandri JacobNo ratings yet
- Air Release Valve E-34 Series FireDocument5 pagesAir Release Valve E-34 Series FireUghojor ElohoNo ratings yet
- Facility Flare ReductionDocument46 pagesFacility Flare Reductioneng_ahrNo ratings yet
- Basic Reservoir Engineering - Mai Cao LanDocument180 pagesBasic Reservoir Engineering - Mai Cao LanSo Mot100% (1)